This document summarizes a study that compares the dry sliding wear behavior of two types of HVOF-sprayed hardmetal coatings: WC–(W,Cr)2C–Ni and WC–10%Co–4%Cr (WC–CoCr). The coatings were tested at different temperatures up to 750°C against alumina counterbodies. The WC–(W,Cr)2C–Ni coating exhibited good wear resistance up to 750°C, while the WC–CoCr coating suffered from catastrophic oxidation at 750°C. Analysis of the microstructures, properties, and wear mechanisms provided insight into why the WC–(W,Cr)2C–Ni coating performed
![Comparative study of the dry sliding wear behaviour of HVOF-sprayed
WC–(W,Cr)2C–Ni and WC–CoCr hardmetal coatings
Giovanni Bolelli a,n
, Lutz-Michael Berger b
, Matteo Bonetti a
, Luca Lusvarghi a
a
Dipartimento di Ingegneria “Enzo Ferrari”, Università degli Studi di Modena e Reggio Emilia, Via Vignolese 905, I-41125 Modena (MO), Italy
b
Fraunhofer-Institut für Werkstoff- und Strahltechnik (IWS), Winterbergstraße 28, D-01277 Dresden, Germany
a r t i c l e i n f o
Article history:
Received 10 May 2013
Received in revised form
2 November 2013
Accepted 4 November 2013
Available online 16 November 2013
Keywords:
Sliding wear
High temperature
Thermal spray coatings
Hardmetal coatings
Indentation
Nanoindentation
a b s t r a c t
Recent studies of HVOF-sprayed WC–(W,Cr)2C–Ni coatings indicated an applicability at temperatures
above 600 1C. Therefore, in the present paper the dry sliding wear behaviour of coatings prepared from
one selected feedstock powder was studied up to 750 1C and compared to a WC–10%Co–4%Cr coating as
reference.
Coatings were prepared onto stainless steel substrates by a liquid-fueled high velocity oxygen-fuel
(HVOF) spray process. A Cr–W–Ni–C “mixed” matrix phase and chromium-rich large (W,Cr)2C grains
were formed as a result of metallurgical reactions between the components WC, Cr3C2 and Ni during
spraying; therefore, the resulting coating can be better designated as WC–(W,Cr)2C–Ni.
The dry unidirectional sliding wear behaviour of the coatings, studied according to ASTM G99 against
Al2O3 counterbodies at four different temperatures (25 1C, 400 1C, 600 1C, 750 1C) and at two sliding
speeds, was interpreted on the basis of their microstructure, micromechanical properties and oxidation
behaviour. The morphology and composition inside the wear scars were also studied by SEM and micro-
Raman spectroscopy. The results show that the WC–(W,Cr)2C–Ni coating exhibits good wear resistance
up to 750 1C, whereas WC–CoCr, in spite of its very mild wear at low temperature, suffers from
catastrophic oxidation at 750 1C.
& 2013 Elsevier B.V. All rights reserved.
1. Introduction
Thermally sprayed hardmetal coatings are used in many
industrial applications for wear protection under very different
service conditions, including high temperatures and aggressive
media. These composite coatings consist of hard phase particles
(typically carbides) dispersed in a metal matrix. The state-of-the-
art deposition technique is high velocity oxygen-fuel (HVOF)
spraying [1–3].
Commercially available hardmetal compositions are based
either on WC or Cr3C2 as hard phases. Plain WC-based hardmetal
compositions (e.g. WC–12%Co, WC–17%Co, WC–12%Ni) are
employed when the primary requirement is high wear resistance
at relatively low service temperatures (not exceeding 500–600 1C)
[1–3]. Cr3C2–NiCr compositions (generally containing 20% to 25%
of Ni–20%Cr alloy matrix) are employed in corrosive environments
or in high-temperature applications, up to E850 1C, but their
abrasive, erosive and sliding wear resistance at room temperature
is inferior to that of plain WC-based coatings [4–7].
In order to improve the corrosion and oxidation resistance
of WC-based compositions alloying with chromium or Cr3C2 is
widely applied. The commercial composition WC–10%Co–4%Cr is
the most popular composition by far. Microstructures, tribological
and corrosive properties of HVOF-sprayed coatings of this compo-
sition have been investigated in innumerable studies, e.g. [4–17].
As a rule of thumb, coatings of this composition show similarly
high wear resistance as WC–Co but somewhat better resistance to
corrosion, e.g. for operation in aqueous environments [4,7]. The
oxidation resistance is only slightly improved compared to plain
WC–Co [15,18–20], thus the limit of the service temperature in air
remains unchanged.
Another WC-based commercial coating composition is WC–(W,
Cr)2C–Ni, which can be preferably prepared starting from 70% WC,
24% Cr3C2 and 6% Ni and has its origin in a patent originally filed in
1958 [21]. There are variations (in the range of 1%–4%) in the
contents of the various components in powders produced by
different manufacturers [3]. Alternatively, metallic chromium can
be used as a starting component [22]. Feedstock powders of this
composition are currently traded with different designations such
as WC–‘CrC’–Ni, WC–‘Cr3C2’–Ni or WC–NiCr [3,19,23]. It has been
found that unlike WC–Co and Cr3C2–NiCr, WC–(W,Cr)2C–Ni is not
a simple binary hard phase – binder metal composite. The second
hard phase (W,Cr)2C is inhomogeneously distributed in the
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/wear
Wear
0043-1648/$ - see front matter & 2013 Elsevier B.V. All rights reserved.
http://dx.doi.org/10.1016/j.wear.2013.11.001
n
Corresponding author. Tel.: þ39 0592056233; fax: þ39 0592056243.
E-mail address: giovanni.bolelli@unimore.it (G. Bolelli).
Wear 309 (2014) 96–111](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-1-320.jpg)
![Comparative study of the dry sliding wear behaviour of HVOF-sprayed
WC–(W,Cr)2C–Ni and WC–CoCr hardmetal coatings
Giovanni Bolelli a,n
, Lutz-Michael Berger b
, Matteo Bonetti a
, Luca Lusvarghi a
a
Dipartimento di Ingegneria “Enzo Ferrari”, Università degli Studi di Modena e Reggio Emilia, Via Vignolese 905, I-41125 Modena (MO), Italy
b
Fraunhofer-Institut für Werkstoff- und Strahltechnik (IWS), Winterbergstraße 28, D-01277 Dresden, Germany
a r t i c l e i n f o
Article history:
Received 10 May 2013
Received in revised form
2 November 2013
Accepted 4 November 2013
Available online 16 November 2013
Keywords:
Sliding wear
High temperature
Thermal spray coatings
Hardmetal coatings
Indentation
Nanoindentation
a b s t r a c t
Recent studies of HVOF-sprayed WC–(W,Cr)2C–Ni coatings indicated an applicability at temperatures
above 600 1C. Therefore, in the present paper the dry sliding wear behaviour of coatings prepared from
one selected feedstock powder was studied up to 750 1C and compared to a WC–10%Co–4%Cr coating as
reference.
Coatings were prepared onto stainless steel substrates by a liquid-fueled high velocity oxygen-fuel
(HVOF) spray process. A Cr–W–Ni–C “mixed” matrix phase and chromium-rich large (W,Cr)2C grains
were formed as a result of metallurgical reactions between the components WC, Cr3C2 and Ni during
spraying; therefore, the resulting coating can be better designated as WC–(W,Cr)2C–Ni.
The dry unidirectional sliding wear behaviour of the coatings, studied according to ASTM G99 against
Al2O3 counterbodies at four different temperatures (25 1C, 400 1C, 600 1C, 750 1C) and at two sliding
speeds, was interpreted on the basis of their microstructure, micromechanical properties and oxidation
behaviour. The morphology and composition inside the wear scars were also studied by SEM and micro-
Raman spectroscopy. The results show that the WC–(W,Cr)2C–Ni coating exhibits good wear resistance
up to 750 1C, whereas WC–CoCr, in spite of its very mild wear at low temperature, suffers from
catastrophic oxidation at 750 1C.
& 2013 Elsevier B.V. All rights reserved.
1. Introduction
Thermally sprayed hardmetal coatings are used in many
industrial applications for wear protection under very different
service conditions, including high temperatures and aggressive
media. These composite coatings consist of hard phase particles
(typically carbides) dispersed in a metal matrix. The state-of-the-
art deposition technique is high velocity oxygen-fuel (HVOF)
spraying [1–3].
Commercially available hardmetal compositions are based
either on WC or Cr3C2 as hard phases. Plain WC-based hardmetal
compositions (e.g. WC–12%Co, WC–17%Co, WC–12%Ni) are
employed when the primary requirement is high wear resistance
at relatively low service temperatures (not exceeding 500–600 1C)
[1–3]. Cr3C2–NiCr compositions (generally containing 20% to 25%
of Ni–20%Cr alloy matrix) are employed in corrosive environments
or in high-temperature applications, up to E850 1C, but their
abrasive, erosive and sliding wear resistance at room temperature
is inferior to that of plain WC-based coatings [4–7].
In order to improve the corrosion and oxidation resistance
of WC-based compositions alloying with chromium or Cr3C2 is
widely applied. The commercial composition WC–10%Co–4%Cr is
the most popular composition by far. Microstructures, tribological
and corrosive properties of HVOF-sprayed coatings of this compo-
sition have been investigated in innumerable studies, e.g. [4–17].
As a rule of thumb, coatings of this composition show similarly
high wear resistance as WC–Co but somewhat better resistance to
corrosion, e.g. for operation in aqueous environments [4,7]. The
oxidation resistance is only slightly improved compared to plain
WC–Co [15,18–20], thus the limit of the service temperature in air
remains unchanged.
Another WC-based commercial coating composition is WC–(W,
Cr)2C–Ni, which can be preferably prepared starting from 70% WC,
24% Cr3C2 and 6% Ni and has its origin in a patent originally filed in
1958 [21]. There are variations (in the range of 1%–4%) in the
contents of the various components in powders produced by
different manufacturers [3]. Alternatively, metallic chromium can
be used as a starting component [22]. Feedstock powders of this
composition are currently traded with different designations such
as WC–‘CrC’–Ni, WC–‘Cr3C2’–Ni or WC–NiCr [3,19,23]. It has been
found that unlike WC–Co and Cr3C2–NiCr, WC–(W,Cr)2C–Ni is not
a simple binary hard phase – binder metal composite. The second
hard phase (W,Cr)2C is inhomogeneously distributed in the
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/wear
Wear
0043-1648/$ - see front matter & 2013 Elsevier B.V. All rights reserved.
http://dx.doi.org/10.1016/j.wear.2013.11.001
n
Corresponding author. Tel.: þ39 0592056233; fax: þ39 0592056243.
