Downloaded 63 times
![4
About the Company
Sunflag Iron & Steel Company Limited is a part of Sunflag Group of Industries. It’s an Integrated Steel
Plant, situated at Bhandara Road, Maharashtra & is in the business of manufacturing special steel and power for
22 years. The plant is located on 2.3 Sq. Km of land. Sunflag Steel has strength of around 2000 people. The
plant has present installed capacity of making 400,000 metric tonnes per year of quality special steels. Sunflag
Steel is the leading producer of Special Carbon, Alloy Steels, Micro Alloy and Stainless steels. Sunflag Steel’s
customers include all major Original Equipment Manufacturers in India, Americas, Europe, South East / Far
East / Middle East Asia.
About the Internship
Observed the steel production process and got an overview of a steel plant, from its Sinter plant, Mini
Blast Furnace, Refining Furnaces to Rolling mills and testing.
Worked on the Analysis of Longitudinal Discontinuous Surface cracks in Cold Headed Quality Steel
grade coils in Bar & Section Mill.
Plant Visit
1. EAF-Electric Arc Furnace-Mannesmann Demag (55 MT)
Continuous feeding of sponge iron
Decarburization & Dephosphorization.
Eccentric Bottom Tapping.
Raw materials:-
Scrap – 6 Tonne
Hot Metal from MBF (Mini Blast Furnace) – 30-32 Tonne
DRI (Direct Reduced Iron)- 28-30 Tonne.
Reactions:-
C+O₂ = CO ₂
Si+O ₂ =SiO ₂
Mn+O ₂ =MnO ₂
P+O ₂ =P ₂ O5
2. LRF-1 Ladle Refining Furnace1 (55 MT)-
