
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Principles of Metal Cutting
Similar to Principles of Metal Cutting (20)
More from nmahi96
More from nmahi96 (20)
Recently uploaded
Recently uploaded (20)
Principles of Metal Cutting
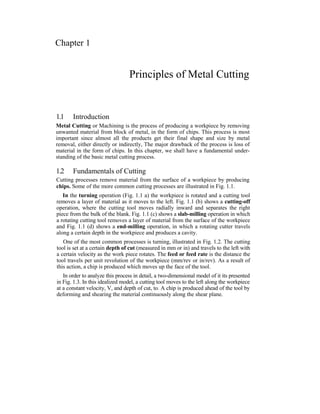
- 1. Chapter 1 Principles of Metal Cutting 1.1 Introduction Metal Cutting or Machining is the process of producing a workpiece by removing unwanted material from block of metal, in the form of chips. This process is most important since almost all the products get their final shape and size by metal removal, either directly or indirectly, The major drawback of the process is loss of material in the form of chips. In this chapter, we shall have a fundamental under- standing of the basic metal cutting process. 1.2 Fundamentals of Cutting Cutting processes remove material from the surface of a workpiece by producing chips. Some of the more common cutting processes are illustrated in Fig. 1.1. In the turning operation (Fig. 1.1 a) the workpiece is rotated and a cutting tool removes a layer of material as it moves to the left. Fig. 1.1 (b) shows a cutting-off operation, where the cutting tool moves radially inward and separates the right piece from the bulk of the blank. Fig. 1.1 (c) shows a slab-milling operation in which a rotating cutting tool removes a layer of material from the surface of the workpiece and Fig. 1.1 (d) shows a end-milling operation, in which a rotating cutter travels along a certain depth in the workpiece and produces a cavity. One of the most common processes is turning, illustrated in Fig. 1.2. The cutting tool is set at a certain depth of cut (measured in mm or in) and travels to the left with a certain velocity as the work piece rotates. The feed or feed rate is the distance the tool travels per unit revolution of the workpiece (mm/rev or in/rev). As a result of this action, a chip is produced which moves up the face of the tool. In order to analyze this process in detail, a two-dimensional model of it its presented in Fig. 1.3. In this idealized model, a cutting tool moves to the left along the workpiece at a constant velocity, V, and depth of cut, to. A chip is produced ahead of the tool by deforming and shearing the material continuously along the shear plane.
- 2. 1.2 Metal Cutting Fig 1.1. Examples of cutting processes Fig 1.2. Basic principle of the turning operation Fig 1.3. Schematic illustration of a two dimensional cutting process also called orthogonal cutting
- 3. Principles of Metal Cutting 1.3 Table. 1.1 Factors influencing cutting process Parameter Influence and interrelationship Cutting speed, feed, depth of cut, cutting fluids Tool angles Continuous chip Built-up edge chip Discontinuous chip Temperature rise Tool wear Machinability Forces, Power, temperature rise, tool life, type of chip, surface finish. As above; influence on chip flow direction; resistance to tool chipping. Good surface finish; steady cutting forces; undesirable in automated machinery. Poor surface finish; thin stable edge can protect tool surfaces. Desirable for ease of chip disposed, fluctuating cutting forces; can affect surfaces finish and cause vibration and chatter. Influences tool life, particularly crater wear, and dimensional accuracy of workpiece; may cause thermal damage to workpiece surface. Influences surface finish, dimensional accuracy, temperature rise, forces and power. Related to tool life, surface finish, forces and power. In comparing Figs. 1.2 and 1.3, note that the feed in turning is now equivalent to t0 and the depth of cut in turning is equivalent to the width of cut (dimension perpendicular to the page) in the idealized model. These relationships can be visualized by rotating Fig. 1.3 clockwise by 90°. Table 1.1 outlines the factors that influence a cutting process. 1.2.1 Independent Variables in Cutting Process The major independent variables in the cutting process are as follows 1) Tool material, coatings, and tool condition. 2) Tool shape, surface finish, and sharpness. 3) Workpiece material, Condition, and temperature. 4) Cutting parameters, such as speed, feed, and depth of cut. 5) Cutting fluids. 6) The characteristics of the machine tool, such as its stiffness and damping. 7) Work holding and fixturing.
