![BY 6830 U 2010.12.30
2
(56)
1. А.с. СССР 725790, МПК B 22D 11/12, 1980.
2. Патент BY12444, МПК B 22D 11/00, 2009.
Полезная модель относится к литейному производству и предназначена для непре-
рывного, непрерывно-циклического и циклического литья металлов и сплавов.
Известен кристаллизатор для непрерывного литья слитков, содержащий рубашку,
корпус с фланцами и экраном, подводящим и отводящим патрубками [1]. В данной кон-
струкции подвод охладителя к рубашке осуществляется через верхний коллектор и коль-
цевую щель между экраном и верхним фланцем. Охлаждение рубашки происходит при
вынужденном движении охладителя в кольцевом канале между рубашкой и экраном парал-
лельно слитку. Основными недостатками такой конструкции являются недостаточная ин-
тенсивность и равномерность охлаждения рубашки кристаллизатора, что приводит к
уменьшению производительности и стабильности процесса литья.
Наиболее близким по технической сущности является кристаллизатор для непрерывно-
го литья слитков, включающий рубашку, корпус с подводящим и отводящим патрубками,
нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого
выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до
4 диаметров отверстия [2]. Охлаждение рубашки кристаллизатора происходит концентри-
рованными затопленными струями охладителя из отверстий в экране перпендикулярно
охлаждаемой поверхности. Главным недостатком такой конструкции является недоста-
точная интенсивность охлаждения рубашки кристаллизатора вследствие постоянства
площади ее наружной поверхности.
Технической задачей, на решение которой направлена заявляемая полезная модель,
является повышение охлаждающей способности кристаллизатора.
Технический результат заключается в повышении производительности процесса литья
слитков.
Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья
слитков, включающем рубашку, корпус с отводящим и подводящим патрубками, нижним
фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполне-
ны отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметров
отверстия, на наружной поверхности рубашки соосно отверстиям выполнены круглые с
трапецеидальным сечением углубления глубиной до 0,8 толщины рубашки, а экран уста-
новлен от нее на расстоянии от 3 до 30 мм.
Выполнение круглых с трапецеидальным сечением углублений глубиной до 0,8 тол-
щины рубашки значительно увеличивает площадь ее охлаждаемой поверхности, что по-
вышает охлаждающую способность кристаллизатора. Соосность отверстий и углублений
повышает эффективность теплосъема с поверхности углублений, что также повышает
охлаждающую способность кристаллизатора.
При удалении экрана на расстояние от 3 до 30 мм от рубашки максимально использу-
ется ударно-струйное действие охладителя, что минимизирует толщину теплового погра-
ничного слоя вблизи охлаждаемой поверхности. Все это повышает охлаждающую
способность кристаллизатора и увеличивает производительность процесса литья слитков.
Выполнение углублений на глубину более 0,8 толщины рубашки уменьшает ее проч-
ность и увеличивает величину термических напряжений, что в совокупности приводит к
короблению рубашки кристаллизатора. При установке экрана на расстоянии менее 3 мм от
рубашки снижается интенсивность ее охлаждения из-за тормозящего действия струй, отра-
женных от поверхности рубашки, и вследствие увеличения гидравлического сопротивле-
ния потока охладителя. Удаление экрана на расстояние более 30 мм от рубашки приводит](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
More Related Content
What's hot
Viewers also liked
Similar to 6830
6830
- 1. ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (12) РЕСПУБЛИКА БЕЛАРУСЬ НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (19) BY (11) 6830 (13) U (46) 2010.12.30 (51) МПК (2009) B 22D 11/00 (54) КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ СЛИТКОВ (21) Номер заявки: u 20100387 (22) 2010.04.20 (71) Заявитель: Государственное научное учреждение "Институт технологии металлов Национальной академии наук Беларуси" (BY) (72) Авторы: Стеценко Владимир Юзефо- вич; Певнев Александр Михайлович; Коновалов Роман Владимирович (BY) (73) Патентообладатель: Государственное научное учреждение "Институт техно- логии металлов Национальной акаде- мии наук Беларуси" (BY) (57) Кристаллизатор для литья слитков, включающий рубашку, корпус с подводящим и от- водящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметров отверстия, отличающийся тем, что на наружной поверх- ности рубашки соосно отверстиям выполнены круглые с трапецеидальным сечением углубления глубиной 0,8 толщины рубашки, а экран установлен от нее на расстоянии от 3 до 30 мм. BY6830U2010.12.30