Deoxidation and Desulphurization (Continuous Arcing)
Ferro Alloys, Lime etc additions for controlling the chemistry like
FeMn, FeSi, FeCr, FeMo, SiMn, CPC (Coke Calcined Petroleum).
Sulphur is mainly reduced to 100-150 ppm (0.010%-0.015%)
Al+ [O] = Al ₂ O3
Si+ [O] =SiO ₂
Mn+ [O] =MnO ₂
S+ [O] =SO ₂
3. LRF-2 Ladle Refining Furnace2 (55 MT)-
Reheating of the heat if necessary for maintaining the temperature (Continuous Arcing)](https://image.slidesharecdn.com/report-summerintern-121203121226-phpapp02/75/Analysis-of-Surface-cracks-in-CHQ-grades-4-2048.jpg)
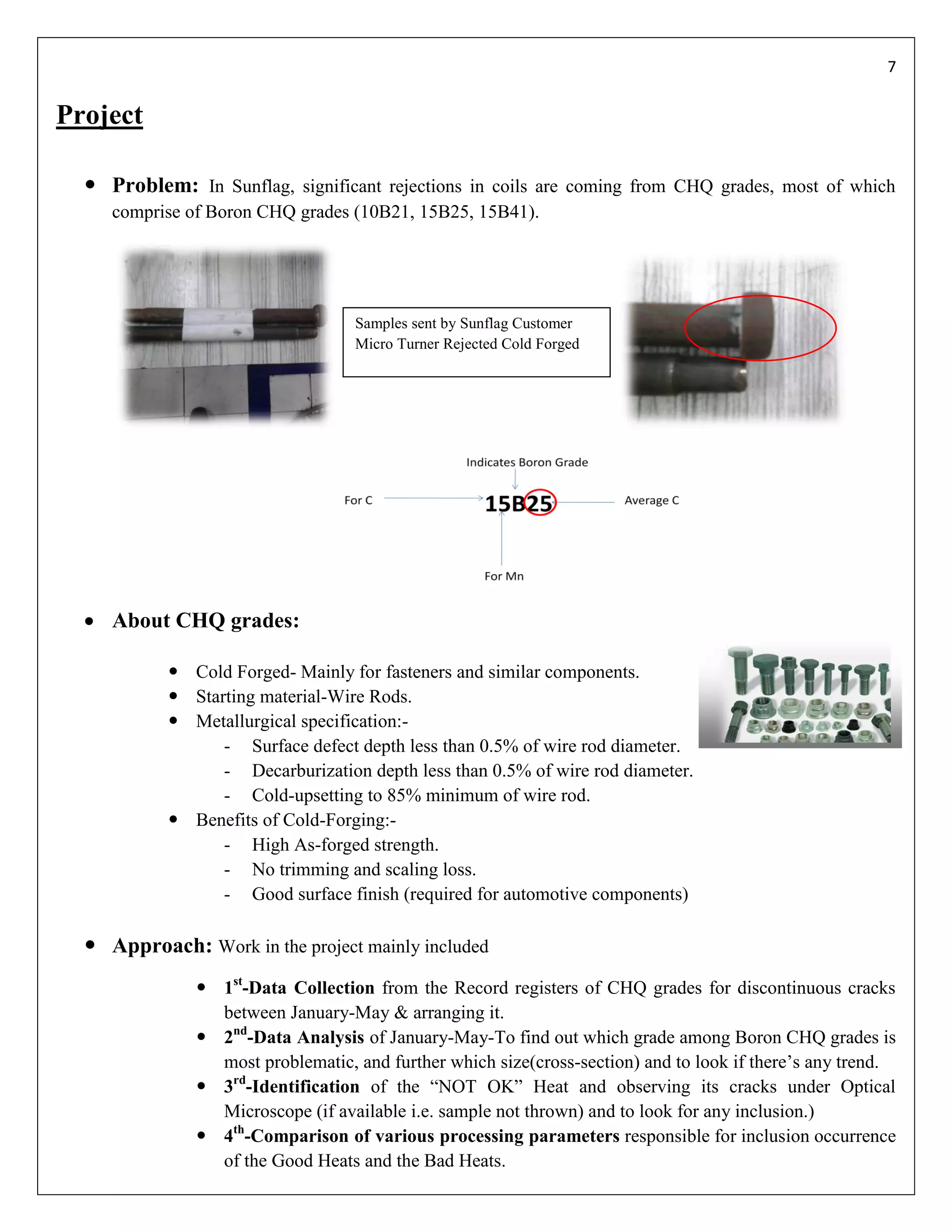
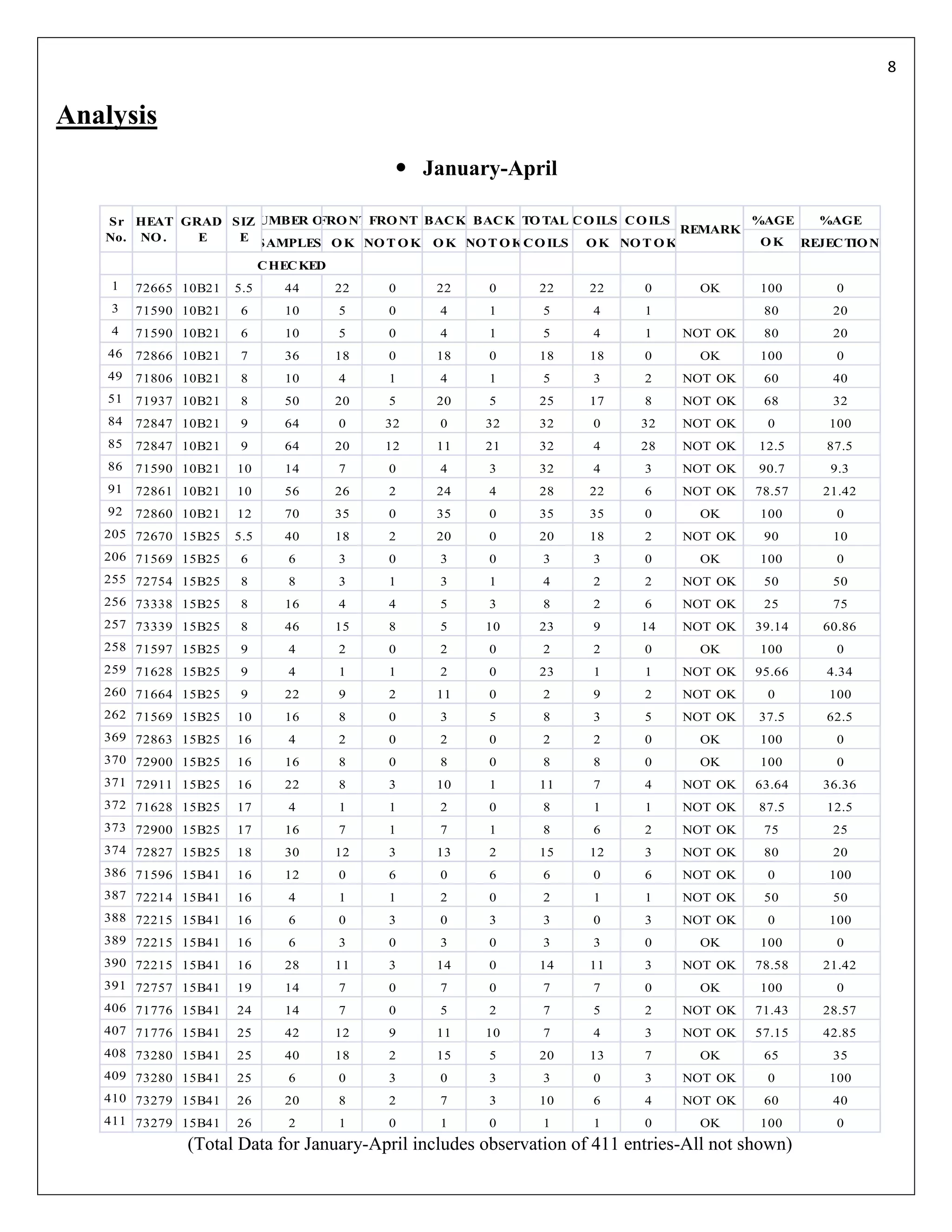
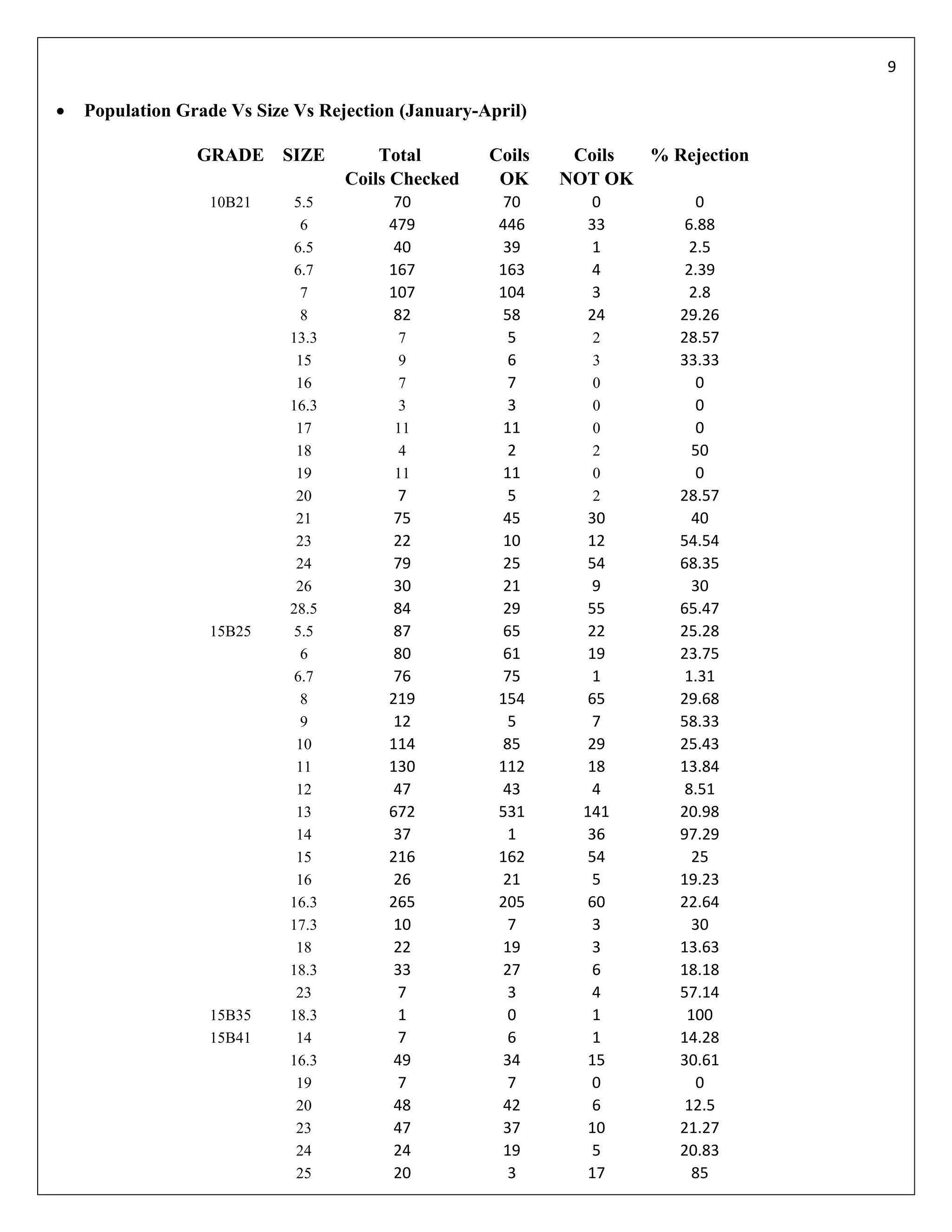
