Downloaded 56 times









![14 | P a g e
SAQIB IMRAN 0341-7549889 14
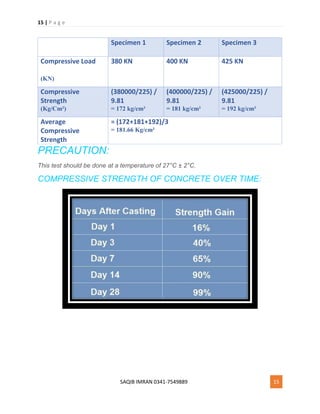
PROCEDURE OF COMPRESSIVE TEST:
1. Remove the specimens from water before 30 minutes of testing.
2. Remove any loose sand or other material from the surface of the specimens and let
them dry.
3. Clean the bearing surface of the compression testing machine.
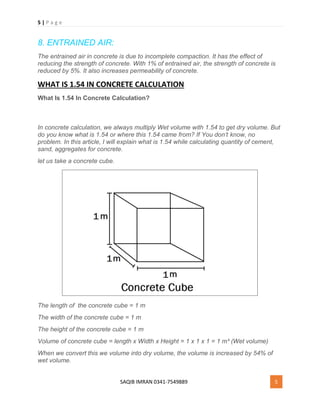
4. Now place the cube in the testing machine in such a manner that the load is applied o
the opposite sides of the cubes.
5. Align the axis of the specimen with the centre of thrust of spherically seated platen.
6. Apply the load increasingly at a rate of 140 kg/cm² per minute until the cube collapse.
7. Note down the maximum load applied to the specimen and any other unusual
activities at the time of failure.
POINTS TO BE REMEMBERED :
1. AGE OF TEST:
The test should be done at 7 days and 28 days.
2. NUMBER OF SPECIMEN:
At least three specimens, preferably from different batches for testing at each selected
age.
CALCULATION:
Let assume the maximum applied load is 400 KN = 400000 N
Cross-sectional area of cube =15 x 15 = 225 cm²
Compressive strength = 400000/225 = 1778 N/cm² = 1778/9.81 = 181 Kg/cm² [ 1kg
=9.81 N]
REPORTS:
Details Samples](https://image.slidesharecdn.com/concretepdf-180914102146/85/Concrete-pdf-14-320.jpg)












































![66 | P a g e
SAQIB IMRAN 0341-7549889 66
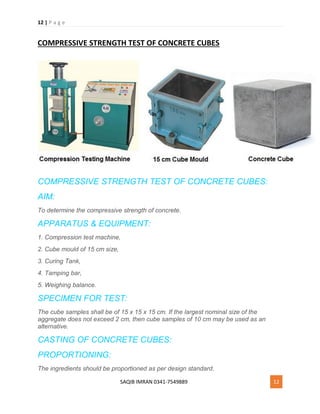
HIGH ALUMINA CEMENT:
High alumina cement (HAC) is a special cement, manufactured by mixing of bauxite (
aluminum ore) and lime at a certain temperature. This cement is also known as calcium
aluminum cement (CAC).
CHEMICAL COMPOSITION OF HIGH ALUMINA
CEMENTS [IS:6452-1989]:
Alumina (Al2O3) – 39%
Lime (CaO) – 38%
Ferric Oxide (Fe2O3) – 10%
Silica (SiO2) – 6%
Ferrous Oxide (FeO) – 4%
APPLICATIONS OF HIGH ALUMINA CEMENT:
1. This cement is very suitable for under sea applications and sewer infrastructures.
2. It can be used in cold area where rapid strength development is required.
3. HAC is also used in refractory concretes where it requires more strength at very high
temperature.
ADVANTAGES OF HIGH ALUMINA CEMENT:
1. High alumina cement is very reactive and has very high compressive strength.
2. It is more workable than ordinary portland cement.
3. The initial setting time of HAC is about to 3.5-4 hours, and the final setting time is
about to 5 hours.
4. It is extremely resistant to chemical attack.
5. It induces more heat during the setting time, so it can not be affected by frost.
6. It is fire resistant.
DISADVANTAGES OF HAC:
1. The manufacturing cost of HAC is very high.
2. It loses relative strength in humid condition and high temperature.
WHAT IS SHOTCRETE (SPRAYCRETE)](https://image.slidesharecdn.com/concretepdf-180914102146/85/Concrete-pdf-66-320.jpg)



1. The document is notes on concrete written by Saqib Imran, a civil engineering student, to share knowledge with other students and engineers. 2. It defines concrete and reinforced concrete, listing their advantages. Factors affecting the properties of concrete are also discussed. 3. Precautions for tunnel construction and placing concrete at construction sites are provided, such as using proper equipment, compaction, and avoiding rain.























































