E-mail address: giovanni.bolelli@unimore.it (G. Bolelli).
Wear 309 (2014) 96–111](https://image.slidesharecdn.com/bolelli2014-200330231925/75/Bolelli2014-1-2048.jpg)
![feedstock powders and coatings [3,19,23]. Although the composi-
tion has been known for more than 50 years, the coating proper-
ties have been studied much less intensively than those of WC–Co,
WC–10%Co–4%Cr, or Cr3C2–NiCr coatings. There are only few
studies dealing with coatings of this composition [22–30], includ-
ing studies on rolling contact fatigue [28–30]. In a few instances,
these coatings were included in comparative assessments of the
properties of HVOF-sprayed coatings [4,13,14].
Some studies have shown that WC–(W,Cr)2C–Ni coatings are
characterised by a significantly higher oxidation resistance than
other WC–based compositions, including WC–10%Co–4%Cr, and
can be applied for high-temperature sliding wear applications
[15,19,22]. However, these previous studies [15] did not include
detailed investigations of the feedstock powder properties and of
the interaction between the initial components WC and Cr3C2
during feedstock powder preparation and spraying.
By this reason, feedstock powders of different suppliers and
partially different preparation technologies have been investigated
in further works [19,23]. The microstructures and the phase
compositions of these powders were found to differ strongly from
each other. The appearance, composition and distribution of the
(W,Cr)2C phase depends on the heat treatment temperature
during feedstock powder preparation. This phase can also be
formed during the spraying process (when it is not present in
the powder), or it can change its Cr/W ratio [19,23]. Although the
structure of (W,Cr)2C has been described in the literature [31–34],
there is no data on its physical and mechanical properties and
their dependence on the chromium content available. Only abra-
sion wear properties at room temperature were investigated for
these coatings.
As the microstructures and the phase compositions of the
WC–(W,Cr)2C–Ni feedstock powders available on the market are
different, one of them was selected for the studies described in the
present paper and was thoroughly analysed. A hypothesis for the
reactions leading to the formation of (W,Cr)2C is given, and
attempts were made to estimate its mechanical properties. The
coatings were tested in unidirectional high temperature sliding
tests up to 750 1C and the wear mechanisms occurring as a
function of temperature were studied in more detail as before
[15,19]. In order to understand the differences between the
hardmetal compositions and to confirm the advantages for appli-
cation at elevated temperatures, a selected WC–10%Co–4%Cr
feedstock powder and the corresponding HVOF-sprayed coating
were studied in the same manner.
2. Materials and methods
2.1. Coating deposition
Feedstock materials used in this research are compiled in
Table 1. The two powders will be hereafter referred to as “WC–
Cr3C2–Ni” and “WC–CoCr”. The same commercial WC–Cr3C2–Ni
powder (but different production lot) was included in the recent
comparative studies [19,23]. It stands out from other feedstock
materials as it still consists of the starting components WC, Cr3C2
and Ni, whereas (W,Cr)2C has not formed yet [19,23]. Based on
these earlier results [19,23], it is expected that during spraying
of the WC-(W,Cr)2C–Ni powder (W,Cr)2C is formed; therefore,
the coating shall be hereafter designated as “WC-(W,Cr)2C–Ni”
throughout the paper.
Both powders were sprayed onto X2CrNiMoN22-5-3 stainless
steel (thermal expansion coefficient E13 Â 10À6
1CÀ1
) plates
(100 Â 50 Â 5 mm) using a paraffine-fueled HVOF process (K2,
GTV GmbH, Luckenbach, Germany) with parameters specified in
Table 2. All coatings had a thickness of 350–400 μm. Additionally,
the WC–Cr3C2–Ni powder was also sprayed onto Fe–37 wt% Ni
“Invar” alloy (thermal expansion coefficient E1 Â 10À6
1CÀ1
[35])
discs of 30 mm diameter and 8 mm thickness.
2.2. Powder characterisation
The cross-sections of both powders were prepared by cold-
mounting in polyester resin, grinding using 2500 mesh SiC paper
and polishing using diamond slurries (up to 0.5 μm size) and
colloidal silica slurry. The microstructures were studied by scan-
ning electron microscopy (SEM: XL30 and Quanta-200, FEI,
Eindhoven, The Netherlands) equipped with energy-dispersive
X-ray (EDX) microanalysis (INCA, Oxford Instruments Analytical,
High Wycombe, UK). Their phase composition was investigated by
X-ray diffractometry (XRD: X'Pert PRO, PANAlytical, Almelo, The
Netherlands; Ni-filtered Cu-Kα radiation) and their oxidation
behaviour was studied up to 1400 1C by simultaneous differen-
tial thermal analysis and thermogravimetry (DTA-TG: STA429,
Table 1
Feedstock powders and designations.
Designation of the powder Designation of the coating Supplier Trade name Nominal composition (wt%) Manufacturing method Particle size (mm)
WC–Cr3C2–Ni WC–(W,Cr)2C–Ni H.C. Starck Amperit 551.074 WC–20% Cr3C2–7% Ni Agglomerated and sintered À45þ15
WC–CoCr WC–CoCr Sulzer Metco Woka 3652 WC–10%Co–4%Cr Agglomerated and sintered À45þ15
Table 2
HVOF process parameters for the deposition of WC–(W,Cr)2C–Ni and WC–CoCr coatings.
Feedstock powder WC–Cr3C2–Ni WC–Co–Cr
Substrate grit-blasting Blasting material Corundum
Blasting pressure (bar) 4.5
Spraying parameters Torch model GTV-K2 (HVOF)
Nozzle length (mm) 150 150
Nozzle diameter (mm) 9 11
Powder carrier gas (Ar) flow rate (Sl/min) 14 9
Powder feed rate (g/min) 110 100
Oxygen flow rate (Sl/min) 860 975
Paraffine flow rate (l/h) 25 23.5
G. Bolelli et al. / Wear 309 (2014) 96–111 97](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-2-320.jpg)
![Netzsch, Selb, Germany) performed with a heating rate of 20 1C/
min under air flow conditions using Pt crucibles.
2.3. Coating characterisation
The phase composition of the coatings was characterised by
XRD (X'Pert PRO) measurements and their chemical composition
was analysed by X-ray fluorescence (XRF: Advant'X, ThermoFisher
Scientific, Waltham, MA, USA). Both measurements were per-
formed on polished surfaces (polishing procedure outlined in
Section 2.4). Microstructures were investigated by SEMþEDX on
cross-sections (hot-mounted in phenol resin), ground with SiC
papers (up to 2500 mesh) and polished with diamond slurries (up
to 0.5 μm particle size) and colloidal silica suspension. Image
analysis was performed on these micrographs using the ImageJ
software (National Institutes of Health, Bethesda, Maryland, USA).
The micro-hardness of the coatings was assessed on polished
cross-sections by depth-sensing Vickers micro-indentation
(Micro-Combi Tester, CSM Instruments, Peseux, Switzerland),
using 3 N maximum load, 2.5 N/min loading/unloading rate, 15 s
holding time at maximum load. 20 indentations were performed
on each sample. Young's modulus was assessed by depth-sensing
Berkovich micro-indentation (Micro-Combi Tester) under the
same experimental conditions as listed above. Depth-sensing
Berkovich nano-indentation (Nanoindenter, CSM Instruments)
was also carried out at 200 nm fixed penetration depth (9 mN/
min loading/unloading rate, 10 s holding time at maximum depth;
80 indentations for each sample). All data were analysed according
to the standard Oliver–Pharr procedure [36], as prescribed by ISO
14577-1 as well, assuming a Poisson's ratio of 0.3.
Additionally, indentation fracture toughness (KIC) was assessed
by high-load Vickers microindentation (25 N load), measuring the
length of the radial cracks propagating from the indentation
corners. A minimum of 10 usable indentations were obtained on
each coating. The KIC values were assessed by Eq. (1) proposed by
Niihara et al. for the Palmqvist model of crack propagation [37]:
KIC ¼ 0:0193ðHaÞ
E
H
2=5
l
Àð1=2Þ
ð1Þ
where a is the average indentation half-diagonal; l is the average
crack length (measured from the indentation corners); E is Young's
modulus; and H is the hardness.
2.4. Wear testing
Unidirectional dry sliding wear tests were performed in a
tribometer (High Temperature Tribometer, CSM Instruments)
having a ball-on-disc configuration according to ASTM G99. The
construction of this tribometer differs significantly from that used
in earlier studies [15,23] for the investigation of coatings with the
same compositions.
All samples were ground using diamond papers (from 400 mesh
up to 5 μm size) and polished using diamond slurries (up to 0.5 μm
size), achieving a final roughness RaE0.02 μm. The polished samples
were fixed to the induction-heated rotating plate of the tribometer.
Sintered α-Al2O3 balls (manufacturer's nominal hardness: 19 GPa) of
6 mm diameter were pressed against them by a normal load P¼10 N.
At the beginning of the test, the average Hertzian contact pressure,
computed according to Eqs. (2.1) and (2.2) [38], is paveE1050 MPa,
assuming EAl2O3
¼370 GPa and υAl2O3
¼0.23 for the alumina counter-
part, as well as υcoat¼0.3 and Young's modulus values (Ecoat) assessed
in this study (see Section 3.2) for the hardmetal coatings.
r ¼
3PR
4Er
1=3
¼ contact radius ð2:1Þ
with R being the sphere radius and Er ¼ ððð1Àν2
Al2O3
Þ=EAl2O3
Þ
þðð1Àν2
coatÞ=EcoatÞÞÞ ¼ reduced modulus
pave ¼
P
πr2
ð2:2Þ
The maximum sub-surface shear stress is τmax E490 MPa,
located at a depth zE26 μm below the coating surface, according
to Eqs. (2.3) and (2.4) [38]. This depth is much lower than the
thickness of the hardmetal coatings, so the contact stress distribu-
tion falls entirely within the latter, without affecting the substrate
in a significant way.
