![BY 6902 U 2010.12.30
2
Полезная модель относится к области теплообменных аппаратов, в частности к прес-
сованным теплообменным трубам.
Известна плоская конденсаторная труба, содержащая плоские параллельные верхние и
нижние стенки, переднюю и заднюю стенки полукруглой формы, соединяющие верхние и
нижние стенки. Внутри трубы расположены продольные перегородки с продольными
микроребрами, причем перегородки расположены друг относительно друга на расстоянии
1,8-6 высоты самих перегородок [1].
Недостатком данной трубы является то, что расположение перегородок относительно
друг друга на расстоянии более 1,8 их высоты не позволяет обеспечить значительную
площадь внутренней поверхности трубы на единицу ее длины, а следовательно, не может
создать высокую эффективность теплообмена и сужает область использования трубы.
Наличие микроребер внутри трубы создает застойные зоны при движении теплоносителя
и существенно не влияет на интенсификацию теплообмена. Отсутствие продольных кана-
вок на наружной поверхности верхней и нижней стенки ограничивает технологические
возможности в изготовлении развитых поверхностей теплообмена, а полукруглая форма
передней и задней стенки не обеспечивает минимальное аэродинамическое сопротивление
внешнему потоку воздуха, взаимодействующему с наружной поверхностью трубы.
Известна многоканальная прессованная труба, содержащая плоские параллельные
верхние и нижние стенки, плоские передние и задние стенки, соединяющие верхнюю и
нижнюю стенки, продольные перегородки криволинейной формы, соединяющие верхнюю
и нижнюю стенки [2], которая выбрана в качестве прототипа.
К недостаткам данного технического решения относится то, что технологические осо-
бенности формирования продольных перегородок криволинейной формы не позволяют
получить трубу с шагом перегородок относительно друг друга менее их высоты, что не
позволяет обеспечить значительную площадь внутренней поверхности трубы, а следова-
тельно, обеспечить эффективный теплообмен между близкими по свойствам средами,
например воздух-воздух. Плоская форма передней и задней стенки не обеспечивает усло-
вия минимального аэродинамического сопротивления внешнему потоку воздуха.
Основной задачей полезной модели является разработка многоканальной плоской
прессованной трубы, обеспечивающей высокую интенсивность теплообмена между таки-
ми средами, как воздух-воздух, масло-воздух, за счет создания оптимальных по толщине,
высоте и шагу расположения внутренних продольных перегородок, а также за счет воз-
можности создания на наружной поверхности плоской трубы развитой поверхности теп-
лообмена методом подрезания и отгиба тонких слоев металла, т.е. когда ребро и труба
выполнены как одно тело, а также за счет более обтекаемой формы трубы.
Поставленная задача решается тем, что в многоканальной плоской прессованной тру-
бе, содержащей плоские параллельные верхнюю и нижнюю стенки, торцевые переднюю и
заднюю стенки и продольные перегородки, расположенные между верхней и нижней
стенками и образующие параллельные каналы, согласно промышленной модели, на
наружных поверхностях верхней и нижней стенки выполнены продольные канавки глу-
биной 0,7-1,2 мм с шагом относительно друг друга в пределах 7-12 мм, а продольные пе-
регородки выполнены толщиной 0,3-0,5 мм высотой 5-7 мм и расположены относительно
друг друга на расстоянии 0,37-0,45 высоты данных перегородок, причем крайние про-
дольные перегородки, наиболее близко расположенные к передней и задней стенкам тру-
бы, выполнены толщиной 0,6-0,8 мм, а торцевые передняя и задняя стенки выполнены
угловыми, вершины которых расположены с внешней стороны трубы с углом при вер-
шине, равным 90°.
