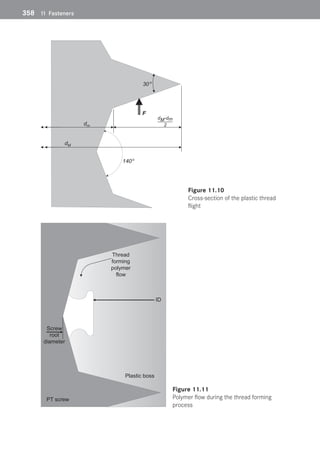
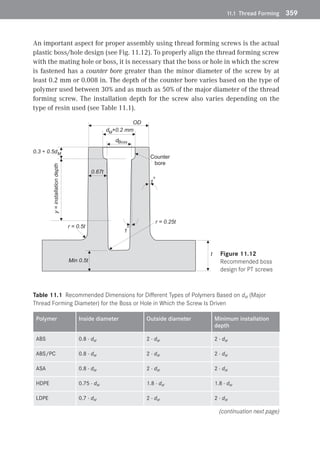
This document discusses two types of screws used to assemble plastic parts: thread forming screws and thread cutting screws. Thread forming screws deform the plastic material to form internal threads, while thread cutting screws remove plastic material to form threads. The document focuses on thread forming screws and describes several types designed specifically for plastics, including HiLo, DST, Plastite, and PT screws. It explains how the thread design and angle of PT screws provides advantages over traditional metal screws like reducing radial stresses and increasing pullout loads when used in plastic assembly.


















![ME 312 Mechanical Machine Design [Screws, Bolts, Nuts]](https://cdn.slidesharecdn.com/ss_thumbnails/me312-dsulec10-screws-170213050612-thumbnail.jpg?width=640&height=640&fit=bounds)











































