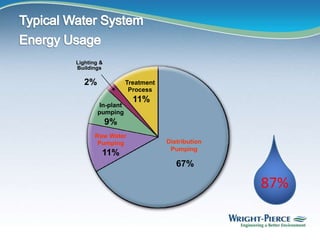
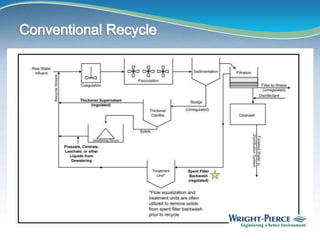
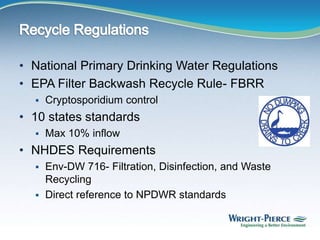
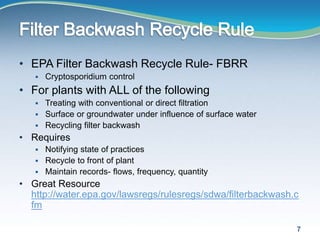
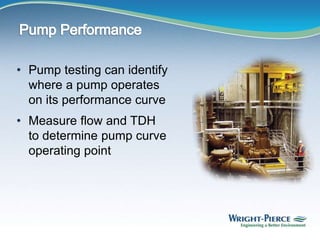
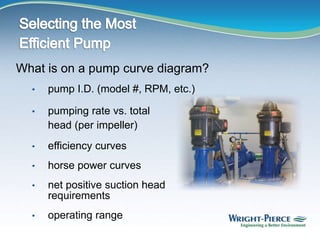
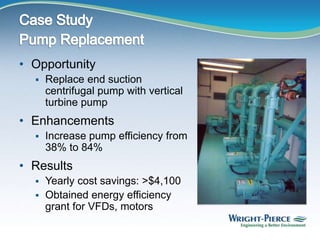
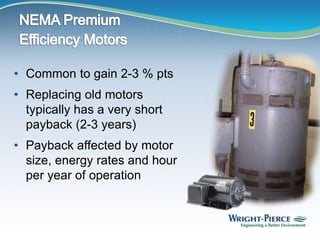
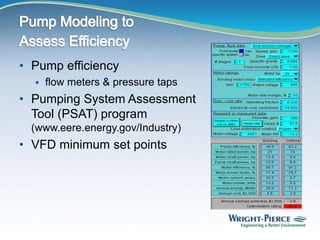
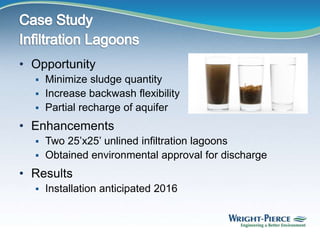
This document discusses opportunities for improving plant efficiency through optimizing recycle processes and backwashing operations at water treatment facilities. It notes that recycle optimization can reduce energy usage, waste disposal costs, and promote water conservation. Specific opportunities discussed include minimizing backwash quantity, recycling backwash water, promoting conservation, improving pump efficiency, optimizing filter backwashing, improving sludge collection, and properly designing system upgrades. Undertaking energy audits, installing variable frequency drives, and maximizing recycle quantities while minimizing waste are presented as ways to realize these efficiency improvements.