- 2. BY 6830 U 2010.12.30 2 (56) 1. А.с. СССР 725790, МПК B 22D 11/12, 1980. 2. Патент BY12444, МПК B 22D 11/00, 2009. Полезная модель относится к литейному производству и предназначена для непре- рывного, непрерывно-циклического и циклического литья металлов и сплавов. Известен кристаллизатор для непрерывного литья слитков, содержащий рубашку, корпус с фланцами и экраном, подводящим и отводящим патрубками [1]. В данной кон- струкции подвод охладителя к рубашке осуществляется через верхний коллектор и коль- цевую щель между экраном и верхним фланцем. Охлаждение рубашки происходит при вынужденном движении охладителя в кольцевом канале между рубашкой и экраном парал- лельно слитку. Основными недостатками такой конструкции являются недостаточная ин- тенсивность и равномерность охлаждения рубашки кристаллизатора, что приводит к уменьшению производительности и стабильности процесса литья. Наиболее близким по технической сущности является кристаллизатор для непрерывно- го литья слитков, включающий рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметров отверстия [2]. Охлаждение рубашки кристаллизатора происходит концентри- рованными затопленными струями охладителя из отверстий в экране перпендикулярно охлаждаемой поверхности. Главным недостатком такой конструкции является недоста- точная интенсивность охлаждения рубашки кристаллизатора вследствие постоянства площади ее наружной поверхности. Технической задачей, на решение которой направлена заявляемая полезная модель, является повышение охлаждающей способности кристаллизатора. Технический результат заключается в повышении производительности процесса литья слитков. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья слитков, включающем рубашку, корпус с отводящим и подводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполне- ны отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметров отверстия, на наружной поверхности рубашки соосно отверстиям выполнены круглые с трапецеидальным сечением углубления глубиной до 0,8 толщины рубашки, а экран уста- новлен от нее на расстоянии от 3 до 30 мм. Выполнение круглых с трапецеидальным сечением углублений глубиной до 0,8 тол- щины рубашки значительно увеличивает площадь ее охлаждаемой поверхности, что по- вышает охлаждающую способность кристаллизатора. Соосность отверстий и углублений повышает эффективность теплосъема с поверхности углублений, что также повышает охлаждающую способность кристаллизатора. При удалении экрана на расстояние от 3 до 30 мм от рубашки максимально использу- ется ударно-струйное действие охладителя, что минимизирует толщину теплового погра- ничного слоя вблизи охлаждаемой поверхности. Все это повышает охлаждающую способность кристаллизатора и увеличивает производительность процесса литья слитков. Выполнение углублений на глубину более 0,8 толщины рубашки уменьшает ее проч- ность и увеличивает величину термических напряжений, что в совокупности приводит к короблению рубашки кристаллизатора. При установке экрана на расстоянии менее 3 мм от рубашки снижается интенсивность ее охлаждения из-за тормозящего действия струй, отра- женных от поверхности рубашки, и вследствие увеличения гидравлического сопротивле- ния потока охладителя. Удаление экрана на расстояние более 30 мм от рубашки приводит
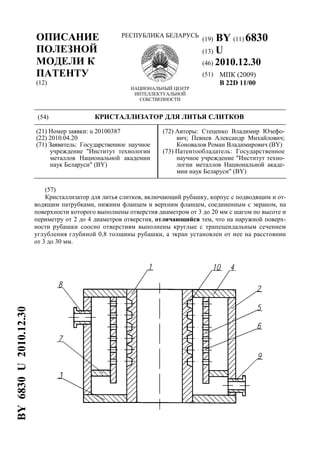
- 3. BY 6830 U 2010.12.30 3 к снижению скорости ее охлаждения из-за торможения струи толщиной слоя охладителя. Это также уменьшает охлаждающую способность кристаллизатора. На фигуре представлен продольный разрез предлагаемого кристаллизатора. Он состо- ит из рубашки 1, корпуса 2 с нижним фланцем 3 и верхним фланцем 4, соединенным с экраном 5 с отверстиями 6, перегородки 7, подводящего 8 и отводящего 9 патрубков. На наружной поверхности рубашки ортогонально осям отверстий 6 выполнены круглые с трапецеидальным сечением углубления 10 глубиной до 0,8 толщины рубашки 1. Экран 5 установлен от нее на расстоянии от 3 до 30 мм. Охлаждение и работа кристаллизатора осуществляются следующим образом. Охладитель из подводящего патрубка тангенциально поступает в верхний коллектор между корпусом, верхним фланцем, перегородкой и экраном и далее продавливается в виде затопленных струй через отверстия в экране. Увеличенная с помощью углублений охла- ждаемая поверхность рубашки, соосность отверстий и углублений позволяют повысить эффективность теплосъема. Все это увеличивает охлаждающую способность кристаллиза- тора и повышает производительность процесса литья слитков. Пример. Изготовлен кристаллизатор, состоящий из стальных: рубашки с внутренним диа- метром 70 мм, толщиной стенки 12 мм и высотой 180 мм, корпуса с подводящим и отво- дящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, перегородки. В экране были выполнены отверстия диаметром 4 мм с шагом по высоте и периметру 12 мм. Экран был установлен на расстоянии 5 мм от непрофилированной по- верхности рубашки. На ее поверхности соосно отверстиям были выполнены круглые с трапецеидальным сечением углубления глубиной 8 мм. По сравнению с литьем в кристаллизатор с гладкой охлаждаемой поверхностью, при прочих равных условиях, профилирование наружной поверхности углублениями позволи- ло увеличить производительность процесса литья слитков из силумина AK12 в среднем в 1,7 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.