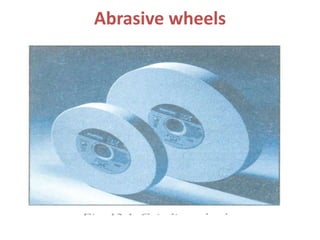
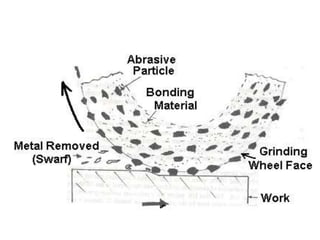
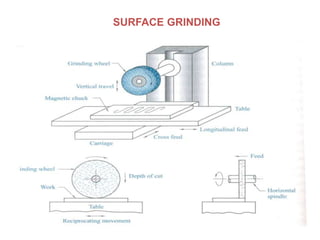
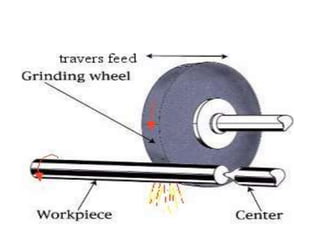
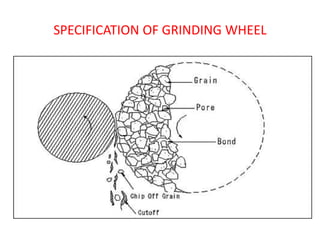
Grinding is a finishing process that involves removing small amounts of material from the workpiece through mechanical abrasion. The grinding wheel, composed of abrasive grains bonded together, is rotated at high speeds and brought into contact with the workpiece to remove fine chips of material. Grinding provides improved surface finish and dimensional accuracy compared to other machining processes due to the small material removal and high wheel speeds involved.