Выполнение продольных канавок на наружной поверхности верхней и нижней стенок
позволяет создавать развитые поверхности теплообмена снаружи трубки методом подре-
зания и отгиба тонких слоев металла с поверхности трубы, превращая их в ребра, т.е. поз-
воляет создать ребристую поверхность, когда ребра, а также верхние и нижние стенки](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
More Related Content
What's hot
What's hot (16)
6902
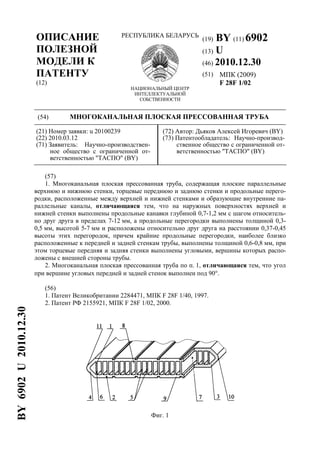
- 1. ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (12) РЕСПУБЛИКА БЕЛАРУСЬ НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (19) BY (11) 6902 (13) U (46) 2010.12.30 (51) МПК (2009) F 28F 1/02 (54) МНОГОКАНАЛЬНАЯ ПЛОСКАЯ ПРЕССОВАННАЯ ТРУБА (21) Номер заявки: u 20100239 (22) 2010.03.12 (71) Заявитель: Научно-производствен- ное общество с ограниченной от- ветственностью "ТАСПО" (BY) (72) Автор: Дьяков Алексей Игоревич (BY) (73) Патентообладатель: Научно-производ- ственное общество с ограниченной от- ветственностью "ТАСПО" (BY) (57) 1. Многоканальная плоская прессованная труба, содержащая плоские параллельные верхнюю и нижнюю стенки, торцевые переднюю и заднюю стенки и продольные перего- родки, расположенные между верхней и нижней стенками и образующие внутренние па- раллельные каналы, отличающаяся тем, что на наружных поверхностях верхней и нижней стенки выполнены продольные канавки глубиной 0,7-1,2 мм с шагом относитель- но друг друга в пределах 7-12 мм, а продольные перегородки выполнены толщиной 0,3- 0,5 мм, высотой 5-7 мм и расположены относительно друг друга на расстоянии 0,37-0,45 высоты этих перегородок, причем крайние продольные перегородки, наиболее близко расположенные к передней и задней стенкам трубы, выполнены толщиной 0,6-0,8 мм, при этом торцевые передняя и задняя стенки выполнены угловыми, вершины которых распо- ложены с внешней стороны трубы. 2. Многоканальная плоская прессованная труба по п. 1, отличающаяся тем, что угол при вершине угловых передней и задней стенок выполнен под 90°. (56) 1. Патент Великобритании 2284471, МПК F 28F 1/40, 1997. 2. Патент РФ 2155921, МПК F 28F 1/02, 2000. Фиг. 1 BY6902U2010.12.30
- 2. BY 6902 U 2010.12.30 2 Полезная модель относится к области теплообменных аппаратов, в частности к прес- сованным теплообменным трубам. Известна плоская конденсаторная труба, содержащая плоские параллельные верхние и нижние стенки, переднюю и заднюю стенки полукруглой формы, соединяющие верхние и нижние стенки. Внутри трубы расположены продольные перегородки с продольными микроребрами, причем перегородки расположены друг относительно друга на расстоянии 1,8-6 высоты самих перегородок [1]. Недостатком данной трубы является то, что расположение перегородок относительно друг друга на расстоянии более 1,8 их высоты не позволяет обеспечить значительную площадь внутренней поверхности трубы на единицу ее длины, а следовательно, не может создать высокую эффективность теплообмена и сужает область использования трубы. Наличие микроребер внутри трубы создает застойные зоны при движении теплоносителя и существенно не влияет на интенсификацию теплообмена. Отсутствие продольных кана- вок на наружной поверхности верхней и нижней стенки ограничивает технологические возможности в изготовлении развитых поверхностей теплообмена, а полукруглая форма передней и задней стенки не обеспечивает минимальное аэродинамическое сопротивление внешнему потоку воздуха, взаимодействующему с наружной поверхностью трубы. Известна многоканальная прессованная труба, содержащая плоские параллельные верхние и нижние стенки, плоские передние и задние стенки, соединяющие верхнюю и нижнюю стенки, продольные перегородки криволинейной формы, соединяющие верхнюю и нижнюю стенки [2], которая выбрана в качестве прототипа. К недостаткам данного технического решения относится то, что технологические осо- бенности формирования продольных перегородок криволинейной формы не позволяют получить трубу с шагом перегородок относительно друг друга менее их высоты, что не позволяет обеспечить значительную площадь внутренней поверхности трубы, а следова- тельно, обеспечить эффективный теплообмен между близкими по свойствам средами, например воздух-воздух. Плоская форма передней и задней стенки не обеспечивает усло- вия минимального аэродинамического сопротивления внешнему потоку воздуха. Основной задачей полезной модели является разработка многоканальной плоской прессованной трубы, обеспечивающей высокую интенсивность теплообмена между таки- ми средами, как воздух-воздух, масло-воздух, за счет создания оптимальных по толщине, высоте и шагу расположения внутренних продольных перегородок, а также за счет воз- можности создания на наружной поверхности плоской трубы развитой поверхности теп- лообмена методом подрезания и отгиба тонких слоев металла, т.