- 4. 1.4 1.2.2 Dependent Variables in Cutting Process Those that are influenced by changes in the independent variables are the following. 1) Type of chip produced. 2) Force and energy dissipated in the cutting process. 3) Temperature rise in the workpiece, the chip and the tool, 4) Wear and failure of the tool. 5) Surface finish produced on the workpiece after machining. 1.3 Types of Cutting Tools A Cutting tool may be used either for cutting a part, as with a knife, or for removing chips, parts are produced by removing metal mostly in the form of small chips. Chip removal in the metal-cutting process may be performed either by cutting tools having distinct cutting edge or by abrasives used in grinding wheels, abrasive sticks, abrasive cloth, etc. These abrasives have a very large number of hard grains with sharp edges which remove metal from the workpiece surface in such operations as grinding. All cutting tools can be divider into two groups. These are: 1) Single - Point tools. 2) Multi -Point tools. Single-Point Cutting tools having a wedge-like action find, a wide application on lathes, and slotting machine. Multi-point cutting tools are merely two or more single- point tools arranged together as a unit. The milling cutter and broaching tool are good example of this type. The simplest form of cutting tool is the single. Point tool. The cutting process as performed by multi point tools closely resembles machining as performed by single- point tools. In this text the cutting action of a single-point tool is dealt with elaborately. 1.4 Single point cutting tool A single point cutting tool consists of a sharpened cutting part called its point and the shank, Fig. 1.4. The point of the tool is bounded by the face (along which the chips slides as they are cut by the tool), the side flank or major flank, the end flank, or minor flank and the base. The side cutting edge a-b, is framed by the intersection of the face and the side flank. The end cutting edge a-c is formed by the intersection of the face and the end flank. The chips are cut from the work piece by the side-cutting edge. The point a where the end and side-cutting edges meet is called the | nose of the tool. Fig. 1.4 is for a right hand tool. Below; we give the definitions of the various tool elements and tool angels. 1.4.1 Shank it is the main body of the tool.
- 5. Principles of Metal Cutting 1.5 Fig 1.4. A single point cutting tool 1.4.2 Flank The surface or surfaces below and adjacent to the cutting edge is called flank of the tool. 1.4.3 Face The surface on which the chip slides is called the face of the tool. 1.4.4 Heel It is the intersection of the flank and base of the tool. 1.4.5 Nose It is the pint where the side cutting edge and end cutting edge intersect. 1.4.6 Cutting edge It is the edge on the face of the tool which removes the material from the work piece. The total cutting edge consists of side cutting edge (major cutting edge), end cutting edge (minor cutting edge and the nose). A single point cutting tool may be either right or left hand cutting tool depending on the direction of feed. In a right cutting tool the side cutting edge is on the side of the thumb when the right a hand is placed on the tool with the palm downward and the fingers pointed Fig. 1.5. Left and Right cutting tools
- 6. 1.6 towards the tool nose (Fig. 1.5). Such a tool will a cut when fed from right to left as in a lathe in which the tool moves from tailstock to headstock. A left-cutting tool is one in which the side cutting edge is on the thumb side when the left hand is applied (Fig. 1.5). Such a tool will cut when fed from left to right. The various types of surfaces and planes in metal cutting are explained below with the help of Fig. 1.6, in which the basic turning processes, is shown. The three types of surfaces are: 1) The work surface, from which the material is cut. 2) The machined surface which is formed or generated after removing the chip. 3) The cutting surface, which is formed by the side cutting edge of the tool. The references from which the tool angles are specified are the "cutting'plane" and the 'basic plane' or the "principal plane". The cutting plane is the plane tangent to the cutting surface and passing through and containing the side cutting edge. The basic plane is the plane parallel to the longitudinal and cross feeds, that is, this plane lies along and normal to the longitudinal axis of the workpiece. In a lathe tool, the basic plane coincides with the base of the tool. » Fig.1.6. Principal surfaces and . _ rr.i ' t. ry c c *. plances in metal cutting 1.5 Tool-point Reference Systems To determine the orientation and inclination of the rake face and flank surfaces, a coordinate system is essential, resulting in a set of planes with reference to which the orientations can be determined. Two planes are of significance: the first one is called the tool reference plane or principal plane, which is perpendicular to the cutting plane, which is tangential to the cutting edge and contains the velocity vector. The cutting plane is also perpendicular to the principal plane or the tool reference plane. There are three different types of coordinate systems that are popular, when it comes to tool nomenclature. They are: 1) Machine reference system. 2) Orthogonal tool reference system, and 3) Oblique or normal tool reference system. 1.6 Machine reference system The machine reference system defines the coordinates with respect to the machine axis. For example in a lathe, x x1 is the spindle or work piece axis, yy1 is the tool axis and zz1 is the vertical axis. Fig. 1.7 depicts the x-y-z axes and fig. 1.8 shows the principal plane and the cutting plane under this system, along with the reference plane formed by the coordinates.
- 7. Fig. 1.8. Reference planes in the machine reference system Fig. 1.9 shows the orientation of rake face and flank surfaces with respect to the machine reference system along with the tool angles in symbolic form. The following terminology is applicate to this system of tool nomenclature: yp = back rake angle Yi■ = side rake angle ccp = front or end clearance or relief angle ctj = side clearance or relief angle Principles of Metal Cutting 1.7 Fig. 1.7. x-y-z Coordinates of machine reference system
- 8. Fig. 1.9. Machine reference system The machine reference system of defining angles is sometimes called the old American system of tool nomenclature, because of its popularity in earlier times. In its abbreviated form it is referred to as ASA (American Standards Association) sys- tem. The shape of the tool is normally specified in a special sequence, often referred to as tool signature, as shown below; 1.7 Orthogonal Tool Reference System Generally referred to as ORS (Orthogonal Rake System) nomenclature, this consists of the following reference (a) The principal or the tool reference plane I1R, which is the same as for the machine reference system. (b) The cutting plane nc, which contains the cutting edge, normal to riR, and (c) A third plane rio which is perpendicular to both riR and nc, and contains the cutting velocity vector. 1.8 = end cutting edge angle = side cutting edge angle = nose radius.
