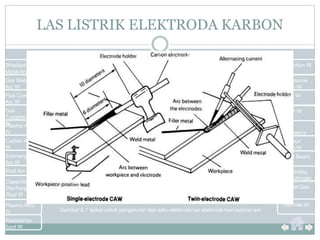
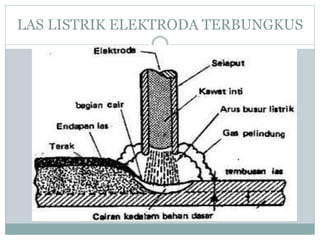
Proses las listrik memanfaatkan panas dari busur listrik untuk mencairkan logam. Terdapat beberapa jenis las listrik seperti las elektroda karbon, las elektroda terbungkus, dan las busur gas yang menggunakan gas pelindung seperti helium dan argon. Persiapan pengelasan meliputi persiapan alur las dan perakitan untuk mendapatkan hasil las yang baik.