τmax ¼
P
2πr2
ð2:3Þ
z ¼ 0:638r ð2:4Þ
Tests were performed in air at room temperature (T¼2572 1C,
R.H.¼5572%), 400 1C, 600 1C and 750 1C. In all of the high-
temperature tests, heating lasted E1 h, and the system was
allowed additional 30 min for stabilisation before the test was
started. In all cases, the overall sliding distance was s¼5000 m and
the wear track radius was d¼7 mm. The temperature was mon-
itored by a thermocouple in contact with the rear (uncoated) face
of the samples. Tests were performed on WC–(W,Cr)2C–Ni coat-
ings deposited onto both stainless steel and “Invar” substrates, and
were carried out with relative sliding speeds (v) of 0.1 m/s and
0.3 m/s, resulting in a duration at the indicated test temperature of
13 h 53 min and 4 h 38 min, respectively. Tests on the WC–CoCr
coatings deposited onto stainless steel plates were performed at
sliding speed of 0.1 m/s only.
The friction coefficient was monitored using a load cell attached to
the ball-holding arm. The sample wear rate (expressed as volume loss
per unit sliding distance and unit normal load) was assessed by
measuring the wear track volume using an optical confocal profil-
ometer (Conscan profilometer, CSM Instruments). Specifically, profiles
were acquired at four different locations across the wear track and the
average cross-sectional track area (A) was computed. The track volume
(V) was obtained as the product of the cross-sectional area multiplied
by the track length V¼A(2πd) and was converted to volume wear rate
(W) by normalising over the applied load and the overall sliding
distance W¼V/(Ps).
The volume loss of the ball counterpart was assessed by measuring
the diameter of the circular wear scar through optical microscopy and
by converting it to the volume of the removed spherical cap. The
volume wear rate of the ball was then computed by normalisation
over load and sliding distance, as mentioned above.
Selected wear tracks were inspected by SEMþEDX and the
phase composition of the compounds in the wear track was
characterised by micro-Raman spectroscopy (LabRam, Horiba
Jobin-Yvon, Villeneuve d'Ascq, France; excitation source: He–Ne
laser focused through a 100 Â objective, 632.81 nm wavelength).
The surfaces of the samples outside the wear tracks were further
examined by XRD, micro-Raman spectroscopy and optical confocal
profilometry, in order to characterise the structure and morphol-
ogy of the oxide scale which was formed at the various testing
temperatures.
3. Results and discussion
3.1. Powder characterisation
Both the WC–Cr3C2–Ni and the WC–CoCr powders exhibit
the typical spherical morphology of agglomerated and sintered
feedstock powders [3], with some internal porosity (Fig. 1A and 1B,
respectively).
G. Bolelli et al. / Wear 309 (2014) 96–11198](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-3-320.jpg)
![Detailed backscattered electron SEM micrographs (Fig. 2A)
reveal the presence of two distinct regions in each WC–Cr3C2–Ni
powder particle. On one hand, brighter regions are identifiable,
consisting of clusters of micrometric WC grains with Ni as binder
(Fig. 2A, label 5; EDX spectrum in Fig. 2E). Crystalline WC (JCPDF
51-939) and Ni (JCPDF 4-850) are accordingly detected in the
XRD patterns (Fig. 3A, pattern 3). On the other hand, darker
Cr-containing regions exist. The latter are comprised of a signifi-
cant amount of W-free areas (Fig. 2A, label 1; EDX spectrum in
Fig. 2E), which produce the darkest backscattered electron con-
trast, and some (Cr,W)-based areas (label 2), exhibiting intermedi-
ate grey contrast. No nickel is found in these areas. Based on the
XRD patterns (Fig. 3A, pattern 3), they correspond to Cr3C2 (JCPDF
3-65-2427) and (W,Cr)2C, respectively. However, only one weak
diffraction peak of the latter phase appears; it was identified based
on the powder diffraction data given in Refs. [31,32].
A different production lot of the same feedstock powder was
used here compared to earlier studies [19,23]. Some starting
reactions between WC and Cr3C2 during powder sintering were
observed, leading to the formation of a small amount of (W,Cr)2C,
differently from Refs. [19,23].
In the WC–CoCr powder (overview in Fig. 1B, detail in Fig. 2B
and EDX spectra in Fig. 2F), fine (micrometric and sub-micro-
metric) WC grains are surrounded by a matrix exhibiting two
different levels of grey contrast. Brighter areas contain significant
amounts of W in addition to Co and Cr (label ii), and probably
correspond to the Co6W6C (JCPDF 23-939) η-phase found in the
XRD pattern (Fig. 3A, pattern 1). The diffraction patterns of η-
phases, such as M6C or M12C, are very similar: in the case of this
powder, Co6W6C seems to fit best the peaks of the XRD pattern.
Darker areas (Fig. 2B, label i) probably consist of a Co-f.c.c. solid
solution (JCPDF 15-806) according to the XRD pattern. This solid
solution is rich in Cr (EDX spectrum in Fig. 2F).
Thermal analysis of the powders (Fig. 4) indicates that, at lower
temperatures, both compositions exhibit identical behaviour: no
phenomenon appears until E500–550 1C, when an exothermal
reaction accompanied by weight gain is onset. The DTA and DTG
curves exhibit coincident peaks with maxima at E690 1C for both
powders (Fig. 4A, B). In the DTA and DTG curves of the WC–CoCr
powder, this peak also exhibits a significant shoulder centred at
about 760 1C. At 840 1C, when these peaks are exhausted, the
weight does not change further up to about 1200 1C and amounts
approximately 120% of the starting weight (Fig. 4C). Above 1200 1C
the sample weight decreases slowly but continuously.
In the WC–Cr3C2–Ni powder, by contrast, the DTA and DTG
curves decrease more rapidly after the maxima at E690 1C and
exhibit a broad tail extending beyond 800 1C (Fig. 4B). Differently
from the WC–CoCr powder, the weight gain of WC–Cr3C2–Ni is
therefore slower but permanently increasing with increasing
temperature (Fig. 4C). According to the DTG and TG plots, the
weight gain accelerates between 1040 1C and 1160 1C only (Fig. 4B,
C). The maximum weight is reached at about 1200 1C followed by a
continuous, slight weight loss (Fig. 4C), similarly to the WC–CoCr
powder.
3.2. Coating microstructure, chemical and phase composition
Both coatings exhibit quite dense microstructure (Fig. 1C, D),
with very limited porosity. The content of the various metallic
elements, determined by XRF (Table 3), matches quite well with
the values expected from nominal chemical compositions (note
that carbon cannot be quantified by XRF).
In the WC–(W,Cr)2C–Ni coating, significant changes occurred.
Compared to the powder (Fig. 2A), darker, Cr-rich clusters still exist
(Fig. 2C), but their overall amount is decreased (Fig. 1C) and most of
them now contain a mixture of Cr and W (Fig. 2C, label 4; EDX
Fig. 1. SEM overviews (backscattered electrons) of the polished cross-sections of the WC–Cr3C2–Ni powder (A), of the WC–CoCr powder (B), and of the respective
coatings (C,D).
G. Bolelli et al. / Wear 309 (2014) 96–111 99](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-4-320.jpg)
![spectrum in Fig. 2E), with only few residual W-free areas (label 3).
Accordingly, in the XRD pattern of this coating (Fig. 3A, pattern 4),
remaining peaks of Cr3C2 are hardly recognisable, while those of (W,
Cr)2C become more intense and very broad. The amount of matrix
phase separating individual WC grains, on the other hand, clearly
increased (compare Fig. 2C to A). This matrix consists of a Cr–W–Ni–C
mixture (Fig. 2E: EDX spectrum 6); the XRD pattern indeed exhibits
a broad band in the 371o2θo461 range, probably belonging to an
amorphous phase of finely dispersed crystals. Therefore, the strict
differentiation between Ni-containing regions and Cr-containing
regions, which was noted for the powder (Section 3.1), does not exist
in the coating. These results justify the designation of the coating
composition as WC–(W,Cr)2C–Ni, as mentioned in Section 2.1.
The breadth of the diffraction peaks of (W,Cr)2C probably
reflects local variations in the Cr/W ratio of this phase in distinct
areas. Exploiting the linear dependence of the a and c parameters
of (W,Cr)2C from the Cr/W ratio [31], its average composition can
be estimated from the positions of the maxima of the (002) and
(101) peaks, respectively located at 2θ(002) ¼39.9741 and 2θ(101) ¼
41.3611 according to a peak fitting procedure performed using
pseudo-Voigt functions (Fig. 3B). From the corresponding inter-
planar distances d(002)¼2.254 Å and d(101)¼2.181 Å, the lattice
parameter values a¼b¼2.88 Å and c¼4.51 Å of the hexagonal
unit cell were obtained using [39]
1
d
2
ðhklÞ
¼
4
3
h
2
þhkþk
2
a2
þ
l
2
c2
ð3Þ
The (W,Cr)2C phase therefore comprises 53.4 mol% Cr, 13.3 mol%
W and 33.3 mol% C, corresponding to a stoichiometric formula
(W0.2Cr0.8)2C.
Fig. 2. SEM micrographs (backscattered electrons) showing details of the polished cross-sections of the WC–Cr3C2–Ni powder (A), of the WC–CoCr powder (B), and of the
respective coatings (C,D). The EDX spectra of the regions labelled in panels A–C are given in panels E,F.
G. Bolelli et al. / Wear 309 (2014) 96–111100](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-5-320.jpg)
![Hypothetically, the processes occurring during spraying can be
described as follows. Nickel is the component with the lowest
melting point; in addition, there is a eutectic temperature of
1255 1C in the Cr3C2–Ni system [40]. According to data of Edwards
and Raine [41] the solubility of WC and Cr3C2 in nickel at 1250 1C is
high and corresponds to 22% and 12%, respectively. This leads to
the increased overall volume fraction of matrix phase, as described
above. In addition, Cr3C2 is not stable against pure nickel, the
reaction forms Cr7C3, a NiCr metallic binder and some free carbon
[42]. The Cr7C3 is proposed to react with WC in the molten matrix
by the following formal equation:
WCþCr7C3-4ðW0:125Cr0:875Þ2C
Due to the extremely large range of existence of the (W,Cr)2C
phase, an easy replacement of chromium by tungsten can occur,
which explains the compositional variability reflected by XRD
peak broadening, as mentioned previously. Upon impact quench-
ing, rapid solidification of the liquid phase takes place: (W,Cr)2C
is therefore proposed to exist as a finely dispersed phase in the
“Cr–W–Ni–C” matrix leading to the broad hump seen in the
371o2θo461 range of the diffraction pattern of the coating
(Fig. 3A, pattern 4), as discussed above.