- 9. Fig.1.10. Orthogonal tool reference system of planes Fig. 1.11 shows the orientation of rake face and flank surfaces with respect to the orthogonal tool reference system and the tool angles in symbolic form. The following terminology is applicable to this system of tool nomenclature. = inclination angle = orthogonal rake = orthogonal clearance angle = auxiliary clearance angle = end cutting edge angle = principal cutting edge angle = nose radius. The shape of the tool is usually specified in a special sequence, called ORS tool signature as given below: The ORS features have been incorporated by the new American system as ANSI (American National standards Institute) nomenclature. Principles of Metal Cutting 1.9 Fig.1.10 depicts the orthogonal tool reference system of planes to define the tool angles.
- 10. Fig.1.11. Orthogonal Rake System (ORS) geometry 1.8 Normal tool reference system Fig.1.12. Normal tool reference systems of planes Also called the oblique tool reference system. This system consists of the following planes: /. 10
- 11. Principles of Metal Cutting 1.11 (a) The principal of tool reference plane I1K, which is the same as in the machine reference and orthogonal tool reference system. (b) Cutting plane nc, which is the same as that of the orthogonal tool reference system, and (c) The third plane nn, which is not perpendicular to the riR plane is known as the normal plane because it is perpendicular to the cutting edge. This is inclined to the normal to velocity by the inclination angle X%. Fig. 1.12 depicts the normal tool reference system (NRS) of planes to define the tool angles, and is generally referred to as NRS (Normal Rake System) nomenclature. Fig.1.13 shows the orientation of face and flank surfaces with respect to the NRS system and tool angles in symbolic form. The following terminology is applicable to this system of tool nomenclature: Fig. 1.13. Orthogonal Rake System (ORS) and Normal Rake System (NRS) geometry = inclination angle = normal rake = normal clearance angle = auxiliary normal clearance angle = end cutting edge angle = principal cutting edge angle = nose radius.
- 12. 1.12 The NRS tool signature is given below: Table: 1.2 of gives a summary and comparison of the three systems of nomenclature, and Fig. 1.14, depicts all three systems Table.1.2: Tool nomenclature systems Tool reference system Orthogonal rake system Normal rake system Machine reference system. (ASA) 1. Location of cutting edges 2. Orientation of face to A Y«A rPA Fig. 1.14. Single-Point tool geometry Tool signatures:
- 13. Principles of Metal Cutting 1.13 3. Orientation of principal flank 4. Orientation of auxiliary flank 5. Nose radius < r 7 ap,af y 1.9 The Mechanics of Chip Formation Atypical metal cutting process can be schematically represented as in Fig. 1.15. A wedge-shaped tool is made to move relative to the workpiece. Fig. 1.15. Schematic representation of machining process. As the tool makes contact with the metal it exerts a pressure on it resulting in the compression of the metal near the tool tip. This induces shear-type deformation with in the metal and it starts moving upward along the top face of the tool. As the tool advances, the material ahead of it is sheared continuously along a plane called the "shear plane". This shear plane is actually a narrow zone (of the order of about 0.025mm) and extends from the cutting edge of the tool to the surface of the workpiece. The cutting edge of the tool is formed by two intersecting surfaces. The surface along which the chip moves upwards is called "Rake surface" and the other surface, Which is relieved, to avoid rubbing with the machined surface, is called "Flank". The angle between the rake surface and the normal is known as "Rake angle" (which may be positive or negative), and the angle between the flank and the horizontal machined surface is known as the "relief or clearance angle". Most cutting processes have the same basic features as in Fig. 1.15, where a single point cutting tool is used (a milling cutter, a drill, and a broach can be regarded as several single-point tools joined together and are known as multi-point tools).
- 14. /. 14 1.10 Methods of Machining In the metal cutting operation, Fig. 1.15, the tool is wedge-shaped and has a straight cutting edge. Basically, there are two methods of metal cutting, depending upon the arrangement of the cutting edge with respect to the direction of relative work-tool motion. 1) Orthogonal cutting or two dimensional cutting. 2) Oblique cutting or three dimensional cutting. Fig. 1.16. Methods of machining In orthogonal cutting, Fig.1.16, the cutting edge of the tool is arranged perpendicular to the cutting velocity vector, V, whereas in oblique cutting, it is set at some angle other than 90° to the cutting velocity vector, which gives an "inclination angle i". The analysis of oblique cutting being very complex, the relatively simple arrangement of orthogonal cutting is, therefore, widely used in theoretical and experimented work. In pure orthogonal cutting i =0°, Ce=0°, and A.=90°. This is also known as orthogonal system of second kind. When i=0, and 0<?i<90°, it is called as orthogonal system of first kind. A common example of pure orthogonal cutting process of the turning of a thin pipe with a straight edged tool set normal to the longitudinal axes. 1.11 Types of Chips Whatever the cutting conditions can be, the chips produced may belong to one of the following three types, Fig.1.17: 1) Discontinuous chips. 2) Continuous chips. 3) Continuous chips with built up edge (BUE).