е. когда ребро и труба выполнены как одно тело, а также за счет более обтекаемой формы трубы. Поставленная задача решается тем, что в многоканальной плоской прессованной тру- бе, содержащей плоские параллельные верхнюю и нижнюю стенки, торцевые переднюю и заднюю стенки и продольные перегородки, расположенные между верхней и нижней стенками и образующие параллельные каналы, согласно промышленной модели, на наружных поверхностях верхней и нижней стенки выполнены продольные канавки глу- биной 0,7-1,2 мм с шагом относительно друг друга в пределах 7-12 мм, а продольные пе- регородки выполнены толщиной 0,3-0,5 мм высотой 5-7 мм и расположены относительно друг друга на расстоянии 0,37-0,45 высоты данных перегородок, причем крайние про- дольные перегородки, наиболее близко расположенные к передней и задней стенкам тру- бы, выполнены толщиной 0,6-0,8 мм, а торцевые передняя и задняя стенки выполнены угловыми, вершины которых расположены с внешней стороны трубы с углом при вер- шине, равным 90°. Выполнение продольных канавок на наружной поверхности верхней и нижней стенок позволяет создавать развитые поверхности теплообмена снаружи трубки методом подре- зания и отгиба тонких слоев металла с поверхности трубы, превращая их в ребра, т.е. поз- воляет создать ребристую поверхность, когда ребра, а также верхние и нижние стенки
- 3. BY 6902 U 2010.12.30 3 трубы будут являться одним телом, обеспечивая при этом высокую интенсивность тепло- обмена. Выполнение глубины продольных канавок в пределах 0,7-1,2 мм позволяет создать ребра высотой 6-10 мм, а шаг расположения продольных канавок 7-12 мм обеспечивает прочную связь этих ребер с основой. Таким образом, выступы между продольными канав- ками будут использованы для превращения в ребристую поверхность, оптимальную для многоканальных плоских труб при минимальных затратах на ее изготовление. Выполнение продольных перегородок с шагом, составляющим 0,37-0,45 от их высоты, значение которой находится в пределах 5-7 мм при толщине самих перегородок 0,3- 0,5 мм, позволяет получить эффективную внутреннюю поверхность многоканальной плоской прессованной трубы при минимальном весе и максимальных возможностях тех- нологического процесса прессования, обеспечивающего минимально возможное расстоя- ние между соседними продольными перегородками при их высоте 5-7 мм. Угловая форма выполнения торцевой передней и задней стенки создает оптимальные условия обтекания внешних воздушных потоков при минимальном аэродинамическом со- противлении и позволяет одновременно использовать эти стенки в качестве базовых по- верхностей при технологических операциях, например при получении оребрения методом подрезания и отгиба тонких слоев металла, сборки трубок в теплообменник и других, при этом значение угла при вершине в 90° является оптимальным при базировании. Выполне- ние крайних продольных перегородок (наиболее близко расположенных к передней и зад- ней стенке) большей толщины, например 0,6-0,8 мм, позволяет обеспечить жесткость как треугольных каналов многоканальной плоской трубы, стенки которых используются в ка- честве базовых поверхностей, так и всей трубы в целом, что предотвращает ее деформа- цию в процессе изготовления теплообменников. Полезная модель иллюстрируется следующими чертежами. На фиг. 1 показана многоканальная плоская прессованная труба, аксонометрическая проекция; на фиг. 2 - вариант наилучшего исполнения многоканальной плоской прессо- ванной трубы шириной 48 мм; на фиг. 3 - вариант трубы шириной 64 мм и на фиг. 4 - ва- риант трубы шириной 70 мм. Многоканальная плоская прессованная труба содержит плоские параллельные верхние 1 и нижние 2 стенки, передние 3 и задние 4 конические стенки, продольные перегородки 5 толщиной 0,3-0,5 мм и крайние продольные перегородки 6 толщиной 0,6-0,8 мм, внутрен- ние параллельные каналы 7, продольные канавки 8 и 9, выполненные соответственно на верхней 1 и нижней 2 стенке, глубина которых равна 0,7-1,2 мм, а шаг их расположения друг относительно друга равен 7-12 мм. Высота продольных перегородок 5 и 6 равна 5- 7 мм, а шаг их расположения друг относительно друга равен 0,37-0,47 их высоты. Угол при вершине 10 и 11 соответственно передней 3 и задней 4 конической стенки равен 90°. Многоканальная труба работает следующим образом: теплоноситель поступает во внутренние каналы 7 и во время движения вдоль каналов передает теплоту охладителю, например воздуху, через верхние 1 и нижние 2 стенки, передние 3 и задние 4 стенки, а также через продольные перегородки 5. При движении теплоносителя по каналам 7, кото- рые имеют узкую форму, образованную продольными перегородками 5 и 6 и соответ- ственно внутренними поверхностями стенки 1 и 2, осуществляется интенсивная передача тепла от теплоносителя через продольные перегородки 5, 6 к этим стенкам 1 и 2. Так, например, в случае выполнения многоканальных плоских прессованных труб при высоте продольных перегородок 5, 6, равной 6 мм, шаг расположения этих перегородок составляет 2,3-2,5 мм, что примерно соответствует шагу расположения ребер на наружной поверхности верхней и нижней стенки, что позволяет создать эффективный теплообмен между такими средами, как воздух-воздух или воздух-масло. Многоканальная плоская прессованная труба предложенной конструкции позволяет упростить технологию изготовления не только самих прессованных труб, но и всего теп-
- 4. BY 6902 U 2010.12.30 4 лообменника из этих труб, создать теплообменник с минимальным аэродинамическим со- противлением внешнему потоку охладителя, а также внутреннему потоку теплоносителя при высоких теплопередающих характеристиках теплообмена между такими средами, как воздух-воздух или воздух-масло. Фиг. 2 Фиг. 3 Фиг. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.