Another potential way of formation of Cr7C3 is the peritectic
decomposition of Cr3C2 at 1811 1C [43]. However, the surface
temperatures of WC–Co particles for a liquid-fuelled process were
measured to be in the range between 1580 1C and 1680 1C [44].
On the other hand a second mechanism of interaction between
Cr3C2 and WC should exist as well, as numerous Cr3C2-based areas
of the feedstock powder (Fig. 2A) transformed into Cr-rich (W,
Cr)2C areas in the coating (Fig. 2C and spectrum 4 in Fig. 2E). There
is a significant difference in the size of Cr3C2 and WC grains used
for preparation of the powder. Large Cr3C2 grains in the feedstock
powder cannot be entirely dissolved in the binder during the spray
process.
Remarkably, in the previous work [23], the Cr-content in the
(W,Cr)2C phase formed during the spray process of the same
commercial powder grade used here was much lower (a¼
0.297 nm, c¼0.469 nm, Cr content in (W,Cr)2C¼12–15 mol%). This
shows how seemingly small fluctuations in the manufacturing
process of nominally identical powder products may result in
Fig. 3. (A) XRD patterns of the WC–CoCr feedstock powder (pattern 1) and the
HVOF-sprayed coating (pattern 2), and of the WC–Cr3C2–Ni feedstock powder
(pattern 3) and the HVOF-sprayed coating (pattern 4). Coating surfaces were
polished to RaE0.02 μm. (B) Fitting of the XRD pattern of the WC–(W,Cr)2C–Ni
coating in the region of the (002) and (101) peaks of (W,Cr)2C.
Fig. 4. Differential thermal analysis (DTA) curve and differential thermal gravime-
try (DTG) curve for the WC–CoCr (A) and WC–Cr3C2–Ni (B) feedstock powders, and
thermogravimetric (TG) curves both feedstock powders (C).
G. Bolelli et al. / Wear 309 (2014) 96–111 101](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-6-320.jpg)
![significant differences in the sprayed coatings. The description of
the reaction mechanism is also profoundly different from that
described by other authors, who have used metallic Cr in the
starting powder instead of Cr3C2 [22].
By selective Berkovich nano-indentation tests, an estimation of
the hardness and Young's modulus of the large (W,Cr)2C grains
was also obtained, under the same experimental conditions as
listed in Section 2.3. The measured values of hardness
(20.071.8 GPa) and Young's modulus (372723 GPa) were found
to be lower than those reported in the literature [45] for WC
(H¼26.5 GPa, E¼710 GPa) and pure W2C (H¼30 GPa, E¼421 GPa).
The metallic matrix of the WC–CoCr coating (Fig. 2D) also
appears more homogeneous than in the starting powder (Fig. 2B).
The XRD pattern of the WC–CoCr coating (Fig. 3, pattern 2) is
dominated by WC peaks. The diffraction peaks of the η-phase
found in the powder almost disappeared from the pattern of the
coating, while the formation of W2C is a typical phenomenon in
the thermal spray processing of WC–Co–based compositions [46].
It is also observed that the diffraction peaks of this W2C phase are
slightly shifted compared to the theoretical positions listed in
JCPDF 35-776. By applying Eq. (3), it is inferred that this phase
contains 6 mol% Cr. The interaction of W2C with Cr was earlier
observed in WC–CoCr feedstock powders prepared by agglomera-
tion and plasma densification [47]. The peaks of the (Co,Cr)-f.c.c
solid solution are no more recognisable. Upon impact quenching,
the molten metallic matrix gave rise to an amorphous/nanocrys-
talline phase, witnessed by the diffuse diffraction halo in the
371o2θo451 region, as described in Ref. [46]. This matrix
probably contains small amounts of W and C from dissolved WC.
3.3. Micromechanical characterisation of the coatings
Indentation tests (Table 4) indicate that the micro- and nano-
hardness and Young's modulus values of the WC–CoCr and WC–
(W,Cr)2C–Ni coatings are not significantly different within the
error range.
The fracture toughness of WC–CoCr, by contrast, is significantly
higher than that of WC–(W,Cr)2C–Ni. This can be accounted for by
the compositional and structural differences between the respec-
tive matrix phases. The Cr–W–Ni–C matrix of the WC–(W,Cr)2C–Ni
coating is therefore inferred to be more brittle than the Co–Cr
amorphous–nanocrystalline matrix of the WC–CoCr coating.
The results in Table 4 also reveal a difference between the
properties measured by micro- and nano-indentation tests on
both coatings. Since nano-indentation tests probe intra-lamellar
properties while micro-indentation at 3 N load returns overall
coating properties [48], this change is ascribed to the influence of
interlamellar boundaries on the mechanical properties. Probing
interlamellar cohesion indeed causes the measured properties to
decrease, since lamellae boundaries are the weak point of every
thermally sprayed material, including HVOF-sprayed coatings [49].
3.4. Dry sliding wear testing
3.4.1. Wear rates
The sliding wear rates of both coatings are significantly affected
by the test temperature (Fig. 5A, B: note the logarithmic scale on
the y-axis), whereas the sliding speed has negligible effects on the
wear rate of WC–(W,Cr)2C–Ni (Fig. 5A) within experimental error,
as does the substrate material from room temperature up to
600 1C. Therefore, the wear rates shown in Fig. 5A in this
Table 3
Chemical composition measured by XRF on polished coating surfaces.
Element WC–(W,Cr)2C–Ni WC–CoCr
W 70.4 wt% 82.2 wt%
Ni 8.6 wt% 341 ppm
Cr 20.9 wt% 4.8 wt%
Co – 12.8 wt%
Fe 354 ppm 586 ppm
Al 235 ppm 333 ppm
S 337 ppm 158 ppm
Mn 135 ppm 93 ppm
Others Traces Not detected
Table 4
Hardness, modulus and fracture toughness from micro- and nano-indentation tests (average7standard deviation).
Microhardness (GPa) Nanohardness (GPa) Elastic modulus (microindentation) (GPa) Elastic modulus (nanoindentation) (GPa) KIc (MPa  m1/2
)
WC–(W,Cr)2C–Ni 10.771.1 18.272.7 193711 383755 3.6670.94
WC–CoCr 11.171.4 19.773.9 190710 411762 5.0670.64
Fig. 5. Wear rates measured after ball-on-disk tests performed at room tempera-
ture, 400 1C, 600 1C and 750 1C on WC–(W,Cr)2C–Ni coatings deposited onto
stainless steel (A) and “Invar” alloy (B) substrates and on WC–CoCr coatings
deposited onto stainless steel substrate (C).
G. Bolelli et al. / Wear 309 (2014) 96–111102](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-7-320.jpg)
![temperature range are the averages of the results obtained on
WC–(W,Cr)2C–Ni coatings deposited onto both substrate materials.
Specifically, at Tr600 1C, the WC–CoCr coating always exhibits
lower wear rates (Fig. 5B) than the WC–(W,Cr)2C–Ni coating
(Fig. 5A). In this temperature range, however, all wear rates remain
around or below 10À6
mm3
/(Nm), indicative of a mild wear
regime [15,50,51]. This testifies to the good dry sliding wear
resistance of all samples. For instance, the wear rates are lower
than those of Cr3C2–NiCr coatings tested under comparable con-
ditions (from 2 to 17 Â 10À6
mm3
/(Nm) at room temperature
[52–54]; 10À4
–10À5
mm3
/(Nm) at 400 1C–600 1C [15,52,53]).
At the highest temperature of 750 1C, by contrast, the WC–CoCr
coating suffers extremely severe wear. The WC–(W,Cr)2C–Ni coat-
ing still retains moderate wear rates, which are slightly lower for
the “Invar” alloy substrate (Fig. 5A).
As the test temperature increases, the wear scar morphologies
of both WC–(W,Cr)2C–Ni and WC–CoCr coatings change remark-
ably (Figs. 6–9).
In all cases, the wear rate of the Al2O3 counterpart is of the
order of $10À8
mm3
/(Nm), i.e. it is one to three orders of
magnitude lower than that of the coating. Thus, the latter
practically corresponds to the total wear rate of the system.
The result is consistent with outcomes obtained in earlier
studies [15,19] under different tribological test conditions.
Thus, with hard, chemically inert counterparts, such as Al2O3,
sliding wear test results seem to be independent of the test
set-up.
3.4.2. Wear mechanisms – room temperature
At room temperature, the overall damage across the wear scars
of both coatings (Fig. 6A, B) is quite limited. Wear of the WC–(W,
Cr)2C–Ni coating proceeds by three mechanisms:
(i) abrasion of the Cr–W–Ni–C matrix (see the grooves in Fig. 6C,
label 1), until WC particles are left unsupported and are
pulled out (Fig. 6C, label 2);
(ii) brittle cracking (Fig. 6C, E: label 3): cracks, either short ones as
in Fig. 6C or longer ones as in Fig. 6E, propagate across both
the matrix and the dark (W,Cr)2C areas;
(iii) tribo-oxidation: oxidised material indeed appears inside and
at the edges of the wear scars (Fig. 6A: arrows). The clusters,
the micro-Raman spectra of which exhibit a single, broad
peak at E950–960 cmÀ1
(Fig. 10A), consist of a hydrated
Fig. 6. SEM micrographs (secondary electrons) of the wear scars formed on WC–(W,Cr)2C–Ni (A: overview, C: detail, E: microcracked area) and WC–CoCr (B: overview,
D: detail) coatings on stainless steel substrate after ball-on-disk testing at room temperature (sliding speed 0.1 m/s). In panels A,B: arrows¼oxidised material. In panels C–E:
label 1¼abrasive grooving of matrix material; label 2¼cavities due to pull-out of WC grains; label 3¼brittle cracking.
