Downloaded 298 times

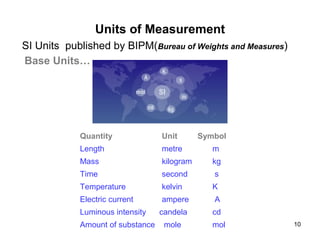
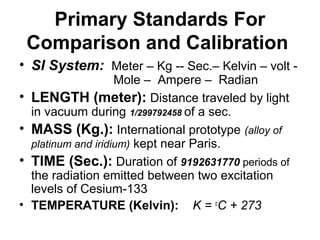
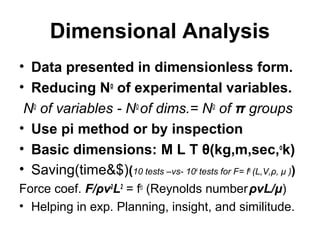
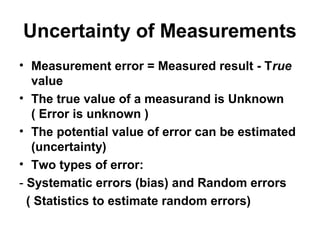

Metrology is the science of measurement. It has three main tasks: defining measurement units, realizing measurement units through scientific methods, and establishing traceability in documenting measurement accuracy. Metrology is essential in scientific research and various industries. It covers establishing standards, developing measurement methods, analyzing errors, and ensuring instrument accuracy. Metrology helps plan lives and enable commercial exchanges with confidence as measurements can be seen everywhere.