- 15. Fig.1.17. Types of chips 1.11.1 Discontinuous Chips These types of chips are usually produced when cutting more brittle materials like grey cast iron, bronze and hard brass. These materials lack the ductility necessary for appreciable plastic chips formation. The material ahead of the tool edge fails in a brittle fracture manner along the shear zone. This produces small fragments of discontinuous chips. Since the chips break up into small segments, the friction between the tool and the chips reduces, resulting in better surface finish. These chips are convenient to collect, handle and dispose of, Discontinuous chips are also produced when cutting more ductile materials under the following conditions. 1) Large chip thickness. 2) Low cutting speed. 3) Small rake angle of the tool. 4) Cutting with the use of a cutting fluid. 1.11.2 Continuous Chips These types of chips are produced when, machining more ductile materials. Due to large plastic deformations possible with ductile materials, longer continuous chips are produced. This type of chip is the most desirable, since it is stable cutting, resulting in generally good surface finish. On the other hand, these chips are difficult to handle and dispose off. The chips coil in a helix (chip curl) and curl around the work and the tool and may injure the operator when break loose. Also, this type of chip remains in contact with the tool face for a longer period, resulting in more frictional heat. These difficulties are usually avoided by attaching to the tool face machine on the tool face a "chip breaker", Fig. 1.18. The function of chip breaker is to reduce the radius of curvature of the chip and thus break it.. Principles of Metal Cutting 1.15
- 16. Fig.1.18. Chip Breaker The following cutting conditions also help in the production of continuous chips 1) Small chip thickness. 2) High cutting speed. 3) Large rake angle of the cutting tool. 4) Reducing the friction of the chip along the tool face, by: imparting high surface finish to the tool face, use of tool material with low co-efficient of friction, and use of a good cutting fluid. 1.11.3 Continuous Chips with Built Up Edge (BUE) When machining ductile materials, conditions of high local temperature and extreme pressure in the cutting zone and also high friction in the tool-chip interface, may cause the work material to adhere or weld to the cutting edge of the tool forming the built-up edge. Successive layers of work material are then added to the built-up edge. When this edge becomes larger and unstable, it breaks up and part of it is carried up the face of the tool along with the chip while the remaining is left over the surface being machined, which contributes to the roughness of the surface, the built-up edge changes its size during the cutting operation. It first increases,then decreases etc. this cycle is a source of vibrations and poor surface finish. Although, the built-up edge protects the cutting edge of the tool, it changes the geometry of the cutting tool. Low cutting speed also contributes to the formation of the built-up edge. Increasing the cutting speed, increasing the rake angle and using a cutting fluid contribute to the reduction or elimination of the built-up edge. 1.12 Built-up Edge A built-up edge (BUE), consisting of layer, of material from the workpiece that are gradually deposited on the tool (hence the term built-up), may form at the tip of the
- 17. Principles of Metal Cutting 1.17 tool during cutting (Fig. 1.20). As it becomes larger, the BUE becomes unstable and eventually breaks up. Part of the BUE material is carried away by the tool side of the chip, the rest is deposited randomly on the workpiece surface, the process of BUE formation and destruction is repeated continuously during the cutting operation, unless measures are taken to eliminate it. The built-up edge is commonly observed in practice. It is one of the factors that most adversely affects surface finish in cutting, as can be seen in Figs. 1.19 and 1.21. Fig. 1.19. Continuous chip with Fig.1.20. Continuous chip built-up edge large primary shear zone A built-up edge in effect changes the geometry of the cutting edge. Note for example, the large tip radius of the BUE and the rough surface finish produced. Fig.1.21. (a) Hardness distribution in the cutting zone for 3115 steel. Note that some regions in the built-up edge are as much as three times harder than the bulk metal, (b) Surface finish in turning 5130 steel with a built-up edge, (c) Surface finish on 1018 steel in face milling. Magnifications: 15x.
- 18. 1.18 Metal Cutting & Machine Tools Because of work hardening and deposition of successive layers of material, BUE hardness increases significantly (Fig. 1.2la). Although BUE is usually regarded as desirable becomes it reduces wear by protecting the rake face of the tool As the cutting speed increases, the size of the BUE decreases: in fact it may not form at all. The tendency for a BUE to form is also reduced by any at the following practices: 1) Decreasing the depth of cut, 2) Increasing the rake angle, 3) Using a sharp tool, and 4) Using an effective cutting fluid. In general, the higher the affinity (tendency to form a bond) of the tool and workpiece materials, the greater the tendency for a BUE formation. In addition, a cold-worked metal generally has less tendency to form BUE than one that has been annealed. 1.13 Chip Breakers Fig.1.22. (a) Schematic illustration of the action of a chip breaking. Note that the chip creaker decreases the radius of curvature of the chip (b) Chip breaker clamped on the rake face of a cutting tool. (c) Grooves in cutting tools acting as chip breaker.
