
Downloaded 85 times


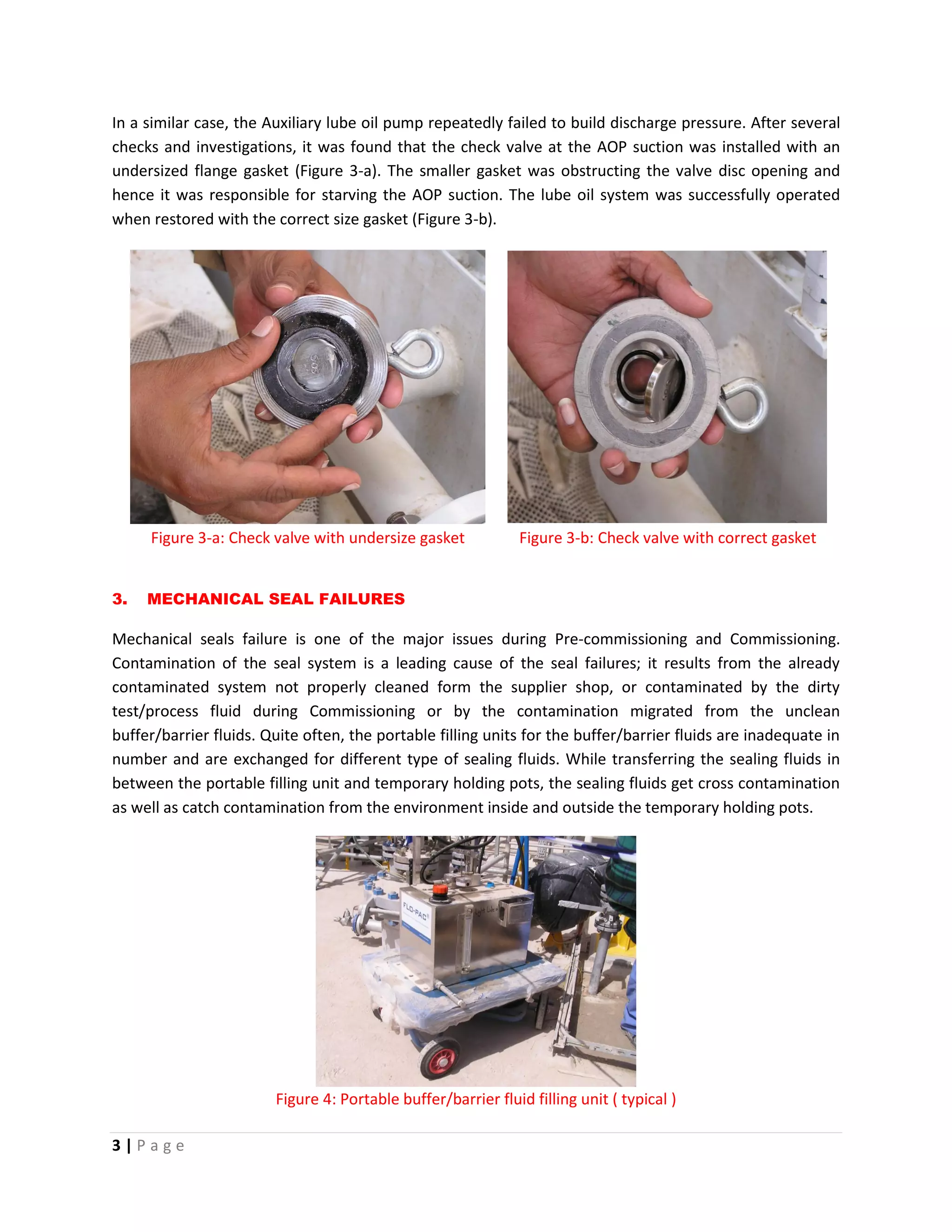
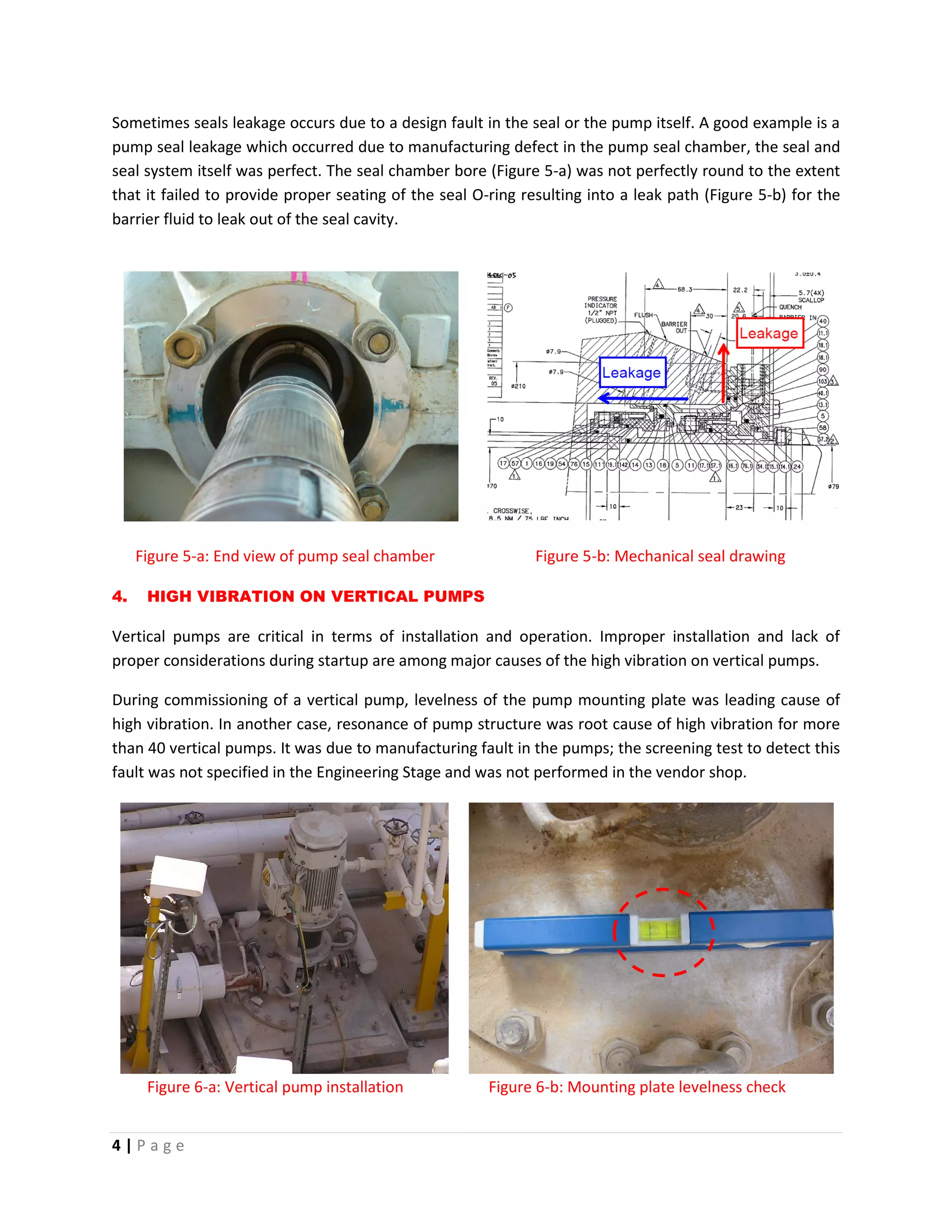
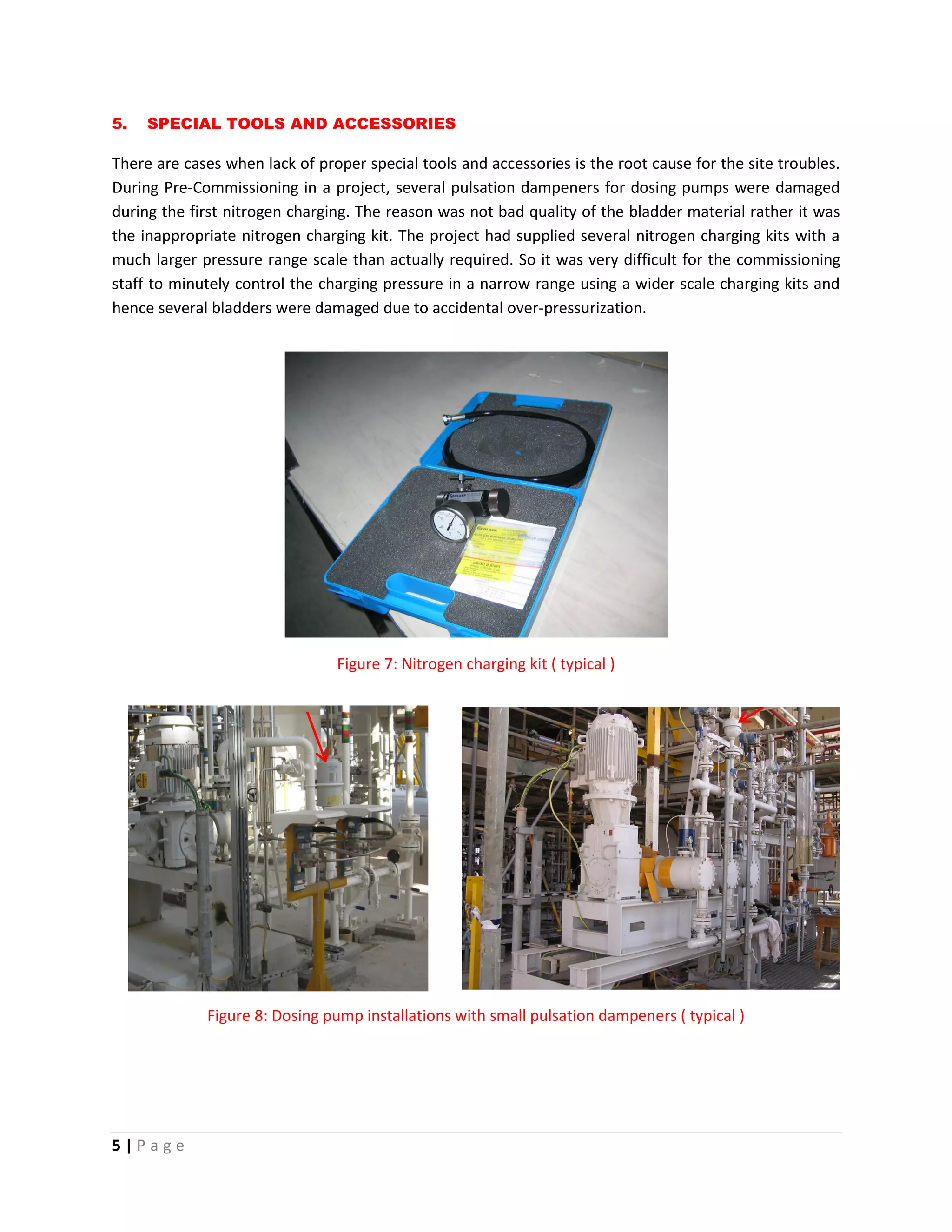


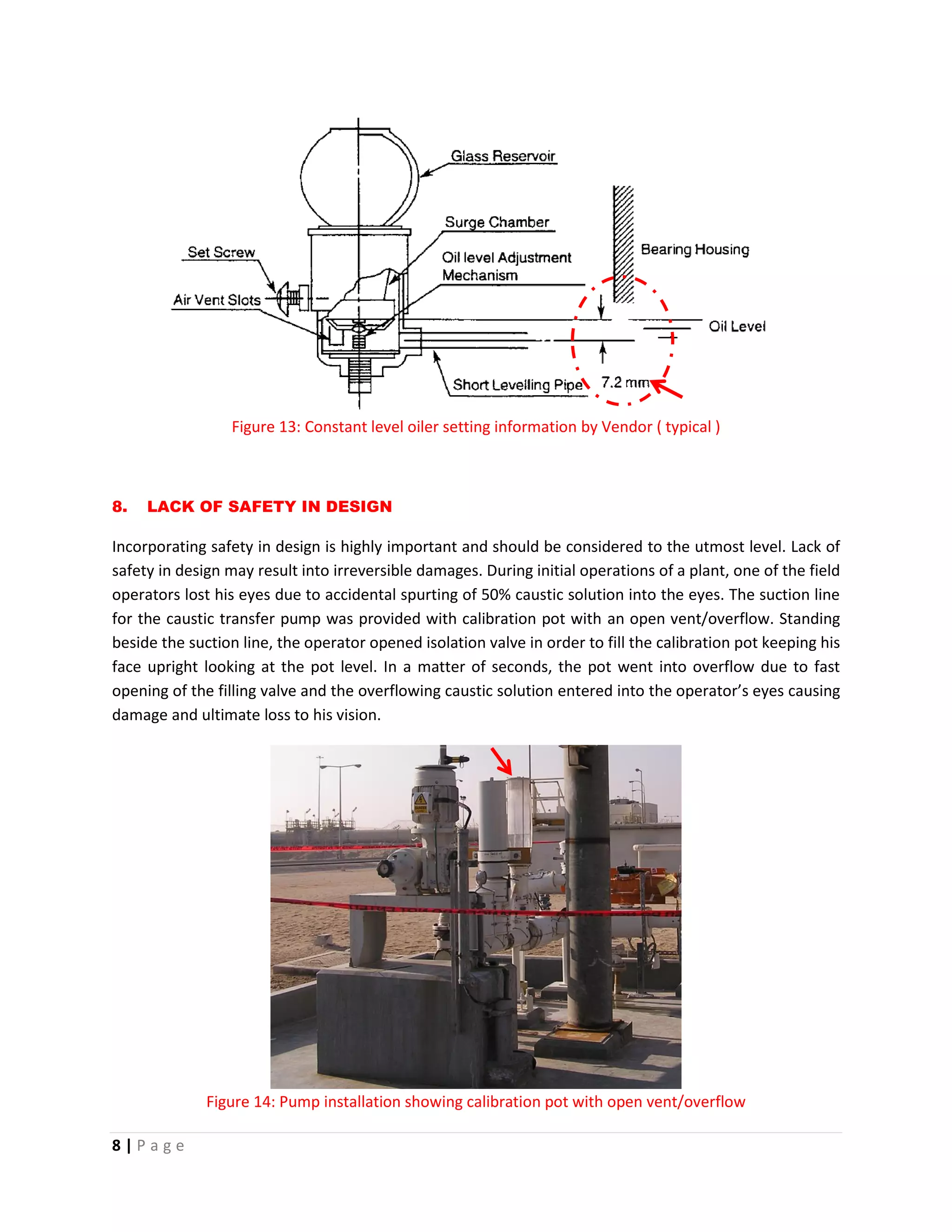


This document discusses common issues that arise during the commissioning stage of oil and gas projects. It begins by explaining that commissioning involves testing systems using substitute fluids and inhibited control functions, presenting new challenges compared to normal operation. Eight specific issues that often cause problems are then described in detail, including compressor damage from an unmonitored suction strainer, mechanical seal failures from contamination, high pump vibrations from improper installation, and safety hazards from a lack of safe design. The document emphasizes that addressing potential issues early in engineering and design can help avoid problems during commissioning.










































![Field feature[1]](https://cdn.slidesharecdn.com/ss_thumbnails/fieldfeature1-140826091813-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