G. Bolelli et al. / Wear 309 (2014) 96–111 103](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-8-320.jpg)
![tungsten oxide (WO3 Á xH2O) [55,56]. It is probably contribu-
ted by interaction between debris particles (generated by
abrasion, pull-out and fracture) and the atmosphere.
Accordingly, the alumina counterpart (Fig. 11A, B) exhibits
shallow grooves due to a light abrasive action exerted by the WC
grains protruding out of the hardmetal surface and by the oxidised
debris particles. The alumina grains can often be recognised on the
worn surface, which confirms that abrasion of the counterpart was
not very severe. The debris occasionally sticks to the counterpart
surface as well, without covering it entirely (Fig. 11B).
Matrix abrasion (Fig. 6D, label 1), with subsequent carbide pull-out
(Fig. 6D, label 2), and tribo-oxidation, with the formation of hydrated
tungsten oxide WO3 Á xH2O (see the oxide clusters marked by arrows
in Fig. 6B; their Raman spectrum is shown in Fig. 10C), also occur on
the surface of the WC–CoCr coating, in accordance with Refs. [16,17].
Presumably, matrix abrasion proceeds at a slower rate in this coating
because, as inferable from Fig. 2C, D, the amount of hard WC phase is
higher in the WC–CoCr coating than in the WC–(W,Cr)2C–Ni coating.
Accordingly, the friction coefficient of the WC–CoCr coating against
Al2O3 is also lower than that of the WC–(W,Cr)2C–Ni coating (Table 5).
It can be proposed that a larger fraction of the contact surface on the
latter involves softer phases (the matrix and the large (W,Cr)2C grains,
see their hardness value in Section 3.2). It should be mentioned that
friction and wear are system properties which depend on the tribopair
as well as on the test environment. The behaviour of the friction
coefficient might be completely different with another counterpart
material, particularly with one which is prone to produce tribochem-
ical interactions with the hardmetal surface and/or which is capable of
causing the buildup of transfer layers on the coating.
Cracking, by contrast, is not seen in the WC–CoCr coating, which
is consistent with the previous considerations on the greater
brittleness of the Cr–W–Ni–C matrix in the WC–(W,Cr)2C–Ni coat-
ing. The large (W,Cr)2C-based grains in the WC–(W,Cr)2C–Ni coating
are also a significant source of brittleness, as clearly seen in Fig. 6E.
The flash temperature rise over the average surface tempera-
ture (ΔT) for a surface asperity in a sliding contact between two
mating bodies, such as a debris particle sticking to the coating
surface, can be estimated by [57]
ΔT ¼
1
4
μPv
ðκ1 þκ2Þa
ð4Þ
where μ is the coefficient of friction (from Table 5); P is the normal
load; v is the relative sliding speed¼0.1 m/s; κ1 is the thermal
Fig. 7. SEM micrographs (secondary electrons) of the wear scars formed on WC–(W,Cr)2C–Ni (A: overview, C,D: details) and WC–CoCr (B: overview, E: detail) coatings on
stainless steel substrate after ball-on-disk testing at 400 1C (sliding speed 0.1 m/s). In panels A,B: arrows¼oxidised material.
G. Bolelli et al. / Wear 309 (2014) 96–111104](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-9-320.jpg)

![conductivity of Al2O3 ¼32 W/(m K) (average value from room
temperature up to 127 1C [58]); κ2 is the thermal conductivity of
the hardmetal coatings¼15.2 W/(m K) for WC–(W,Cr)2C–Ni [59],
29.2 W/(m K) for WC–CoCr (this value was measured for WC–17Co
[60] and it is assumed here as an approximation for that of WC–
CoCr); a is the actual contact radius¼(P/πH)1/2
; and H is the
microhardness of the hardmetal coating (from Table 4) as the
softer component of the tribopair.
Flash temperatures of about 193 1C and 106 1C, predicted for the
WC–(W,Cr)2C–Ni and WC–CoCr coatings respectively, are consistent
with the existence of hydrated forms of WO3: de-hydration of different
WO3 Á xH2O compounds occurs from 265 1C to 490 1C [61].
3.4.3. Wear mechanisms – 400 1C
At 400 1C, no peaks of oxide phases are found in the XRD patterns
(Fig. 12A, B) taken from the sample areas outside the wear scars, while
in earlier investigations first traces of WO3 were detected after an
oxidation time of 2 h [62]. The top surface of the tested samples,
outside the wear scars, indeed retains unaltered morphology (Fig. 7A,
B) and roughness (Table 5), compared to the as-deposited condition.
Consequently, sliding wear is again due to direct interaction between
the surfaces of the coating and of the counterbody. Specifically, both
coatings, because of thermal softening, tend to stick to the Al2O3
counterpart. The latter becomes covered by a layer of transfer material
which is presumably, at least in part, oxidised (Fig.11C, D). Accordingly,
some oxidised clusters are also found on the worn hardmetal surfaces,
and they are more numerous than at room temperature (Fig. 7A, B:
some of the clusters are marked by arrows). Their Raman spectra
(Fig. 10A, C), exhibiting a very broad band at E820–860 cmÀ1
in
addition to the peak at E960 cmÀ1
, match with those of a mixed
NixW1ÀxO phase [63]; therefore, it is inferred that MxW1ÀxO (with
M¼Co/Ni and Cr for the two hardmetal coatings, respectively) are
formed by tribochemical reactions. This implies an interaction
between matrix and carbide fragments, which is consistent with the
existence of a hardmetal transfer film on the Al2O3 surface.
The higher test temperature clearly resulted in the formation
of anhydrous debris, instead of a hydrated one, as it occurred at room
temperature (Section 3.4.2).
Wear of the coatings at 400 1C is therefore mainly due to self-
mated sliding against this oxidised transfer layer, which explains
the increase of the friction coefficient measured against the Al2O3
counterpart, compared to the room temperature value (Table 5).
Hard asperities on this transfer layer penetrate into the softened
coating surface and cut through both the matrix and the carbide
particles (Fig. 7). More specifically, abrasive grooves seem deeper
and larger in the WC–(W,Cr)2C–Ni coating.
Moreover, on the WC–(W,Cr)2C–Ni coating, detachments of
small portions of near-surface material are seen (Fig. 7D),
which give an additional contribution to the overall wear loss.
Two explanations are possible. The onerous near-surface stress
state caused by the increased friction coefficient (Table 5) may
have induced brittle cracking, resulting in these detachments.
On the other hand, these detachments may also be the
consequence of adhesive wear between the coating surface
and the counterpart. Adhesive wear could also account for the
build-up of the transfer layer described above. These detach-
ments can be the reason that even at 400 1C, the wear rate of
the WC–(W,Cr)2C–Ni coating is larger than that of the
WC–CoCr coating.
Fig. 10. Raman spectra acquired on the oxidised material found inside the wear tracks of the WC–(W,Cr)2C–Ni (A) and WC–CoCr (C) coatings after ball-on-disk testing at all
temperatures and on the oxide scales formed outside the respective wear scars after testing at 600 1C and 750 1C (B,D).
G. Bolelli et al. / Wear 309 (2014) 96–111106](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-11-320.jpg)
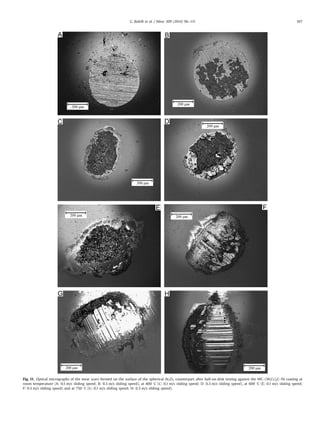
![3.4.4. Wear mechanisms – 600 1C
At 600 1C, an oxide scale is formed onto the surfaces of both
coatings. Specifically, on the WC–CoCr coating, WO3 was formed
together with minor amounts of CoWO4, as shown both by XRD
patterns (Fig. 12A) and by Raman spectra (Fig. 10D: peaks of WO3
and CoWO4 are labelled according to Ref. [55] and Ref. [64],
respectively). The oxide scale on the WC–(W,Cr)2C–Ni coating
consists almost exclusively of WO3 (Figs. 10B, 12B). The phases
appearing in the oxide scales are in good agreement with earlier
results, the only difference is that in the earlier study NiWO4 has
been already formed in the case of the WC–(W,Cr)2C–Ni coating
after 2 h oxidation time [62].
The average surface roughness Ra of both coatings accordingly
increases and the skewness (Rsk) changes from the original
negative value to a positive one (Table 5), typical for surfaces with
protrusions of WO3.
The oxide scale on the WC–(W,Cr)2C–Ni coating, however, is
somewhat smoother than that formed on WC–CoCr coating
(Table 5). It is probably also thinner; indeed, it was completely
removed in the area of the wear scar at the beginning of the test
(individual carbide particles can be recognised inside the wear
scar at high magnification, Fig. 8C), and it was not formed again
during sliding (Fig. 8A). Direct contact between the thermally
softened coating surface and the alumina counterbody therefore
results again in the build-up of transfer material on the latter
(Fig. 11E, F), and the friction coefficient values produced by this
tribo-pair are only slightly lower than those measured at 400 1C
(Table 5). Oxide clusters are also found in the wear scar (Fig. 8A,
see arrows). Their micro-Raman spectra (Fig. 10A), featuring a
single broad peak around 848 cmÀ1
, are different from those of
the original oxide scale. They can be ascribed to a MIMII(WO4)2
tungstate (MI¼Ni and MII¼Cr), based on the spectral features
listed in Ref. [65]. This means complex tribo-oxidation phenomena
took place, possibly involving coating debris as well as detached
fragments of the original oxide scale. The very high temperatures
at which these processes take place clearly prevented the forma-
tion of any hydrated compounds.
Abrasive grooving of WC–(W,Cr)2C–Ni by the asperities of the
transfer layer on the counterbody surface became even more
severe than at 400 1C (larger, deeper grooves), accounting for the
increased wear rate (Section 3.4.1 and Fig. 5A).
On the WC–CoCr coating, by contrast, the slightly thicker oxide
scale was not completely removed during testing (Fig. 8B, D), but
plastically smeared into a tribofilm (Fig. 8B). Wear proceeds
through the delamination of the latter (Fig. 8D). This mechanism
is completely different from the one experienced at 400 1C
(Section 3.4.3) and from that described above for the WC–(W,
Cr)2C–Ni coating. The interposition of the tribofilm between the
coating surface and the Al2O3 counterbody prevents direct contact
and decreases the friction coefficient (Table 5). The lubricious
effect of tribofilms formed by plastic smearing of oxide scales
during high temperature sliding was accordingly underlined in
Ref. [66] for sintered hardmetal bodies.