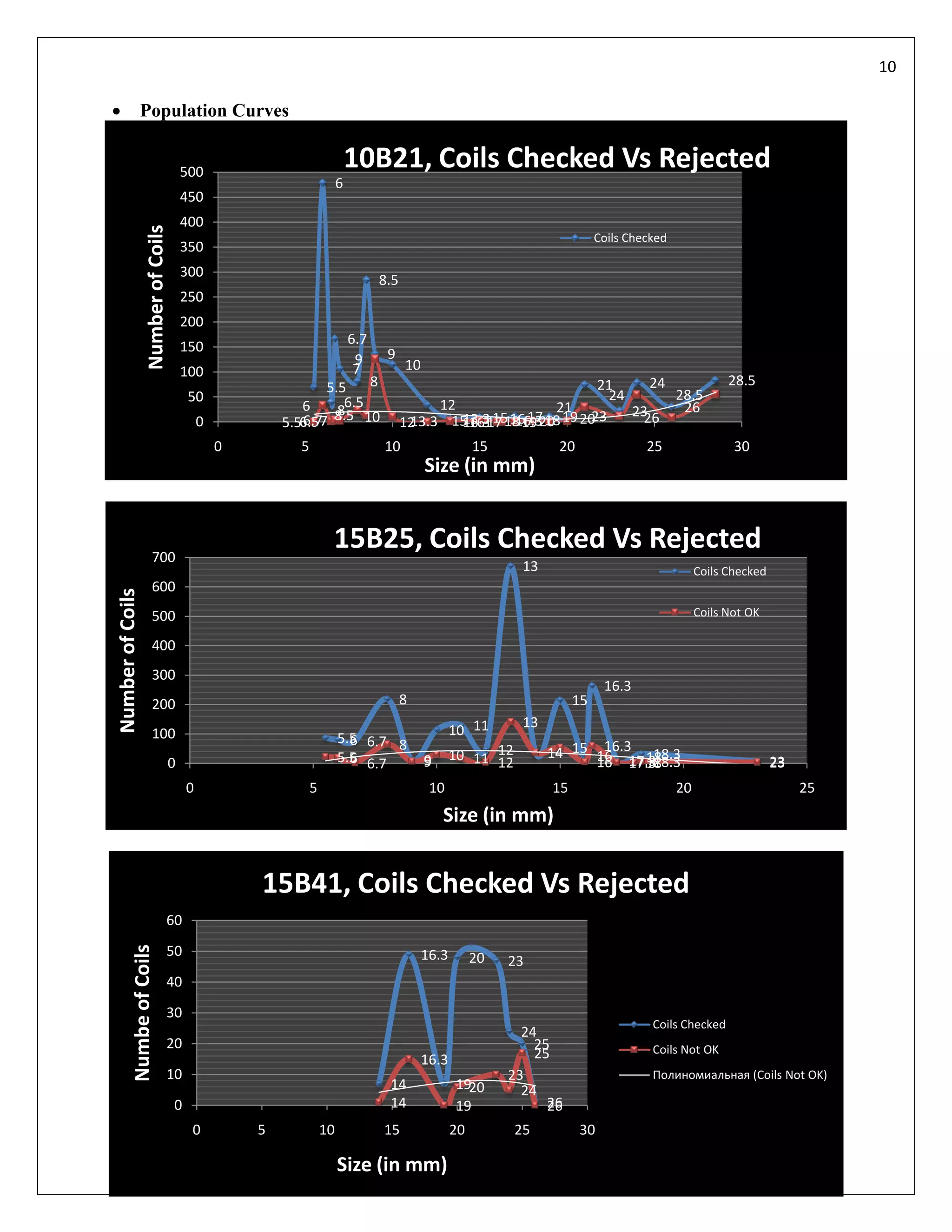
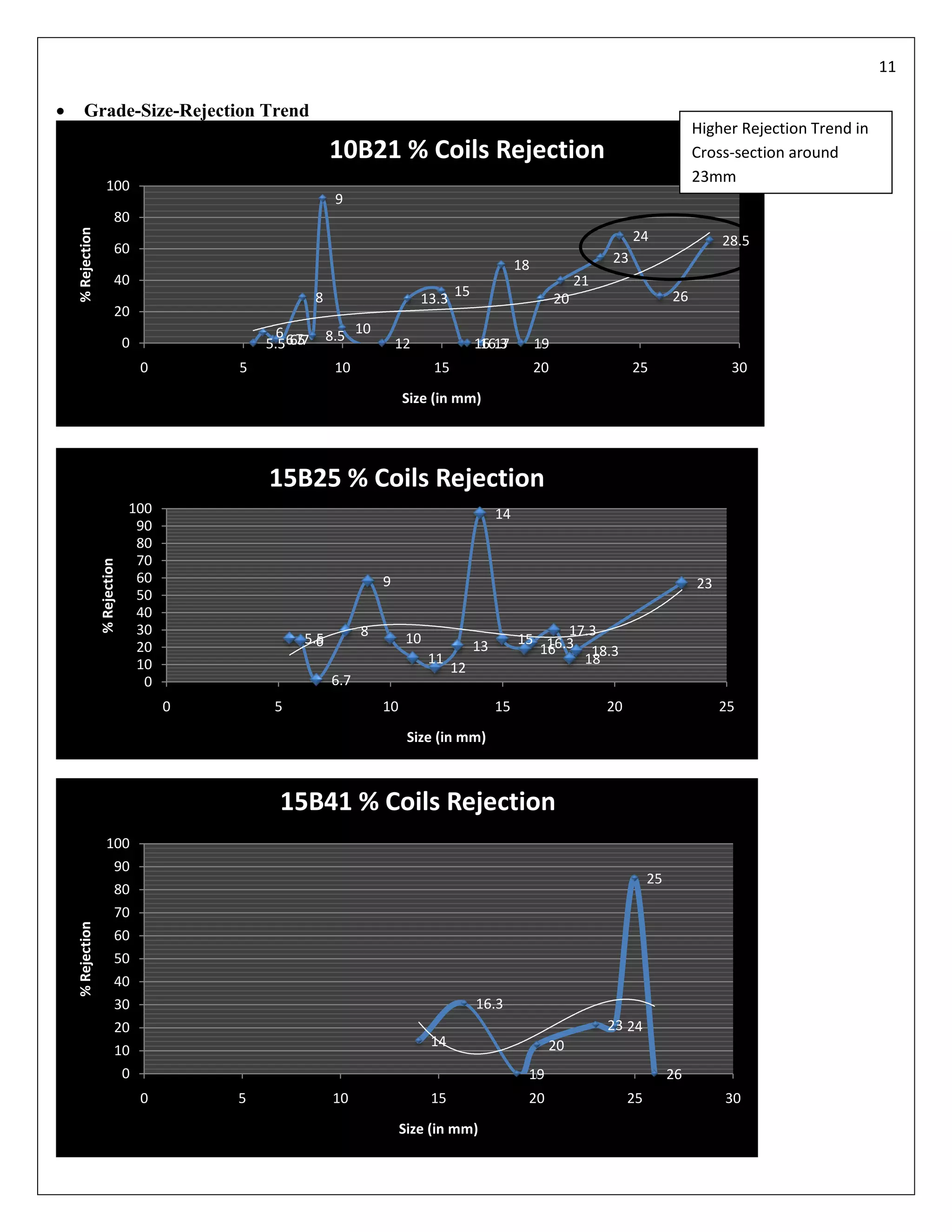
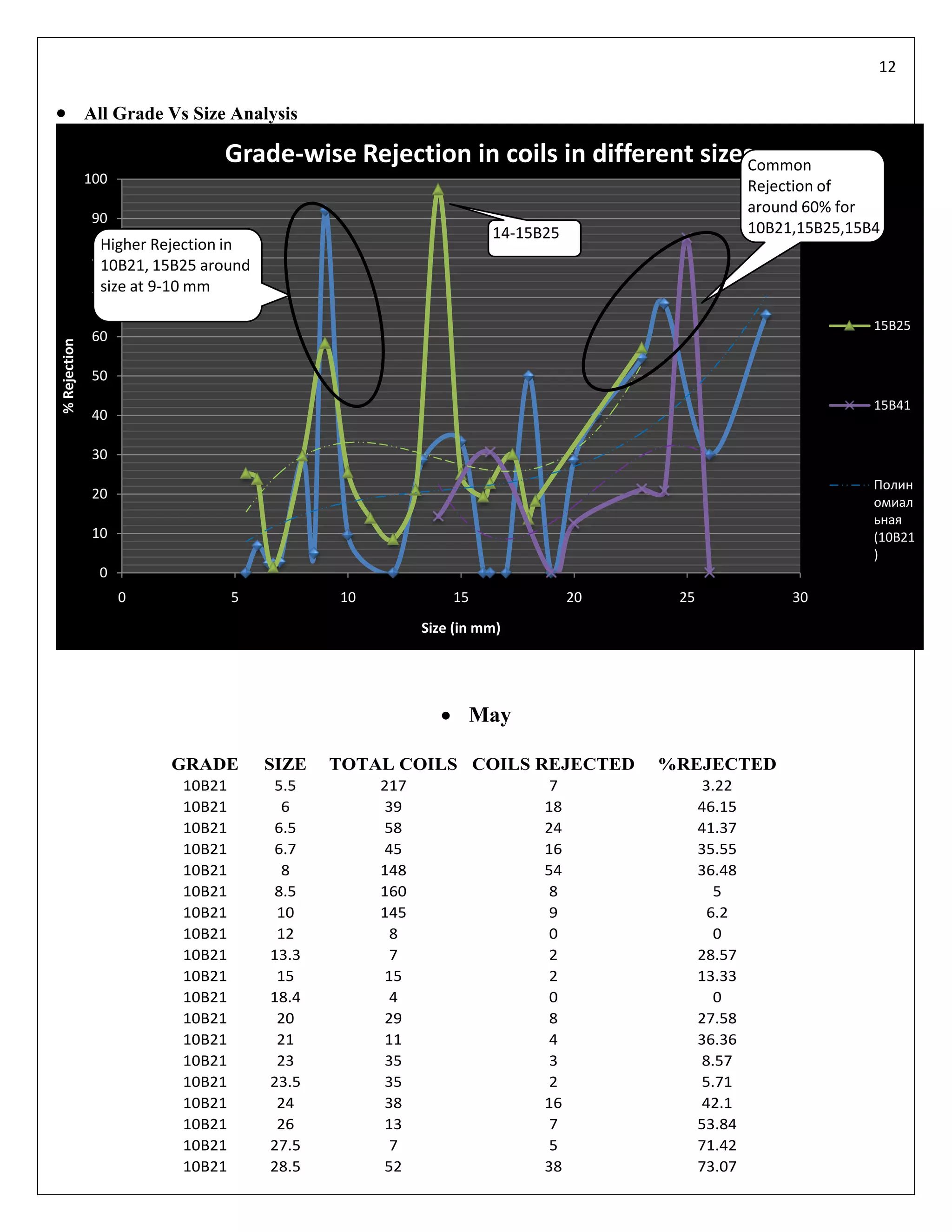
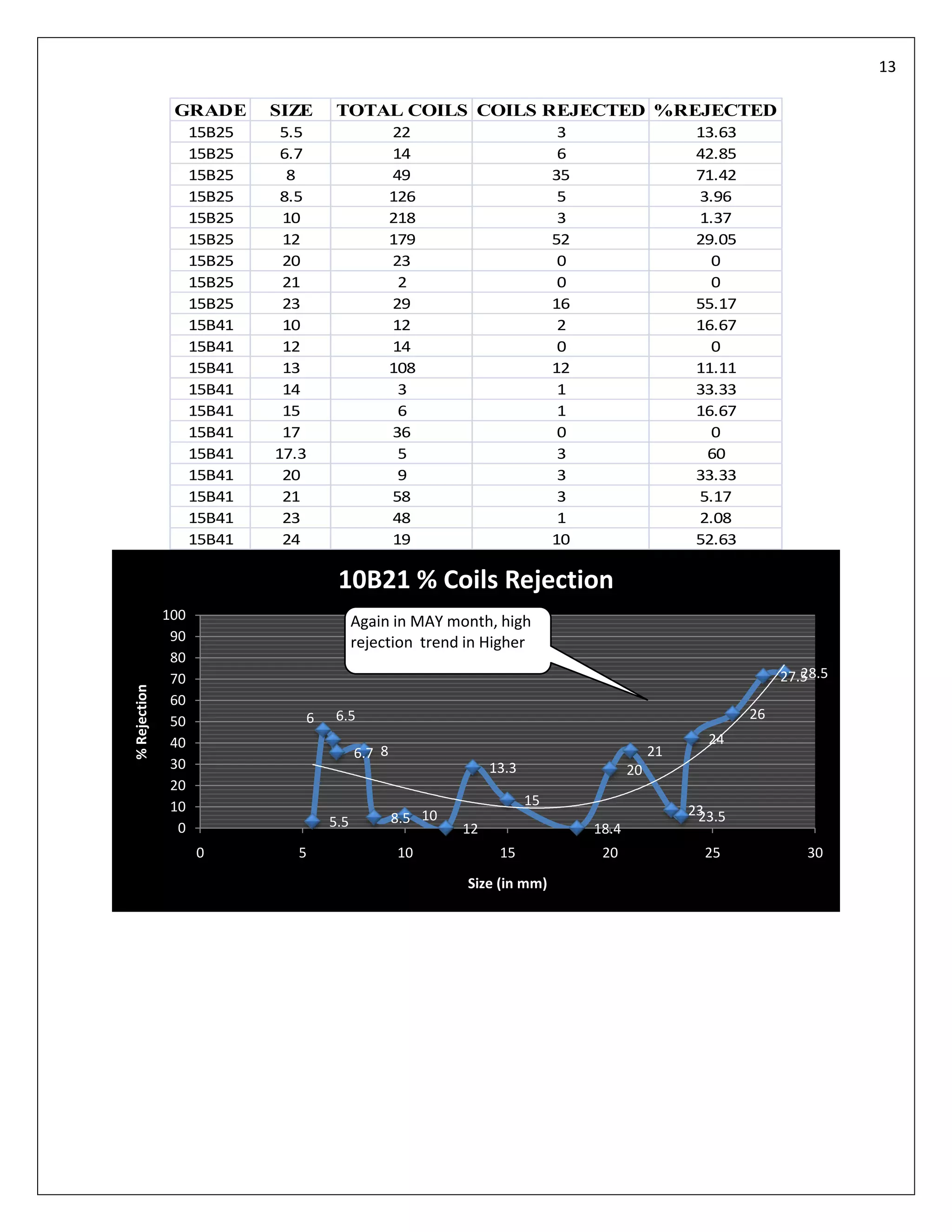
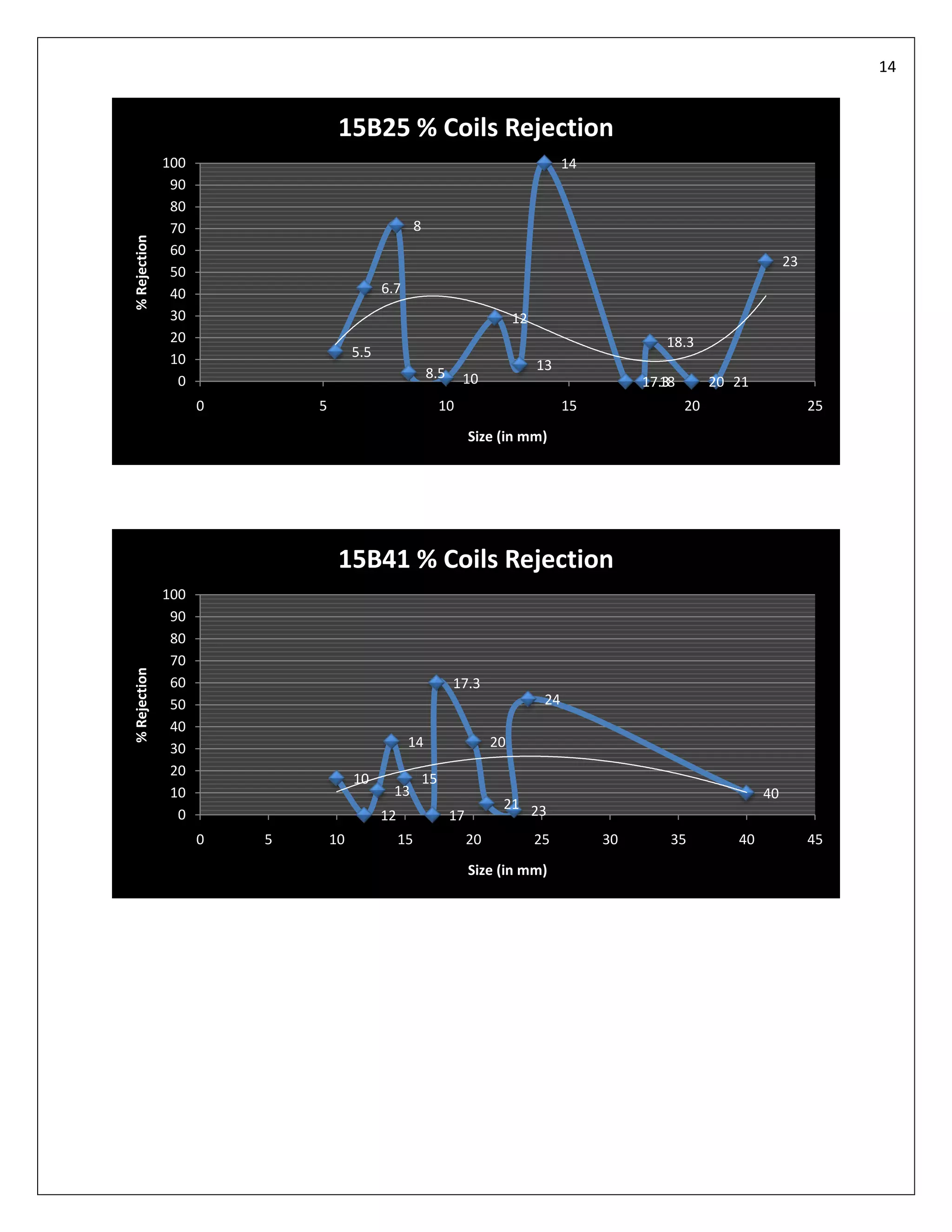

The analysis of Boron CHQ grade coils produced between January and April showed: 1. The 15B25 grade had the highest rejection rates, with over 60% of coils rejected in some heats. 2. Coils of diameter 5.5mm-10mm saw the most rejections, particularly for the 10B21 and 15B25 grades. 3. Some heats like 72754 and 73338 for the 15B25 grade had over 50% of coils rejected, indicating inconsistencies in the production process for these heats.














































