- 19. Principles of Metal Cutting 1.19 As stated earlier, long, continuous chips are undesirable becomes they are a potential safety hazard they tend to become entangled and interfere with cutting operations. This situation is especially trouble some in high-speed automated machinery and in untended machining cells using computer numerically controlled machining variables are under control, the usual procedure employed to the chip intermittently with a chip breaker Although the chip breaker has traditionally been a piece of metal clamped to the rake face of the tool (Fig. 1.22 a and b) which bends the chip and breaks it, most cutting tools and inserts are now equipped with designs (Fig. 1.22 c) for individual inserts. Chip breakers increase the effective rake angle of the tool and, consequently, increase the shear angle. Fig.1.23. Various chips produced in turning (a) Tightly curled chip (b) chip hits workpiece and breaks (c) continuous chip moving away from workpiece, and (d) chip hits tool shank and breaks off. Chips can also be broken by changing the tool geometry, there by controlling chip flow, as in tne turning operations shown in Fig. 1.23. Experience has indicated that the ideal chip is in shape of the letter c or the number 9 and fits within a 25mm (1 in) square block. With soft workpiece materials such as pure aluminum or copper, chip breaking by such means is generally not effective. Common techniques used with such mate- rials, include machining at small increments and then pausing (so that a chip is not generated) of reversing the feed by small increments. In interrupted cutting opera- tions, such as milling, chip breakers are generally not necessary, since the chips already have finite lengths because of the intermittent nature of the operation. 1.14 Determination of Shear Angle In the simplified modal of two dimensional cutting operation the cutting tool is completely defined by the rake angle a and clearance angle y. In addition the following assumptions are made: 1) The tool is perfectly sharp and contacts the chip on its front or rake face. 2) The primary deformation takes place in a very thin zone adjacent to the shear plane AB.
- 20. 1.20 3) There is no side flow of the chip that is plain strain condition. Shear angle, 0, is defined as the angle made by the shear plane, with the direction of the tool travel. If t = uncut or unreformed chip thickness and tr = chip thickness after the metal is cut. (1.1) is called the "cutting ratio" or "chip- thickness ratio". (1.2) Is called the "chip reduction factor", 't' is the distance between two consecutive positions of the cutting edge, measured in a direction normal to the cutting edge along the plane of the tool face. In a case of turning with X = 90°. t = feed. The shear angle can be determined in the following ways: fal From Fie. 1.24. simnle eeometrv Rives, Solving this equation for By dividing numerator and denominator with Cos 0
- 21. Prin ciples of Metal Cutting 1.21 [1.4) After the cut has been taken, the measurements of't' and V can be taken, and so the cutting ratio can be determined. Then the shear angle existing during the cut can be obtained with the help of Eqn.1.4. (b) If the length of cut, 1 is known then the continuity equation gives, Plbt = Plchtc Where p is the density of the material, assumed incompressible and 1 is the length ofchip. (1.5) Then, with the help of equation (1.4), 0 can be estimated. Fig.1.24 (c) when the length of the cut is not directly known, then it can be estimated by weighing aknown length of chip. Then weight of the chip, (1.6) Knowing p, b and t, the length of cut 7 can be determined. Then 0 can be estimated from equarions (1.5) and (1.6) (d) If the chip and workpiece velocities Vc and V are known, then from the continuity equation: (1.71 Then 0 can be determined from equ
- 22. 1.22 1.15 Shear Strain The shearing process in metal cutting can be represented by a simple model shown inFig.1.25 Fig.1.25. Model of chip formation The shearing process is analogous to the displacement of a stack of cards, with each card sliding slightly over the adjacent Gard. From this model, the shear strain that the material is undergoing can be deter- mined. Based on its definition the shear strain will be given as, (View at tool tip) (1.8) 1.16 Velocities There are three types of velocities involved in any metal cutting process: 1) The velocity of the tool relative to the workpiece, V usually called the cutting speed. 2) The velocity of the chip relative to the work, Vs> called the shear velocity that is the velocity at which shearing takes place. 3) The velocity of the chip up the face of the tool Vc, called the chip velocity.