The micro-Raman spectrum of the tribofilm (Fig. 10C) differs
from that of the original oxide scale (Fig. 10D) since the former
consists mainly of CoWO4. This indicates that complex phenomena
Table 5
Average surface roughness (Ra) and skewness of surface profile (Rsk) of the coatings deposited onto stainless steel substrate after tribological testing at the various
temperatures (sliding speed 0.1 m/s), measured outside the wear scar, and friction coefficient (μ) values recorded after ball-on-disk testing of all samples (the sliding speed
associated to each friction value of WC–(W,Cr)2C–Ni is listed in the table).
Test temperature Ra (μm) Rsk μ
WC–CoCr WC–(W,Cr)2C–Ni WC–CoCr WC–(W,Cr)2C–Ni WC–CoCr WC–(W,Cr)2C–Ni
R.T. 0.015 0.019 À0.152 À0.849 0.4470.03 0.1 m/s: 0.6370.07
0.3 m/s: 0.6570.03
400 1C 0.024 0.023 À0.200 À0.039 0.7870.03 0.1 m/s: 0.8170.01
0.3 m/s: 0.7470.08
600 1C 0.442 0.160 1.480 1.280 0.5270.01 0.1 m/s: 0.7670.03
0.3 m/s: 0.7070.01
750 1C 2.620 0.308 À0.061 À0.167 0.6470.02 0.1 m/s: 0.6270.05
0.3 m/s: 0.6770.01
Note: WC–(W,Cr)2C–Ni coatings deposited onto Invar and stainless steel substrates produce analogous friction coefficients; a single average value is therefore provided.
Fig. 12. XRD patterns acquired on the unworn surfaces of WC–CoCr (A) and
WC–(W,Cr)2C–Ni (B) coatings HVOF-sprayed onto stainless steel substrate, after
ball-on-disk testing at various temperatures.
G. Bolelli et al. / Wear 309 (2014) 96–111108](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-13-320.jpg)
![occur in the tribofilm formation process, involving not only plastic
deformation of the oxide scale, but also its chemical alteration,
probably because of some interaction with debris particles at high
temperature.
3.4.5. Wear mechanisms – 750 1C
At 750 1C, the situation changes remarkably. The very different
oxidation behaviour of the two compositions at high temperatures
was already shown by thermal analysis results for the powders
(see Section 3.1, Fig. 4A, B). The WC–CoCr coating forms a very
thick (4100 μm) and highly porous oxide scale (Fig. 9A). Conse-
quently, in the diffraction pattern collected on the WC–CoCr
coating outside the wear scar after the tribological test
(Fig. 12A), the peaks of the WC phase disappear. The main phase
of the scale was CoWO4 (JCPDF 15-867) with secondary peaks
belonging to WO3 (JCPDF 20-1324), which is confirmed by Raman
spectroscopy as well (Fig. 10D). The average roughness Ra also
becomes higher than that measured at 600 1C (Table 5).
The oxide scale suffers severe wear (Fig. 9B). The situation differs
remarkably from that encountered at 600 1C. In that case, the thin
oxide scale was efficiently backed by the underlying hardmetal coat-
ing, which carried a significant fraction of the contact stress distribu-
tion, thus preventing overloading and complete fracturing of the oxide
scale. Hence, tribofilm formation became possible, as outlined in
Section 3.4.4. At 750 1C, almost all of the contact stress distribution
falls within the much thicker oxide scale. The latter is clearly unable
to tolerate those stresses. Probable reasons are its defectiveness, its
brittleness and, perhaps, its internal growth stress. The difference is
comparable to that of brittle ceramic films of various thickness
deposited onto a substrate, as outlined e.g. in Ref. [67]. Thus, the
WC–CoCr coating cannot be applied at 750 1C. This also confirms
earlier results, where the formation of thick oxide scales by preoxida-
tion was shown to decrease the sliding wear resistance of hardmetal
coatings [15].
The wear loss of the WC–(W,Cr)2C–Ni coating, by contrast,
remains quite moderate. This coating indeed forms a thinner
(Fig. 9C) and smoother (lower average surface roughness Ra,
Table 5) oxide scale, based on NiWO4 (JCPDF 15-755) and CrWO4
(JCPDF 34-197), as shown by the XRD pattern in Fig. 12B and
confirmed by the Raman spectrum in Fig. 10B, characterised by the
typical peaks of MWO4 tungstates [68,69]. An additional Raman
peak at 848 cmÀ1
is ascribed to a MIMII(WO4)2 tungstate (MI¼Ni,
MII¼Cr) in accordance with the interpretation in Section 3.4.4. In
the XRD patterns, the peaks of WC are still clearly recognisable as
the most intense ones, due to the low thickness of the oxide scale.
From the thermal analysis of the powder it was also found that
the weight gain of the WC–Cr3C2–Ni powder at 750 1C was
significantly lower than that of the WC–CoCr feedstock powder
(see Section 3.1, Fig. 4A, B).
The better oxidation resistance of WC–(W,Cr)2C–Ni is consistent
with previous results from oxidation and wear testing at 800 1C
[15,19,62]. Hardmetal compositions forming tungstate-based scales
indeed exhibit better high temperature oxidation resistance than
those forming WO3-containing scales [66]. In a previous study, first
peaks of Cr2O3 (which has a high protecting ability) were detected in
the XRD pattern after oxidation at 800 1C for 2 h [62].
As a result of the tribological test, this oxide scale was smeared
onto the surface, similarly to the behaviour of the oxide scale on
the WC–CoCr coating at 600 1C (compare Fig. 9D to Fig. 8B).
Extensive failure of this thin scale is probably prevented by the
mechanical support of the underlying hardmetal surface, as dis-
cussed previously. The resulting tribofilm exhibits some structural
differences from the unaltered scale (compare their respective
Raman spectra in Fig. 10A, B), since larger amounts of MIMII(WO4)2
appear in the former. This may be explained by some
tribochemical interactions between the tribofilm itself and the
wear debris, similar to the behaviour of the tribofilm formed on
WC–CoCr at 600 1C (Section 3.4.4). The interposition of the
tribofilm protects the WC–(W,Cr)2C–Ni coating surface against
direct contact with the Al2O3 counterpart and prevents the
build-up of a continuous layer of transfer material on the latter
(Fig. 11G, H). This also results in a decrease of the friction
coefficient of the tribo-pair, compared to the value observed at
600 1C, just in the same way as the tribofilm which appeared on
WC–CoCr at 600 1C caused its fiction coefficient to decrease
compared to the value at 400 1C.
There are some scratches on the alumina counterpart, due to
the action of the oxidised coating (Fig. 11G, H). Its overall wear loss
is however very low; indeed, it does not show a flattened worn
cap. It keeps is original curvature, which means the ball penetrates
into the coating surface without being flattened down.
As mentioned in Section 3.4.1, the wear rate of the WC–(W,
Cr)2C–Ni coating at 750 1C is slightly lower when the “Invar” alloy
substrate is used. At 750 1C, the stresses due to thermal expansion
mismatch between coating and substrate may become particularly
remarkable. Since the thermal expansion coefficient of the stain-
less steel substrate (αE13 Â 10À6
1CÀ1
, Section 2.1) is larger than
that of the “Invar” alloy (αE1 Â 10À6
1CÀ1
, see Section 2.1) and
also larger than that of the WC–(W,Cr)2C–Ni coating (8.28 Â
10À6
1CÀ1
between room temperature and 700 1C [59]), tensile
stresses are induced in the latter, facilitating the delamination of
the tribofilm and reducing somewhat its protectiveness.
4. Conclusions
A comparative study was carried out for WC–(W,Cr)2C–Ni and
WC–CoCr hardmetal coatings deposited by HVOF-spraying from
commercial feedstock powders, particularly focussing on their uni-
directional dry sliding wear behaviour against sintered alumina up to
750 1C. From the experimental results, the following conclusions can
be drawn.
The WC–Cr3C2–Ni feedstock powder used in this study was
manufactured by agglomeration and sintering. This commercial
feedstock powder differs from other commercial powders by a
low degree of metallurgical reactions between the starting
components WC, Cr3C2 and Ni. Thus, the observations given
in the present paper cannot be generalised to other powders
with higher degree of reaction during feedstock powder pre-
paration. The difference in grain size between the initial WC
and Cr3C2 seems to play a significant role for the metallurgical
reactions of the components.
Metallurgical reactions between the components of the WC–
Cr3C2–Ni feedstock powder subsequently occur during HVOF
spraying, resulting in important compositional changes. Due to
these changes, the coating is more appropriately designated as
“WC–(W,Cr)2C–Ni”. During the spray process, a liquid phase is
formed leading to a Cr–W–Ni–C “mixed” matrix phase, where
finely dispersed chromium-rich (W,Cr)2C probably exists. Some
initial coarse Cr3C2 grains reacted also with WC (probably by
another mechanism) and forming coarser (W,Cr)2C grains.
The WC–(W,Cr)2C–Ni coating has similar hardness but lower
toughness than the WC–CoCr coating.
Within the experimental ranges employed in this study, the
test temperature has a large influence on the wear behaviour of
the WC–(W,Cr)2C–Ni coating. Its wear rate is practically unaf-
fected by the sliding speed, while the properties of the
substrate have some influence only at the highest test tem-
perature of 750 1C. Wear rate values increase gradually from
E10À7
mm3
/(Nm) at room temperature to 1 Â 10À5
mm3
/(Nm)
G. Bolelli et al. / Wear 309 (2014) 96–111 109](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-14-320.jpg)
![(stainless steel substrate) or 5 Â 10À6
mm3
/(Nm) (“Invar”
substrate) at 750 1C. The total wear rates are practically equal
to the wear rates of the coatings, since wear rates of the Al2O3
counterpart are lower by one or more orders of magnitude under
all test conditions.
