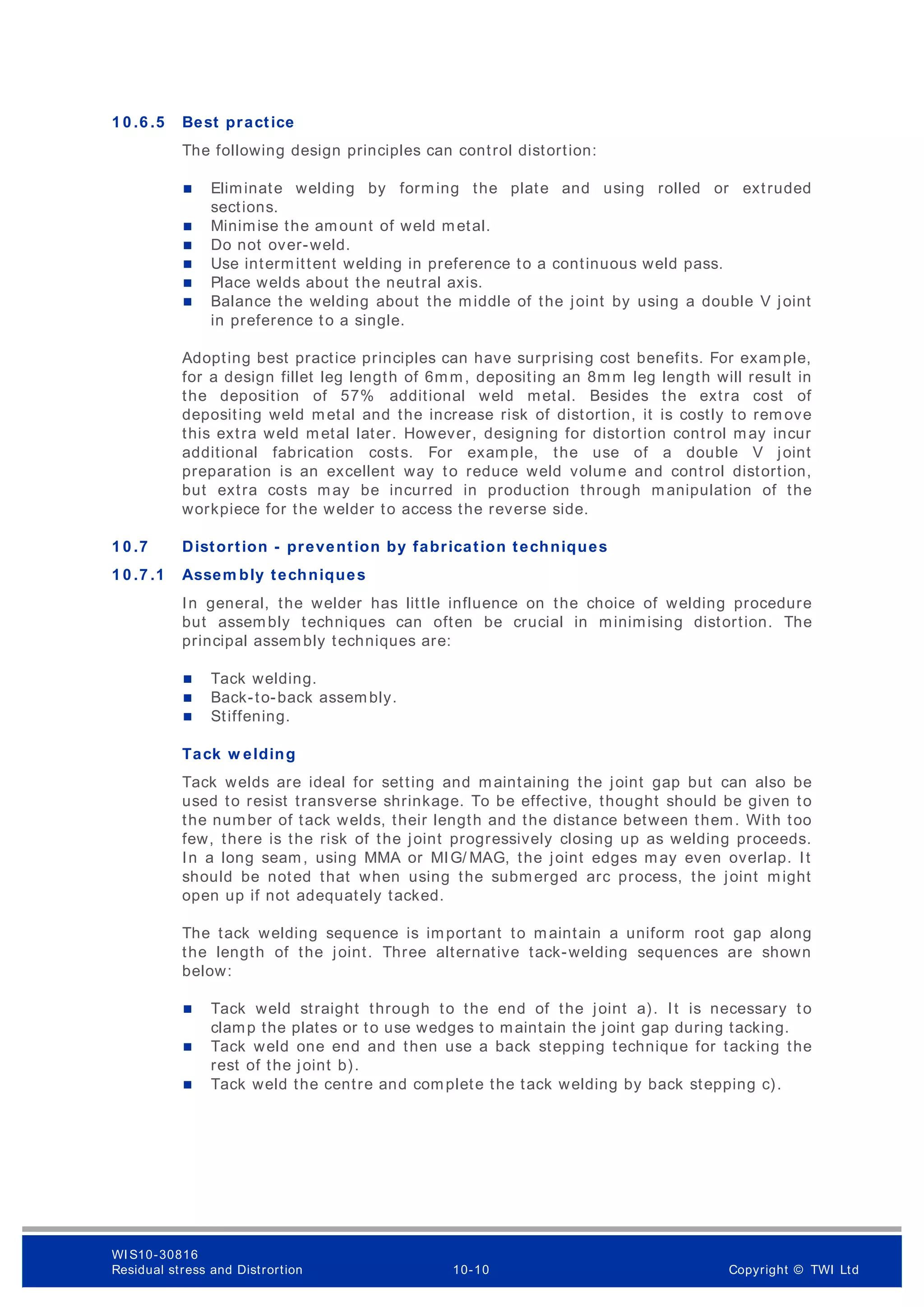
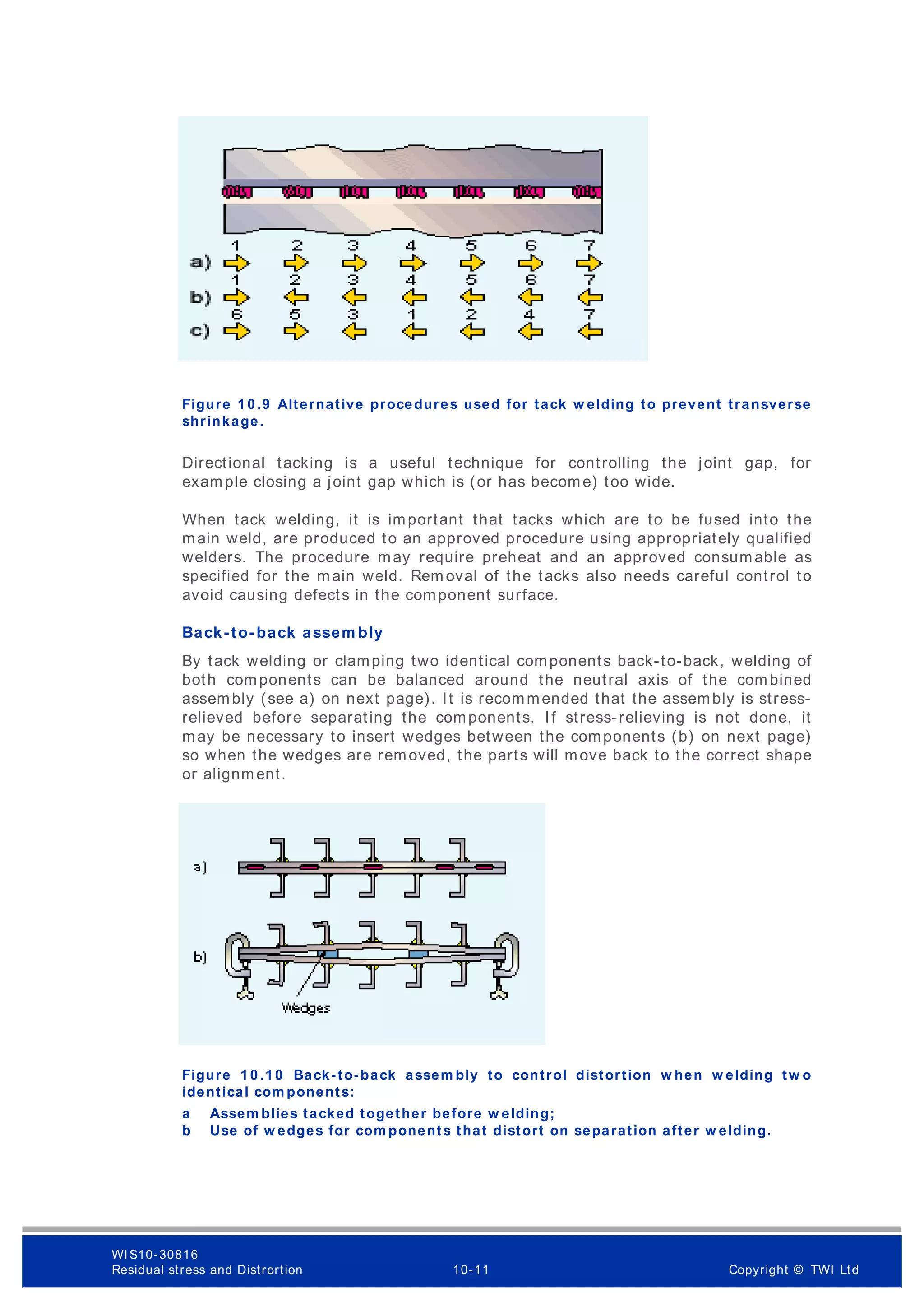
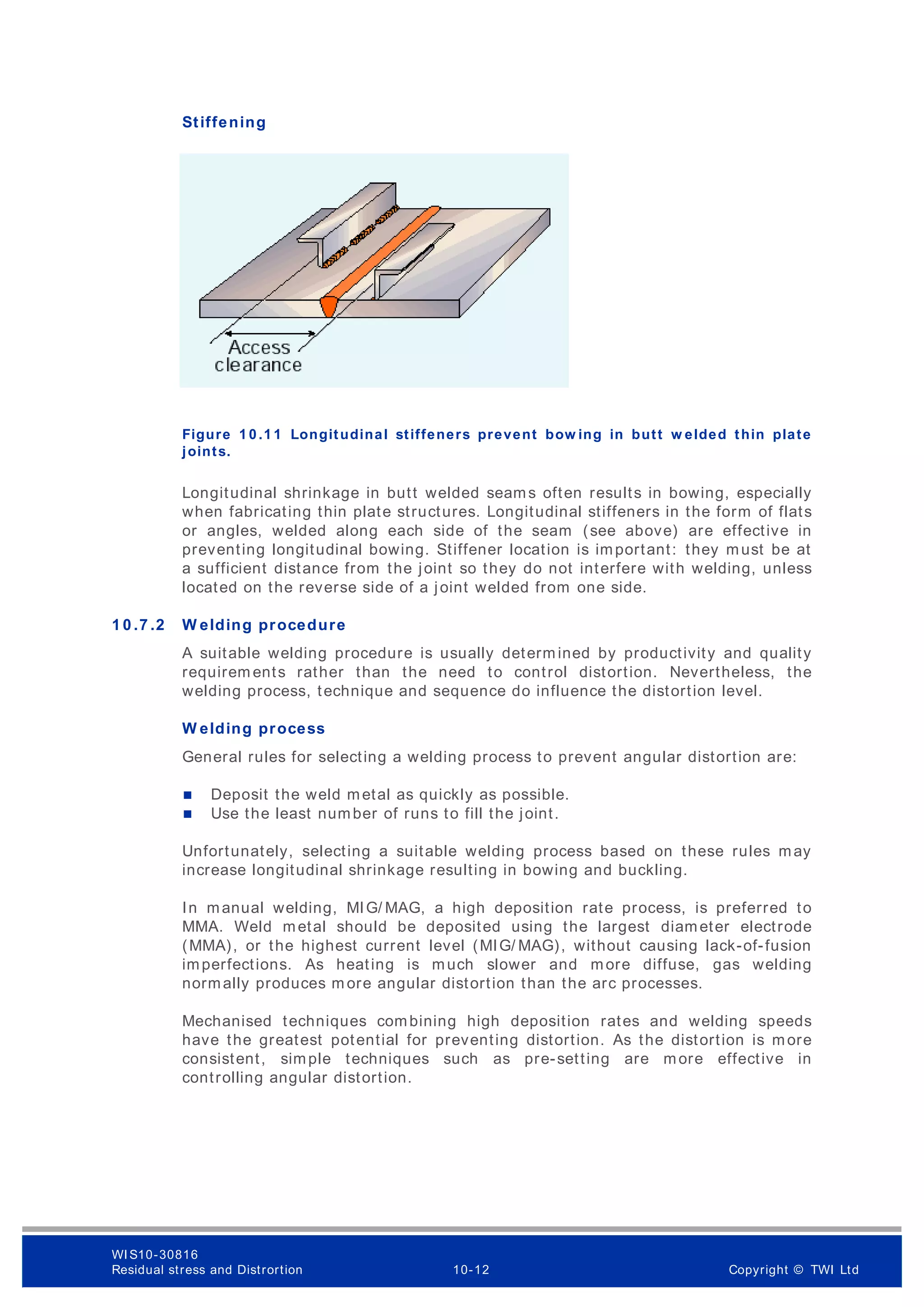
The document outlines the duties and responsibilities of a Senior Welding Inspector. A Senior Welding Inspector must have strong leadership, technical, and management skills. They are responsible for leading inspection teams, resolving issues, making decisions, and advising others. Key duties include managing welding inspection contracts, guiding less experienced inspectors, and representing the company on technical matters. Strong leadership, experience, and the ability to accept instructions while also delegating tasks clearly are important skills for this role.