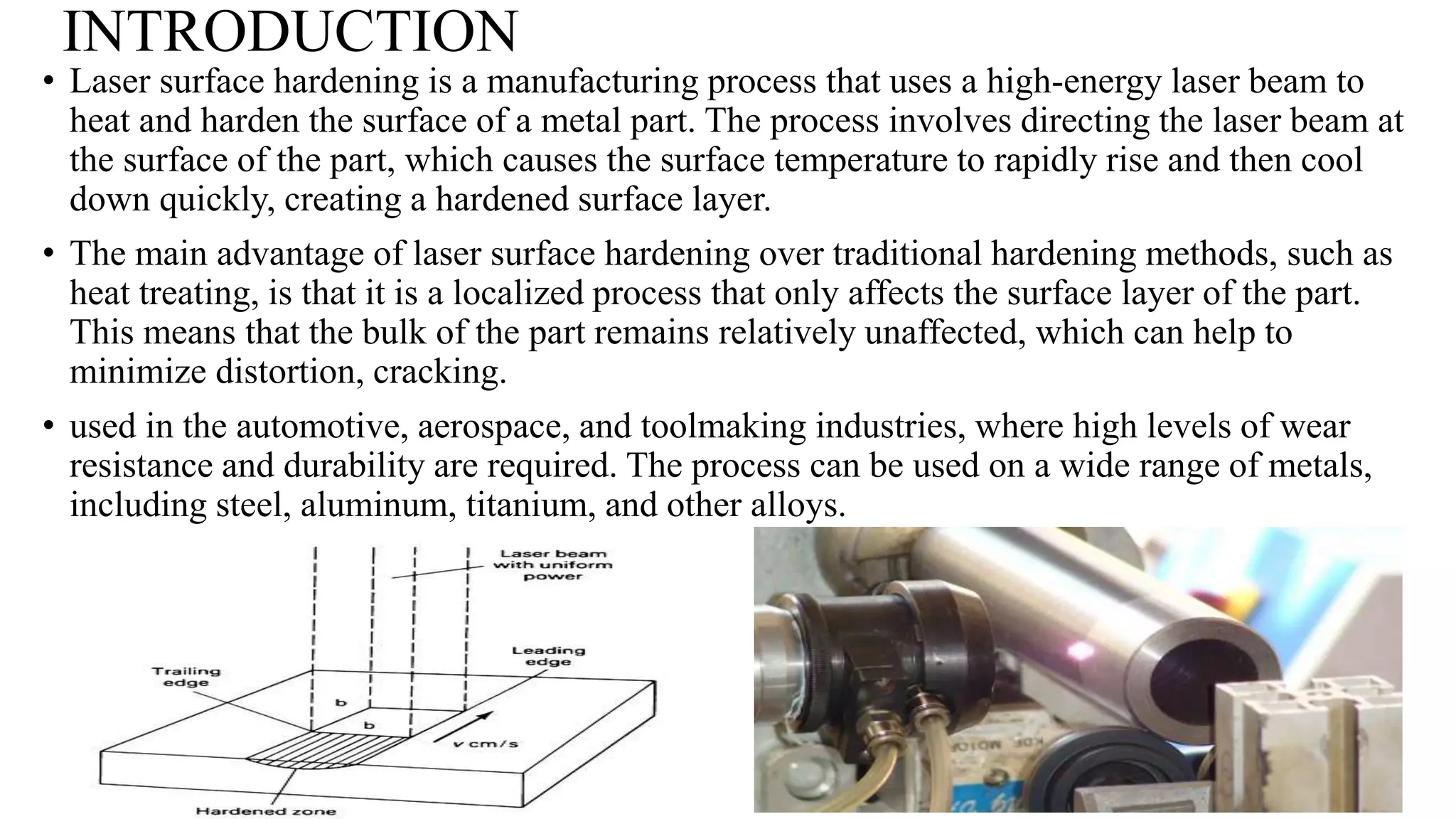
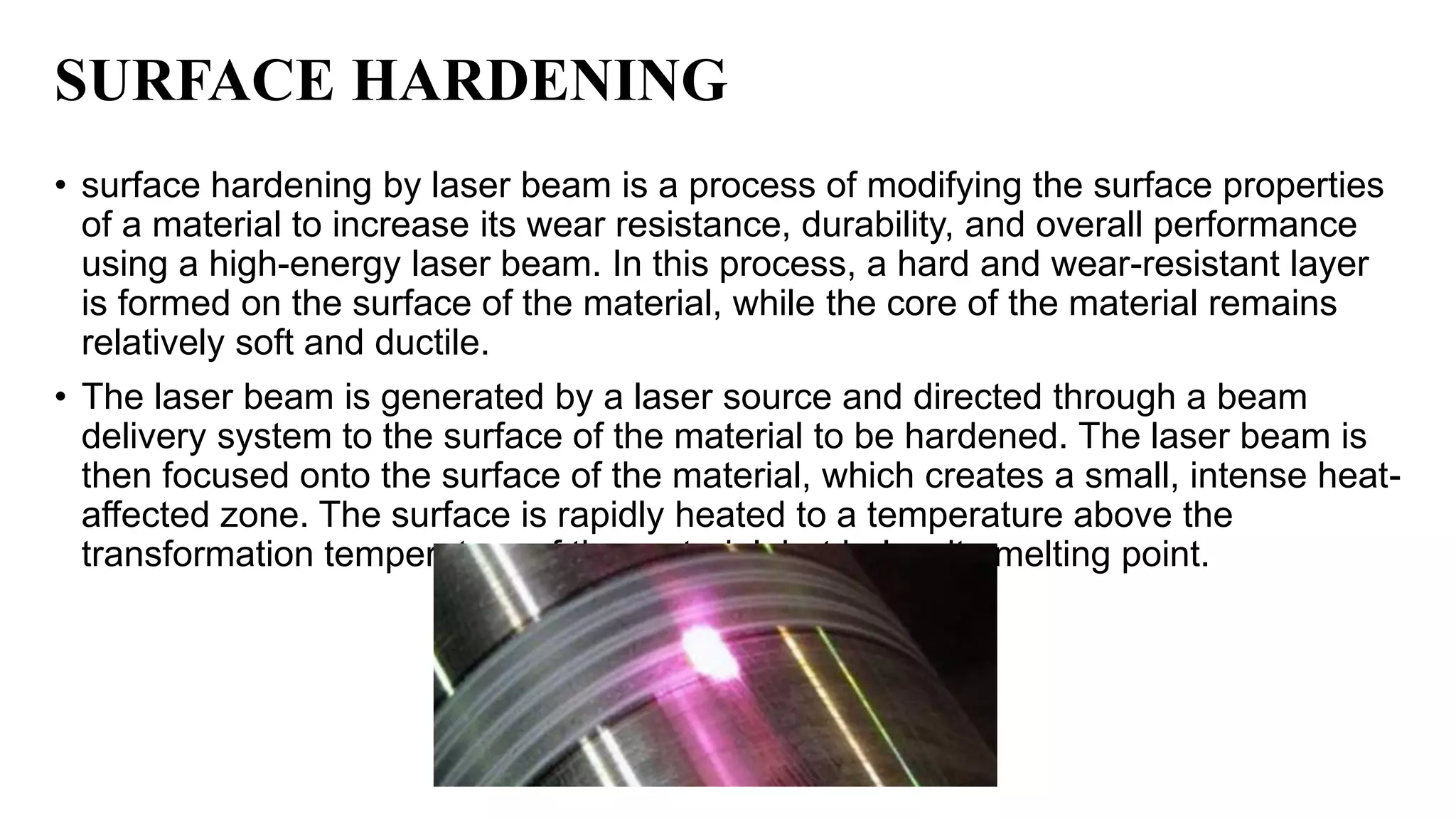
Laser beam hardening is a process that uses a high-energy laser beam to heat and harden the surface of a metal part. It offers advantages over traditional hardening methods like being a localized process that only hardens the surface. Key steps include pre-treating and cleaning the surface, masking off non-hardening areas, scanning the laser beam over the surface to heat and harden it, rapidly quenching the surface, and performing quality control checks on the hardened layer. Process parameters like laser power, beam size and speed, and quenching method affect the hardness and properties of the hardened surface. A variety of steel, aluminum, and titanium alloys can be suitable for laser beam hardening.