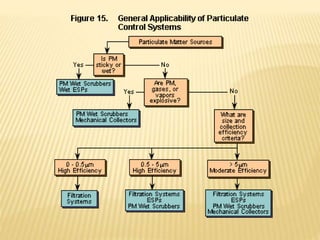
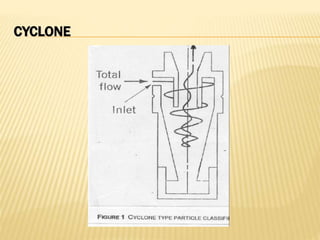
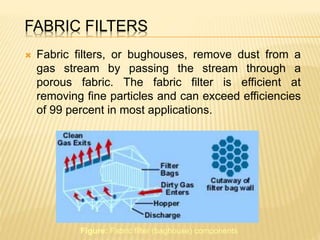
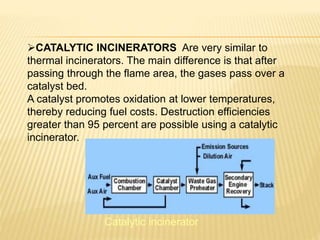
This document discusses various air pollution control techniques used to control emissions from stationary sources. It describes common particle collection equipment like settling chambers, cyclones, baghouses, electrostatic precipitators, and wet scrubbers. It also discusses technologies for controlling gaseous pollutants through absorption, adsorption, condensation, and incineration. The selection of control technology depends on factors like the pollutant type, particle size, and cost considerations. High efficiency is possible through technologies like electrostatic precipitators and wet scrubbers.