Up to 600 1C, wear of WC–(W,Cr)2C–Ni is higher than that of
WC–CoCr and is determined by direct interaction with the
counterbody surface. At room temperature, abrasion of the
matrix phase by the Al2O3 counterbody and by some loose
oxidised debris takes place. At higher temperature, by contrast,
thermal softening of the hardmetal coating results in signifi-
cant build-up of oxidised transfer material on the counterbody
surface, increasing the friction coefficient of the tribopair. The
softened hardmetal surface is then abraded by the asperities
existing on the transfer layer. Some detachments of material
are also seen on the WC–(W,Cr)2C–Ni coating surface.
At 750 1C, the tribological behaviour of WC–(W,Cr)2C–Ni is
controlled by the plastic smearing of a thin and uniform
NiWO4 þCrWO4 oxide scale, preventing direct contact between
the hardmetal surface and the counterbody and reducing the
friction coefficient of the system (compared to that at 600 1C).
WC–CoCr, by contrast, experiences catastrophic oxidation and
loses its functionality.
The WC–(W,Cr)2C–Ni coating is therefore capable of producing
quite mild wear regimes over a large temperature range,
offering great service temperature flexibility up to (at least)
750 1C. It bridges the applicability gap between WC-based and
chromium carbide-based coatings.
The crucial factor, affecting most of the technological properties
of the WC–(W,Cr)2C–Ni hardmetal coating investigated in this
study, is the formation of the Cr–W–Ni–C “mixed” matrix. Its
brittleness is disadvantageous to the mechanical properties, so
that the wear resistance at room temperature is lower than that of
the WC–CoCr coating. Its oxidation resistance is however the basis
for the excellent high temperature wear resistance at 750 1C.
More studies are necessary in order to understand the very
complex interactions of the starting components WC, Cr3C2 and Ni
during feedstock powder preparation and spraying, in order to
optimise the microstructures and properties of coatings having this
composition.
Acknowledgements
The authors wish to thank Mr. R. Puschmann (Fraunhofer IWS)
for spraying of samples, Ms. Irina Shakhverdova (Dresden Uni-
versity of Technology) for support in XRD data evaluation, and Dr.
Paola Miselli (Università degli Studi di Modena e Reggio Emilia) for
the DTA–TG analyses.
Partly supported by Regione Emilia Romagna (Italy), Net-Lab
INTERMECH MO.RE.
References
[1] J.R. Davis (Ed.), Handbook of Thermal Spray Technology, ASM International,
Materials Park, OH, USA, 2004.
[2] L. Pawlowski, The Science and Engineering of Thermal Spray Coatings, second
ed., J. Wiley and Sons Ltd., Chichester, UK (2008) 85–89.
[3] L.-M. Berger, Applications – Coatings by Thermal Spray, in: V. Sarin, D. Mari,
L. Llanes, C. Nebel (Eds.), Comprehensive Hard Materials – Volume 1: Hard-
metals, Elsevier, Amsterdam, 2014. (in press).
[4] H.M. Hawthorne, B. Arsenault, J.P. Immarigeon, J.G. Legoux, V.R. Parameswaran,
Comparison of slurry and dry erosion behaviour of some HVOF thermal sprayed
coatings, Wear 225–229 (1999) 825–834.
[5] N. Kobayashi, K. Iwamoto, Y. Miyazaki, K. Toyama, N. Suzuki, T. Toyota, Young's
moduli and wear of cermet coatings, J. Eng. Tribol. 223 (3) (2009) 437–443.
[6] Š. Houdková, F. Zahálka, M. Kašparová, L.-M. Berger, Comparative study of
thermally sprayed coatings under different types of wear conditions for hard
chromium replacement, Tribol. Lett. 43 (2) (2011) 139–154.
[7] L. Fedrizzi, L. Valentinelli, S. Rossi, S. Segna, Tribocorrosion behaviour of HVOF
cermet coatings, Corrosion Sci. 49 (7) (2007) 2781–2799.
[8] U.S. Hard Chrome Alternatives Team (HCAT), Joint Group on Pollution
Prevention (JG-PP) and Canadian Hard Chrome Alternatives Team (C-HCAT),
“Validation of WC–Co, WC–Co–Cr HVOF or Tribaloy 800 thermal spray coat-
ings as a replacement for hard chrome plating on C-2/E-2/P-3 and C-130
propeller hubs and low pitch stop lever sleeve”, Joint Test Report, 17
November. 〈http:/www.hazmat-alternatives.com/Reports-Chrome.php〉, 1999
(accessed 14.10.10).
[9] D.W. Wheeler, R.J.K. Wood, Erosion of hard surface coatings for use in offshore
gate valves, Wear 258 (2005) 526–536.
[10] J.K.N. Murthy, B. Venkataraman, Abrasive wear behaviour of WC–CoCr and
Cr3C2–20(NiCr) deposited by HVOF and detonation spray processes, Surf. Coat.
Technol. 200 (2006) 2642–2652.
[11] A. Kirsten, M. Oechsle, R.F. Moll, Carbide containing materials for hard
chromium replacement by HVOF-spraying, in: E. Lugscheider (Ed.), Thermal
Spray connects: explore its surfacing potential – Proceedings of the Interna-
tional Thermal Spray Conference 2005, DVS Verlag, Düsseldorf, Germany,
2005.
[12] D.K. Goyal, H. Singh, H. Kumar, V. Sahni, Slurry erosion behaviour of HVOF
sprayed WC–10Co–4Cr and Al2O3þ13TiO2 coatings on a turbine steel, Wear
289 (2012) 46–57.
[13] H. Henke, D. Adam, A. Köhler, R.B. Heimann, Development and testing of
HVOF-sprayed tungsten carbide coatings applied to moulds for concrete roof
tiles, Wear 256 (2004) 81–87.
[14] D. Toma, W. Brandl, G. Marginean, Wear and corrosion behaviour of thermally
sprayed cermet coatings, Surf. Coat. Technol. 138 (2001) 149–158.
[15] L.-M. Berger, M. Woydt, S. Saaro, in: R. Suchentrunk (Ed.), Reib-/
Gleitverschleiß von thermisch gespritzten Hartmetallschichten, Jahrbuch
Oberflächentechnik, vol. 63, Eugen G. Leuze Verlag, Bad Saulgau, Germany,
2007, pp. 242–267. (in German).
[16] G. Bolelli, L. Lusvarghi, M. Barletta, HVOF-sprayed WC–CoCr coatings on Al
alloy: effect of the coating thickness on the tribological properties, Wear 267
(2009) 944–953.
[17] G. Bolelli, T. Börner, F. Bozza, V. Cannillo, G. Cirillo, L. Lusvarghi, Cermet
coatings with Fe-based matrix as alternative to WC–CoCr: mechanical and
tribological behaviour, Surf. Coat. Technol. 206 (19–20) (2012) 4079–4094.
[18] L.-M. Berger, P. Vuoristo, T. Mäntylä, W. Gruner, A study of oxidation behaviour
of WC–Co, Cr3C2–NiCr and TiC–Ni-based materials in thermal spray processes,
in: C. Coddet (Ed.), Thermal Spray: Meeting the Challenges of the 21st Century,
Proceedings of the 15th International Thermal Spray Conference 1998, vol. 1,
ASM International, Materials Park, OH, USA, 1998, pp. 75–82.
[19] L.-M. Berger, S. Saaro, T. Naumann, M. Kašparová, F. Zahálka, Microstructure
and properties of HVOF-sprayed WC–(W,Cr)2C–Ni coatings, J. Therm. Spray
Technol. 17 (2008) 395–403.
[20] M. Jafari, M.H. Enayati, M. Salehi, S.M. Nahvi, C.G. Park, Comparison between
oxidation kinetics of HVOF sprayed WC–12Co and WC–10Co–4Cr coatings, Int.
J. Refract. Met. Hard Mater. 41 (2013) 78–84.
[21] J.F. Pelton, J.M. Koffskey Jr., Process of Flame Spraying a Tungsten Carbide–
Chromium Carbide–Nickel Coating, and Article Produced Thereby, US Patent
3,071,489 (filing date: 28.05.1958, granted: 01.01.1963).
[22] G.-L. Hou, H.-D. Zhou, Y.-L. An, G. Liu, J.-M. Chen, J. Chen, Microstructure and
high-temperature friction and wear behavior of WC–(W,Cr)2C–Ni coating
prepared by high velocity oxy-fuel spraying, Surf. Coat. Technol. 206 (2011)
82–94.
[23] L.-M. Berger, S. Saaro, T. Naumann, M. Kašparová, F. Zahálka, Influence of
feedstock powder characteristics and spray processes on microstructure and
properties of WC–(W,Cr)2C–Ni hardmetal coatings, Surf. Coat. Technol. 205
(2010) 1080–1087.
[24] R. Okada, M. Yamada, Effect of heat treatment on hardness and wear
resistance of WC–NiCr Sprayed Coatings, J. Jpn. Inst. Met. 58 (7) (1994)
763–767.
[25] Y. Ishikawa, J. Kawakita, S. Osawa, T. Itsukaichi, Y. Sakamoto, M. Takaya,
S. Kuroda, Evaluation of corrosion and wear resistance of hard cermet coatings
sprayed by using an improved HVOF process, J. Therm. Spray Technol. 14 (3)
(2005) 384–390.
[26] Y. Ishikawa, J. Kawakita, S. Kuroda, Effect of spray condition and heat
treatment on the structure and adhesive wear properties of WC cermet
coatings, Mater. Trans. 46 (7) (2005) 1671–1676.
[27] Y. Ishikawa, S. Kuroda, J. Kawakita, Y. Sakamoto, M. Takaya, Sliding wear
properties of HVOF sprayed WC–20%Cr3C2–7%Ni Cermet coatings, Surf. Coat.
Technol. 201 (8) (2007) 4718–4727.
[28] M. Yoshida, K. Tani, A. Nakahira, A. Nakajima, T. Mawatari, Durability and
tribological properties of thermally sprayed WC Cermet coating in rolling/
sliding contact, in: Akira Ohmori (Ed.), Thermal Spraying: Current Status and
Future Trends, 2, High Temperature Society of Japan, Kobe, Japan, 1995,
pp. 663–668.
[29] A. Nakajima, T. Mawatari, M. Yoshida, K. Tani, A. Nakahira, Effects of coating
thickness and slip ratio on durability of thermally sprayed WC Cermet
coatings in rolling/sliding contact, Wear 241 (2) (2000) 166–173.