- 23. Principles of Metal Cutting 1.23 We have from constancy of volume, Vt = Vc tc, width remaining constant (1.9) The relationships in velocities can be determined from Fig Fig. 1.26 It can be shown that, (1.10) From here Vs, can be determined, and so the shear strain rate during cutting can be estimated, which is given as The maximum value of V is approximately 25 x 10~3 mm. 1.17 Force Relations Here the analysis is limited two dimensional or orthogonal cutting, which is simpler to understand as compared to the complicated three-dimensional cutting process. When a cut is made, Fig.1.27 (a), the forces acting on the metal chip are: 1) Force Fs. Which is the resistance to shear of the metal in forming the chip. It acts the shear plane. 2) Force Fn normal to the shear plane. This is the "backing up" force on the chip provided by the workpiece. 3) Force N at the tool chip interfaces acting normal to the cutting face of the tool and is provided by the tool. 4) Force F is the frictional resistance of the tool acting on the chip. It acts down ward against the motion on the chip as it moves upwards along the tool face. Fig 1.27 (b) is a free body diagram showing the forces acting on the chip. R is the resultant force of F and N, and R1 that of Fs and Fn Neglecting the couples, which (1.11)
- 24. 1.24 curl the chip, considering the equilibrium of the chip, R and R1 are equal in magnitudes opposite in direction and collinear as shown. All these forces can be represented with the help of a circle known as the "Merchant force circle" Fig.1.28. Here the two force triangles have been superimposed by placing the two equal forces R and R1 together. In the figure, B is the angle of friction. In this diagrame for convenience, the resultant forces have been moved to the point of the tool. Since the forces Fs and Fn are at right angle to each other their intersection lies on a circle with diameter R1 . The forces F and N may be placed in the diagram as shown to form the circle diagram. Fig.1.27. Forces in metal cutting The two orthogonal components (horizontal and vertical) Fc and Ft of the resultant force R1 can be measured by using a dynamometer. The horizontal component is the cutting force Fc and the vertical component is the thrust force, Ft. The power consumed during the process is the product of Fc and V. the thrust force does not contribute to the work done. It holds the tool against the workpiece. After Fc and F( are known, they can be laid as shown. The rake angle a can be laid off and the forces F and N determined. The shear angle can be determined as explained earlier. Knowing, Fc, Ft, a and 0, all the component forces acting on the chip can be determined. It is easily shown that F = F,.sin a +F, cos a CHIP Fig.1.28. Merchant Force Circle
- 25. Principles of Metal Cutting 1.25 '" N = Fr cosa - Ft sin a The co-efficient of friction will then be given as (1.15) B = tan"1 /i on the shear plane. The shear angle, 0 , can be determined from equation (1.4) Now shear plane area, (1.17) The averge stresses on the shear plane area are then (1.18) The shear angle has great influence on the overall cutting geometry. So, its relationship to material and process varibles should be determined so that this angle can be predicted. Shear angle should be such that the cutting force is a minmmum or that the maximum shear stress occurs on the shear plane. Now the shear force can be written as .-. Fromequation (1.18) Assuming that p is independent of 0 . therefore, for maximum shear stress, (1.16)
- 26. 1.26 (1.19) For practical purposes, the following approximate values for 0 have been suggested, (1.20) It is clear from equation (1.19), that for the same rake angle, a low frication angle, i.e. less frication between chip and tool results in a higher shear angle, which reduces the cutting force, which in turn results in less frication. A higher shear angle also indicates a thin chip and less severe deformation of the chip, since the shear strain is also lower, equation (1.8). The above results can also be obtained by increasing the rake angle. In making the shear angle predictions (Equ.1.19). Merchant made the following assumptions: 1) The work material behaves like an ideal plastic. 2) The theory involves the minimum energy principle. 3) As, Ts and p are assumed to be constant, independent of 0 The second assumption is not supported by evidence and also, it is an experimental fact that (3 (friction angle) varies greatly with a, and also is not independent of 0. On reconsidering these assumptions, Merchant included the following relation into his theory: (1.21) Where K is a constant and as is the normal stress on the shear plane. At, Then obtained the following relation: (1.22) where 1.18 Cutting Speed Cutting speed is expressed in terms of meters per minute and it is speed at which the metal is removed by the cutting edge from work piece. In a lathe it is the peripheral speed of the work, past the cutting tool. In turning, cutting speed is given by the relation.
