Downloaded 92 times


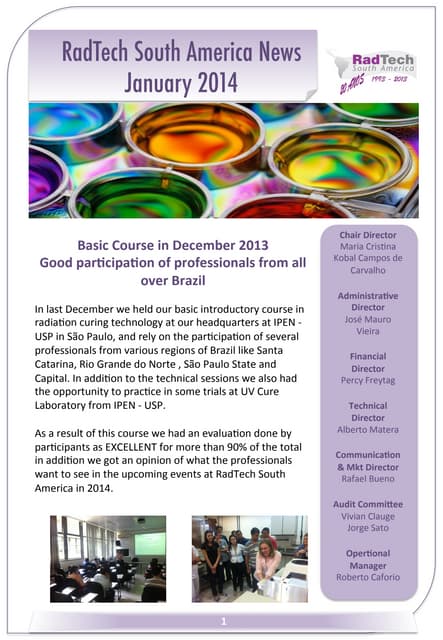
![LED-UV lamp – photoinitiators
what fits best …
The absorption characteristic of the initiator has to fit into the narrow
emission spectrum of the LED-UV lamp
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
320 330 340 350 360 370 380 390 400 410 420
Wavelength [nm]
Extinction
BAPO
MBF
MAPO
HCPK/BP
LED 395 nm
BAPO – bis(2,6-trimethylbenzoyl)-phenylphosphineoxide
MAPO – 2,4,6-trimethylbenzoyl-diphenylphosphine oxide
MBF – phenyl glyoxylic acid methyl ester
HCPK – 1-hydroxy-cyclohexyl-phenyl-ketone
BP – benzophenone](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-6-320.jpg)
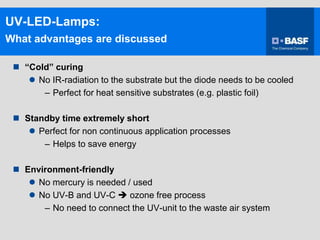
![Photoinitiator / UV-lamp relation
100% UV resin and a-Hydroxy-ketone PI
Coating:
Resin: 100% PE (Polyester acrylate)
Initiator: HPCK/BP
UV-source: mercury / LED
Atmosphere: air / N2
UV-source: Mercury lamp
atmosphere: air
UV-source: LED-UV
atmosphere: air
UV-source: LED-UV
atmosphere : N2
a-Hydroxy-ketone PI does not work with an LED-UV-lamp
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 5 10 15 20 25 30
depth [µm]
conversionrate[%]](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-7-320.jpg)
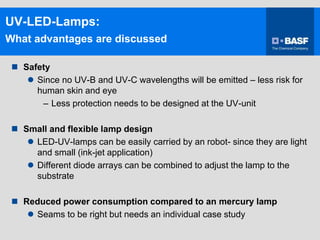
![Coating:
Resin: 100% PE (Polyester acrylate)
Initiator: BAPO
UV-source: mercury / LED
Ambiance: air / N2
UV-source: LED-UV
atmosphere: N2
UV-source: mercury
atmosphere: air
UV-source: LED-UV
atmosphere: air
Phosphine oxides do work with an LED-UV lamp but need N2 atmosphere to
overcome oxygen inhibition (under air: surface still tacky)
0%
20%
40%
60%
80%
100%
0 5 10 15 20 25 30
depth [µm]
conversionrate[%]
Photoinitiator / UV-lamp relation
100% UV resin and Phosphine oxide PI](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-8-320.jpg)
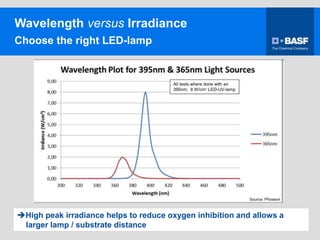
![Coating:
Resin: PUD (UV-Polyurethane
acrylate dispersion)
Initiator: BAPO (emulsified version)
UV-source: LED-UV
Ambiance: air / N2
UV-source: LED-UV
atmosphere: N2
Physical dried (15 min 60°C)
atmosphere: air
UV-source: LED-UV
atmosphere: air
Conversion rate almost independent on curing atmosphere (air or N2);
surface always tack-free, minimized oxygen inhibition
20%
30%
40%
50%
60%
70%
80%
90%
0 5 10 15 20 25 30
depth [µm]
conversionrate[%]
Photoinitiator / UV-lamp relation
Waterbased resin and Phosphine oxide PI](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-9-320.jpg)
![Curing Conditions versus Conversion Rate
12
22
424
50
60
70
80
90
1 2 3 4 5 6
conversion[%]
conversion [%] difference to LED/ N2
PUD (water-based)
Curing after drying
PE (100%)
UV-lamp:
Atmosphere:
Initiator:
Mercury . .
Air .
HPCK / BP .
Mercury .
Air .
BAPO .
LED .
Air .
BAPO .
LED .
N2 .
BAPO .
LED .
Air .
BAPO*.
LED .
N2 .
BAPO* .
* Emulsified version](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-10-320.jpg)


![Does this excellent behaviour apply for all waterbased UV coatings?
Hardness after drying resp. curing
0
20
40
60
80
100
120
140
160
UV-water soluble
(polyether acrylate)
UV-emulsion
(polyester acrylate)
UV-dispersion
(polyurethane acrylate)
pendulumhardness[osc.]
water evaporated / uncured (physical dried) LED-air LED-N2
solid
Physical drying stops the oxygen inhibition
= PD Test not possible
tacky
Liquid(0,5Pas)
Liquid(6,0Pa*s)
tacky](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-13-320.jpg)
![Why does physical drying affect oxygen inhibition ?
Polymerization rate versus viscosity
h (Pa.s)
Rp
[M]0
( )max
0
1
2
3
4
0.1 1 10 100 1000 10000
CO
2
-19°C
6°C
6°C
RT
RT50°C
50°C
80°C
80°C air
-19°C
curing the same coating at higher film-viscosity (before curing) under air
increases the polymerization rate due to reduced oxygen inhibition
Resin: Polyurethane acrylate
UV-lamp: Mercury
Irradiance: 15 mW/cm²
Rp - rate of polymerization
Source: R. Schwalm, UV Coatings (Elsevier, 2006), p. 243](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-14-320.jpg)
![Perspective: oxygen inhibition free chemistry
Thiole modification of a Polyurethane dispersion
0
20
40
60
80
100
120
140
LED / air LED / N2 1 day 3 day 5 day
pendulumhardness[osc.]
PUD PUD thiole modified
UV-cured UV-uncured,
storage at room temperature
thiole modification helps to overcome the oxygen inhibition and
allows a satisfying curing in shadow areas](https://image.slidesharecdn.com/abrafati2013led-131002081842-phpapp02/85/Abrafati-2013-led-BASF-15-320.jpg)





Water-based UV coatings cured with LED systems offer several advantages over mercury lamp systems, including being more environmentally friendly and allowing curing of heat-sensitive substrates. However, oxygen inhibition can reduce curing depth and conversion rates for some systems. Using phosphine oxide photoinitiators and minimizing oxygen penetration through physical drying of dispersions can help overcome this. New thiol-modified chemistries also show promise for oxygen inhibition-free curing and shadow area cure. Proper selection of photoinitiator and coating type are important to realize the full benefits of LED curing for water-based UV systems.