[30] D.M. Nuruzzaman, A. Nakajima, T. Mawatari, Effects of substrate surface finish
and substrate material on durability of thermally sprayed WC Cermet coatings
in rolling with sliding contact, Tribol. Int. 39 (7) (2006) 678–685.
G. Bolelli et al. / Wear 309 (2014) 96–111110](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-15-320.jpg)
![[31] P. Stecher, F. Benesovsky, H. Nowotny, Untersuchungen im system Chrom-
Wolfram-Kohlenstoff, Planseeber. Pulvermetall. 12 (1964) 89–95. (in German).
[32] E.I. Gladyshevskii, V.S. Telegus, T.F. Fedorov, Yu B. Kuz'ma, Tungsten–chro-
mium–carbon ternary system, Izv. Akad. Nauk. SSSR Met 1 (1967) 190–193.
[33] Z. Tükör, W.D. Schubert, A. Bicherl, A. Bock, B. Zeiler, Formation of W–Cr-
phases during the production of Cr-doped WC powders, in: Proceedings of the
17th Plansee Seminar, Reutte, Austria, 2009, pp. HM44/1–HM44/10.
[34] M. Brieseck, M. Bohn, W. Lengauer, Diffusion and solubility of Cr in WC,
J. Alloys Compd. 489 (2010) 408–414.
[35] X. Zheng, D.G. Cahill, R. Weaver, J.-C. Zhao, Micron-scale measurements of the
coefficient of thermal expansion by time-domain probe beam deflection,
J. Appl. Phys. 104 (2008) 073509.
[36] W.C. Oliver, G.M. Pharr, An improved technique for determining hardness and
elastic modulus from load and displacement sensing indentation experiments,
J. Mater. Res. 7 (1992) 1564–1583.
[37] K. Niihara, R. Morena, D.P.H. Hasselman, Evaluation of KIC of brittle solids by
the indentation method with low crack-to-indent ratios, J. Mater. Sci. Lett. 1
(1982) 13–16.
[38] G.W. Stachowiak, A.W. Batchelor, Engineering Tribology - Second Edition,
Butterworth-Heinemann,Woburn, MA, USA, 2001, pp. 282–305.
[39] M. De Graef, M.E. McHenry, Structure of Materials: An Introduction to
Crystallography, Diffraction, and Symmetry, Cambridge University Press
Cambridge, UK (2007) 122.
[40] A.A. Bondar, V.A. Maslyuk, T.Ya. Velikanova, A.V. Grytsiv, Phase equilibria in
the Cr–Ni–C system and their use for developing physicochemical principles
for design of hard alloys based on chromium carbide, Powder Metall. Met.
Ceram. 36 (5–6) (1997) 242–252.
[41] R. Edwards, T. Raine, The solid solubilities of some stable carbides in cobalt,
nickel, and iron at 12501, Plansee Proc. 1952 (1953) 232–243.
[42] T.Ya. Velikanova, A.A. Bondar, A.V. Grytsiv, The chromium–nickel–carbon (Cr–
Ni–C) phase diagram, J. Phase Equilib. 20 (2) (1999) 125–147.
[43] M. Venkatraman, J.P. Neumann, The C–Cr (carbon–chromium) System, Bull.
Alloy Phase Diagr. 11 (2) (1990) 152–159.
[44] P. Chivavibul, M. Watanabe, S. Kuroda, K. Shinoda, Effects of carbide size and
Co content on the microstructure and mechanical properties of HVOF-sprayed
WC–Co coatings, Surf. Coat. Technol. 202 (3) (2007) 509–521.
[45] H. Warlimont, Ceramics, in: W. Martienssen, H. Warlimont (Eds.), Springer
Handbook of Condensed Matter and Materials Data, Springer, Berlin,
Germany, 2005, pp. 431–467.
[46] C. Verdon, A. Karimi, J.-L Martin, A study of high velocity oxy-fuel thermally
sprayed tungsten carbide based coatings. Part 1: microstructures, Mater. Sci.
Eng. A 246 (1–2) (1998) 11–24.
[47] L.-M. Berger, P. Ettmayer, P. Vuoristo, T. Mäntylä, W. Kunert, Microstructure
and properties of WC–10%Co–4%Cr spray powders and coatings. I. Powder
characterisation, J Therm. Spray Technol. 10 (2) (2001) 311–325.
[48] J. Nohava, B. Bonferroni, G. Bolelli, L. Lusvarghi, Interesting aspects of
indentation and scratch methods for characterisation of thermally-sprayed
coatings, Surf. Coat. Technol. 205 (2010) 1127–1131.
[49] M.M. Lima, C. Godoy, P.J. Modenesi, J.C. Avelar-Batista, A. Davison,
A. Matthews, Coating fracture toughness determined by Vickers indentation:
an important parameter in cavitation erosion resistance of WC–Co thermally
sprayed coatings, Surf. Coat. Technol. 177–178 (2004) 489–496.
[50] K. Adachi, K. Kato, N. Chen, Wear map of ceramics, Wear 203–204 (1997)
291–301.
[51] K. Kato, K. Adachi, Wear of advanced ceramics, Wear 253 (2002) 1097–1104.
[52] G. Bolelli, B. Bonferroni, J. Laurila, L. Lusvarghi, A. Milanti, K. Niemi, P. Vuoristo,
Micromechanical properties and sliding wear behaviour of HVOF-sprayed Fe-
based alloy coatings, Wear 276–277 (2012) 29–47.
[53] B. Yin, G. Liu, H. Zhou, J. Chen, F. Yan, Sliding wear behavior of HVOF-sprayed
Cr3C2–NiCr/CeO2 composite coatings at elevated temperature up to 800 1C,
Tribol. Lett. 37 (2) (2010) 463–475.
[54] G. Matthäus, J.A. Picas, A. Forn, Effect of feedstock powder size on the sliding
wear behaviour of thermal sprayed HVOF Cr3C2–NiCr coatings, in:
E. Lugscheider (Ed.), Thermal spray Solutions: Advances in Technology and
Applications – Proceedings International Thermal Spray Conference 2004,
DVS-Verlag GmbH, Düsseldorf, Germany, 2004.
[55] M.F. Daniel, B. Desbat, J.C. Lassegues, B. Gerand, M. Figlarz, Infrared and Raman
study of WO3 tungsten trioxides and WO3 Á xH2O tungsten trioxide hydrates,
J. Solid State Chem. 67 (1987) 235–247.
[56] A. Lekatou, E. Regoutas, A.E. Karantzalis, Corrosion behaviour of cermet-based
coatings with a bond coat in 0.5M H2SO4, Corrosion Sci. 50 (2008) 3389–3400.
[57] Y. Liu, A. Erdemir, E.I. Meletis, A study of the wear mechanism of diamond-like
carbon films, Surf. Coat. Technol. 82 (1996) 48–56.
[58] Matweb on-line database: 〈http:/www.matweb.com/〉, 2011 (accessed
18.03.11).
[59] L.-M. Berger, S. Thiele, Thermal Spraying – A Technology for Hardmetal
Coating Solutions, in: L.S. Sigl, H. Kestler and J. Wagner (Eds.), Proceedings
of 18th Plansee Seminar 2013, PLANSEE SE, Reutte, Austria, HM30, pp. 1274–
1286.
[60] S. Thiele, K. Sempf, K. Jaenicke-Roessler, L.-M. Berger, J. Spatzier, Thermo-
physical and microstructural studies on thermally sprayed tungsten carbide–
cobalt coatings, J. Therm. Spray Technol. 20 (2011) 358–365.
[61] M. Gotić, M. Ivanda, S. Popović, S. Musić, Synthesis of tungsten trioxide
hydrates and their structural properties, Mater. Sci. Eng. B 77 (2000) 193–201.
[62] L.-M. Berger, R. Zieris, S. Saaro, Oxidation of HVOF-sprayed hardmetal coat-
ings, in: E. Lugscheider (Ed.), Thermal Spray Connects: Explore its surfacing
potential! – Proceedings of the International Thermal Spray Conference 2005,
DVS-Verlag Gmbh, Düsseldorf, Germany, 2005. (Proceedings CD).
[63] S.V. Green, A. Kuzmin, J. Purans, C.G. Granqvist, G.A. Niklasson, Structure and
composition of sputter-deposited nickel–tungsten oxide films, Thin Solid
Films 519 (2011) 2062–2066.
[64] S. Thongtem, S. Wannapop, T. Thongtem, Characterization of CoWO4
nano-particles produced using the spray pyrolysis, Ceram. Int. 35 (2009)
2087–2091.
[65] J. Hanuza, M. Mączka, K. Hermanowicz, P.J. Dereń, W. Stręk, L. Folcik, H. Drulis,
Spectroscopic properties and magnetic phase transitions in Scheelite MI
Cr
(MoO4)2 and Wolframite MI
Cr(WO4)2 crystals, where MI
¼Li, Na, K, and Cs,
J. Solid State Chem. 148 (1999) 468–478.
[66] M. Aristizabal, L.C. Ardila, F. Veiga, M. Arizmendi, J. Fernandez, J.M. Sánchez,
Comparison of the friction and wear behaviour of WC–Ni–Co–Cr and WC–Co
hardmetals in contact with steel at high temperatures, Wear 280–281 (2012)
15–21.
[67] B.R. Lawn, Fracture and deformation in brittle solids: a perspective on the
issue of scale, J. Mater. Res. 19 (1) (2004) 22–29.
[68] T. Xiao, H. Wang, A.P.E. York, V.C. Williams, M.L.H. Green, Preparation of
nickel–tungsten bimetallic carbide catalysts, J. Catal. 209 (2002) 318–330.
[69] P. Porta, G. Minelli, I. Pettiti, L.I. Botto, H.J. Thomas, Anderson phases as
precursors of nickel–molybdenum–tungsten oxides, J. Mater. Chem. 7 (2)
(1997) 311–313.
G. Bolelli et al. / Wear 309 (2014) 96–111 111](https://image.slidesharecdn.com/bolelli2014-200330231925/85/Bolelli2014-16-320.jpg)

















































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)
