- 27. Principles of Metal Cutting 1.27 Where D = diameter of work in mm N = spindle (work) speed, RPM. The cutting speed employed in machining depends on work material, cutting tool material and tool geometry. Cutting speeds for turning different materials with HSS tool are presented in table. 1.3. Table. 1.3: Cutting speed of turning Materials Cutting speed m/min Rake angle Clearance angle Mild steel 24-30 20° 8° High carbon steel 12-18 10° 6° Gray cast iron 18-24 0-5° 6° Brass 60-120 8-12° 10° Bronze 30-90 0° 6° Gunmetal 45-90 8-10° 8° The average feed and depth of cut at the above cutting speeds: Average feed = 0.2to 0.8 mm/rev Average of cut = 0.5 to 1mm fort finishing operation = 2 to 5 mm for rough operation. Fig.1.29
- 28. 1.28 1.19 Feed Feed is defined as the distance of the cutting tool advance per revolution. It may be expressed as mm/rev. Feed depends on tool geometry, surface finish required on work, rigidity of tool and coolants used. 1.20 Depth of Cut This is the distance between the unfinished surface of the work and the bottom of the cut, measured in a direction normal to the machined surface of the work dx -d9 Depth of cut = — --------------------------- v 2 Where dj = diameter of unfinished work, and d, = diameter of finished work. 1.21 Introduction on tool wear and tool life During any machining process the tool is subjected to three distinct factors: forces, temperature and sliding action due to relative motion between tool and the work piece. Due to these factors, the cutting tool will start giving unsatisfactory performance after some time. The unsatisfactory performance may involve: lpss of dimensional accuracy, increased surface roughness, and increases power requirements etc. the unsatisfactory performance results from tool wear due to its continued use. When the tool wears out it is either replaced or reconditioned, usually by grinding. This will result in loss of production due to machine down time in addition to the cost of replacing or reconditioning the tool. Thus, the study of tool wear is very important from the standpoint of performance and economics. Due to a large number of factors over, which the tool wear, depends (hardness and type of tool material, type and condition of work piece, dimensions, of cut, i.e, feed and depth of cut, tool geometry, tool temperature, which in turn, is a function of cutting speed surface finish of tool temperature and cutting fluid), the majority of studies in tool wear are based on experimental observation, since the analytical study will be very difficult. 1.22 Tool Life Tool life is the time involved in machining between two successive grindings of a cutting tool. The various ways in which it can be expressed are given below: 1) Time of machining between removed; 2) Volume of material removed; 3) Number of pieces machined; 4) Equivalent cutting speed. However the time of machining between grinds is a popular measure of tool life.
- 29. Principles of Metal Cutting 1.29 1.23 Tool Life Equations Tool life T is the cutting time at the end of which a given tool may be termed unusable on the basis of a selected tool failure criterion. A tool life equation is an empirical relationship between the tool life and one or more variables of the cutting process, e.g cutting speed V, feed f and depth of Cut d, etc. the most famous tool life equation is due to Taylor. On the bass of his experimental work, Taylor showed that tool life T and cutting speed V are related to each other as follows VP = C (1.23) Where the constant n is called the tool life exponent and the parameter c is known as the Taylor constant. Making T = 1 in the above equation, we find that C is equal to the cutting speed for 1 min tool life. The constants n and c depend upon the tool and work materials, fed and depth of cut, type of coolant and tool geometry etc. equation (1.23) can be rewritten as LogV + nlogT= logc (1.24) (or) log T= (%) logc - ( % ) log V On a log-log graph the Taylor's tool life equation represents a straight line as shown in Fig.1.30. Equation (1.23) can be generalized to include the effects of feed and depth of cut; one such relationship is of the form VT t"] d"2 = C1 Where the exponents n, na and the constant c} depend upon tool and work materials tool geometry, and type of coolant, etc. (Table.1.4) Table:1.4 Exponents n, na and n2 in tool-life equation (1.25) S.No Tool material Work material n nx n2 1 2 3 Cemented carbide Ti-coated tungsten carbide Cemented oxide Steel Steel Steel 0.30 0.27 0.38 0.31 0.42 0.48 0.13 0.15 0.12 Colding assumed that the tool life is directly related to the tool temperature and considered the so-called chip equivalent q defined below as the chief factor controlling the tool temperature. Fig.1.30. Taylor's tool life plot on log-log scale
- 30. 1.30 (1.26) Where f is the feed rate, d the depth of cut, rn the nose radius of the tool, and Cs the side cutting edge angle in radians. On the basis of the above assumptions, colding proposed the following tool life equation. (1.27) Where K,.is the thermal diffusivity of the too material Tthe tool life C2 a constant, Vthe cutting speed, q the chip equivalent given by equation (1.26) and m the tool life exponent. Fig.1.31. Chip equivalent q Brewer and Rveda expressed equitation equation (1.27) in the form (1.28) Where (3 is a constant depending upon the tool and work material and type of coolant, etc, te is called the equivalent (uncut) chip thickness = 1/q, and p is a constant. Anther form of the tool life equation is as follows: (1.29)
- 31. Principles of Metal Cutting 1.31 where Cj.s the cutting speed (m/min) for 60 min tool life when the area of cut is 1mm2 and the slenderness ration G=d/f=5, and g,z and n are constants, Table.1.5 gives the typical values of Cv,z,g and n for different tool work combinations. Table.1.5: Values of constants for use in Equation (1.29). Tool material HSS Carbides Work material Cv z 8 n Cv z g n Steels Cast iron (nodular) Cast iron (flank graphite) 20-80 25-100 20-50 0.28 0.20 0.20 0.14 0.10 0.10 0.15 0.20 0.20 35-350 60-220 45-130 0.28 0.20 0.20 0.14 0.10 0.10 0.30 0.25 0.25 1.24 Wear mechanisms (or) Types of wear Some of the important tool wear mechanisms of a hard metal (tool) which is in contact with a softer but deforming metal sliding past the former at a fairly high speed are described below. 1.24.1 Shearing at high temperature The hard metal systems at high temperature. There fore, its shear yield stress becomes several times smaller than what it is at room temperature though the metal slides over it has lower yield stress, it may get so much work hardened as to be able to exert frictional stress sufficient to cause yielding by shear of the hard tool metal (Fig.1.32). The higher the temperature at the interface, the greater is this effect. Fig.1.32. Wear by plastic shear
