Downloaded 632 times

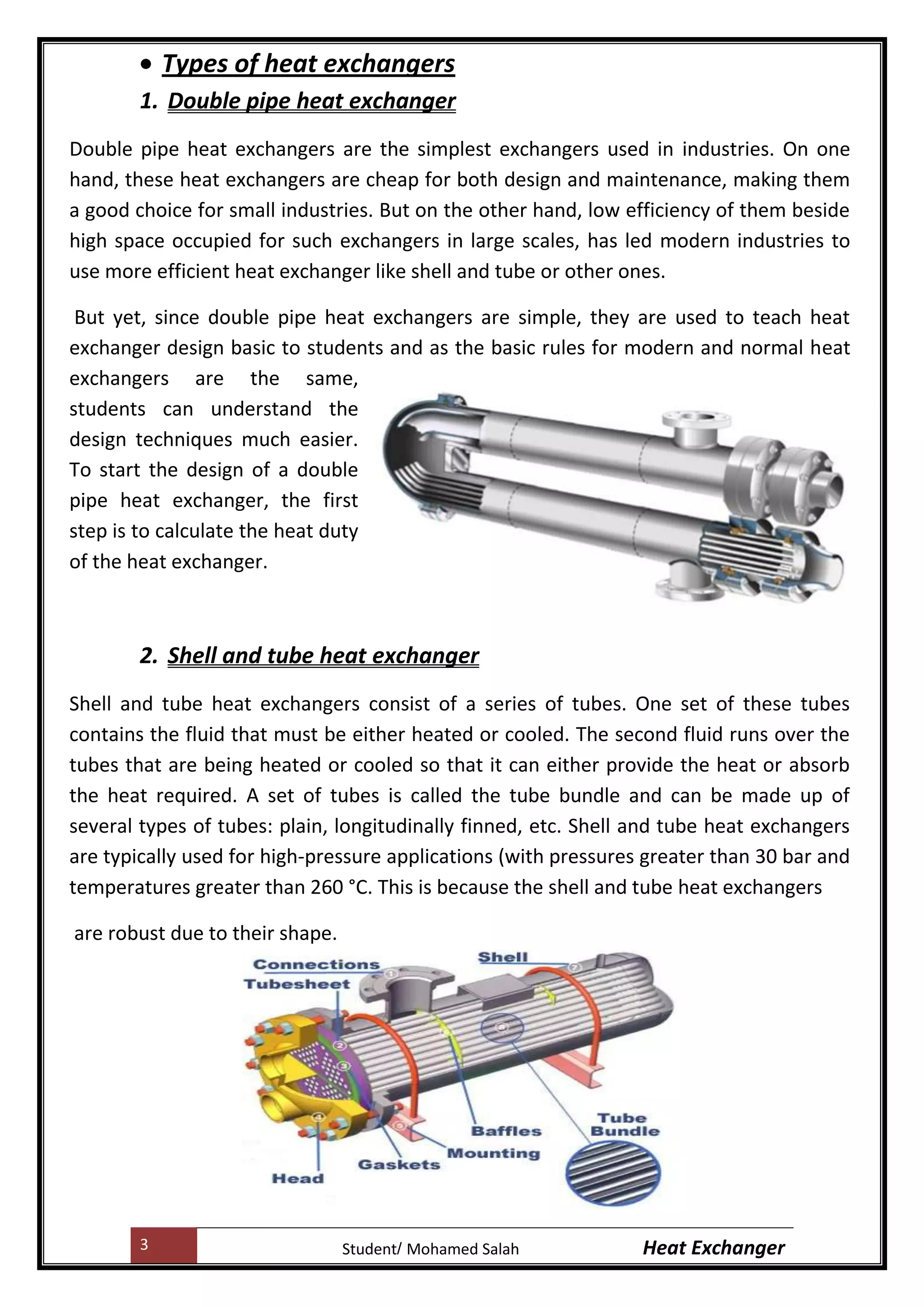
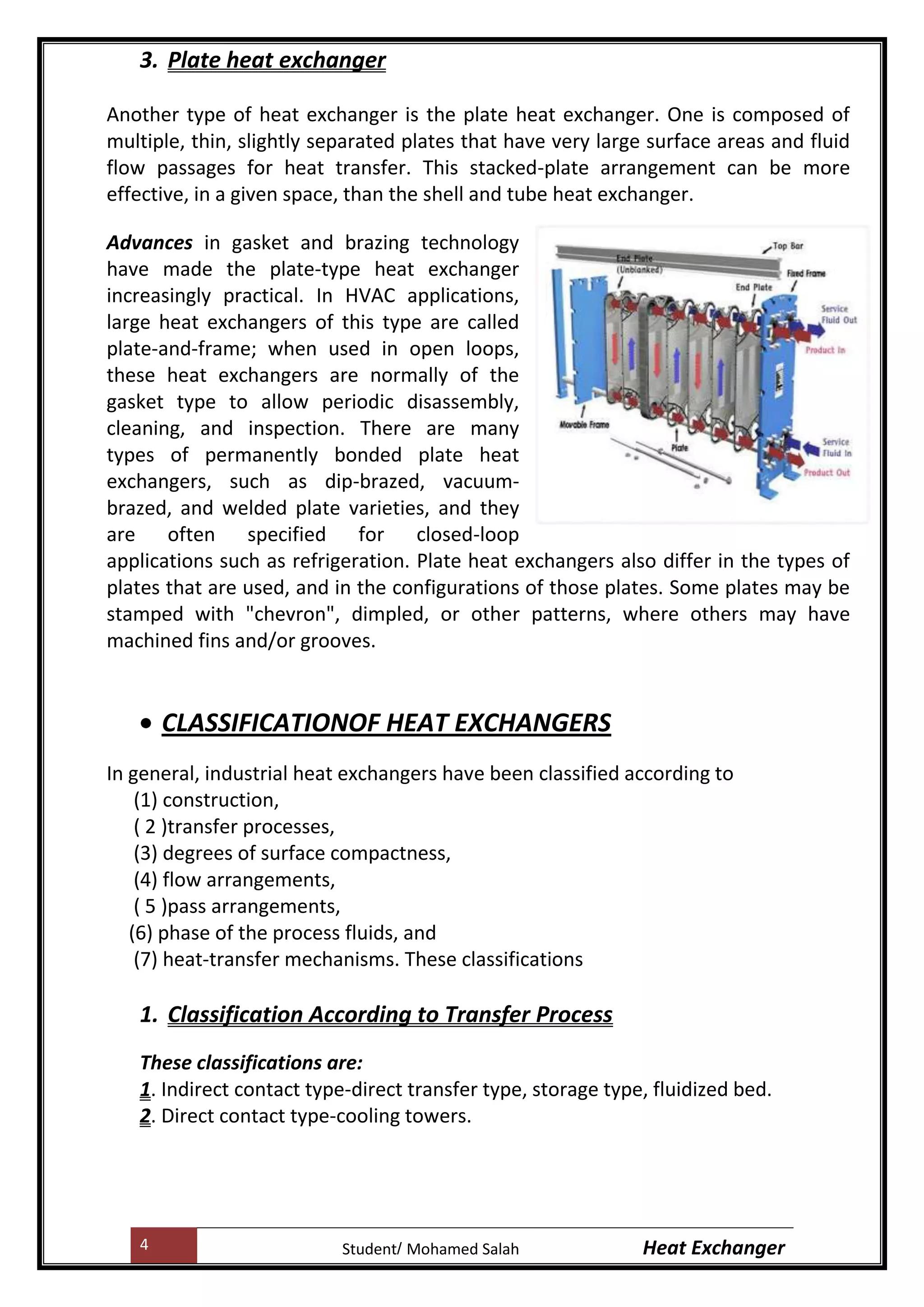









The document provides an in-depth overview of heat exchangers, detailing their definition, types, applications, and classification based on various parameters such as construction and flow arrangement. It highlights several heat exchanger types, including double pipe, shell and tube, and plate heat exchangers, and discusses their respective advantages and limitations. Additionally, it covers critical design considerations such as tube materials, shell assembly, and the importance of baffle design for efficient heat transfer.























































