- 32. 1.32 1.24.2 Diffusion wear When a metal is in sliding contact with another metal and the temperature at their interface is high conditions may become right for atoms from the harder metal to diffuse in to the softer matrix, there by increasing the latter's hardness and abrasiveness, on the contrary atoms from the softer meta may also diffuse into the harder medium weakening the surface layer of the latter to such an extent that particles on it are dislodged torn (or sheared off) and are carried away by the flowing medium (Fig.1.33). Diffusion is a phenomenon strongly dependent upon temperature. For example diffusion rate is approximately doubled for an increment of the order of 20° C in the case of machining steel with HSS tools. 1.24.3 Adhesive wear (Attrition wear) Let a softer metal slide over a harder metal such that it always presents a newly- formed (nascent) surface to the same portion of the hard metal on account of friction high temperature and pressure, particles of the softer a material adhere to a few high spots of the harder metal. As a result, flow of the softer metal over the surface of the hard metal becomes irregular or less continuous. More particles join up with those already adhering and a so-called built-up edge is formed. Sooner or later some of these fragments which may have grown up to microscopic size are torn from the surface of the hard metal. When this recess continues for some time it appears as if the surface of the hard metal has been nibbled away and made uneven (Fig.1.34). Fig.1.33. Wear by diffusion Fig. 1.34. Adhesive wear
- 33. Principles of Metal Cutting 1.33 1.24.4 Abrasive wear The softer metal sliding over the surface of the harder metal may contain appreciable concentrations of hard particles. For example, castings may have pockets of sand in then. In these conditions, the hard particles act as small cutting edge like those of a grinding wheel on the surface of a hard metal which in due course, is worn out through abrasion. In addition, the particles of the hard metal its intermittently come unstuck (or get torn out) from its surface are dragged along or rolled over. These particles plough grooves into the surface of the hard metal (Fig.l .35). Fig.1.35. Abrasive wear 1.24.5 Fatigue wear When two surfaces slide in contact with each other under pressure, asperities on one surface interlock with those of the other. Due to the frictional stress, compressive stress is produced on one side of each interlocking asperity and tensile stress on the other side. After a given a pair of asperities have moved over or through each other, the above stresses are relieved. New pairs of asperities are, however, soon formed and the stress cycle is repeated. Thus the material of the hard metal near the surface undergoes cyclic stress. This phenomenon causes surface cracks, which ultimately combine with one another and lead to the crumbling of the hard metal. Further, the hard metal may also be subjected to variable thermal stress owing to temperature changes brought about by cutting fluid, chip breakage and variable dimensions of cut, again contributing to fatigue wear. Fig.1.36. Stress distribution around the interlocking asperities 1.25 Kinds if tool damage (or) type of tool failure The main manifestations of tool wear are flank wear and crater wear (Fig.1.37)
- 34. Fig.1.37. Kinds of tool wear 1.25.1 Flank wear This wear produces wear lands on the side and end flanks of the tool on account of the rubbing action of the machined surface. In the begining, the tool is sharp and the wear land on the flank has zero width. However very soon, the wear land develops and grows in size (Fig. 1.38) on account of abrasion, adhesion, shear, etc. In Fig.1.38, we note that the wear land is not of uniform width. It is widest at some distance away from the nose. This is due to the fact that the material cut by this part of the cutting edge had been work hardened during the precious cut. The frictional stress and maximum temperature at the flanks also go on increasing becomes the predominant wear mode on the flank. After a critical wear land has formed, further wear takes places at an accelerating rate (Fig.1.39). 1.34 Fig.1.38. Progression of flank wear
- 35. Fig.1.39. Change in flank wear land width with time It is advisable to change the tool well before the onset of rapid wear in order to avoid catastrophic tool failure. During the steady wear phase, flank wear is caused mainly through abrasion, whereas during the rapid wear phase, it is caused by diffusion. 1.25.2 Crater wear It occurs on the rake face of the tool in the form of a pit called the crater. The crater is formed at some distance from the cutting edge. Careful measurements have shown that the locations of maximum cratering and maximum chip-tool interfacial temperature coincide with each other. It may therefore be assumed that cratering is a temperature dependent phenomenon caused by diffusion adhesion, etc. Principles of Metal Cutting 1.35 Fig.1.40. Progress of cratering
- 36. 1.36 Fig. 1.40 shows how the radius of curvature Re, the depth of crater dc, the width of crater b and the distance of the start of the crater from the tool tip a change with time. The crater significantly reduces the strength of the tool and may lead to its total failure. 1.26 Effect of process parameters on tool life The different wear mechanisms are influenced by the hardness and strength of the different constituents of the work material, hot hardness, toughness and resistance to abrasive wear of the tool material, tool temperature and affinity between work and tool materials. Below, we discuss the effect of the various machining parameters on tool life in terms of the above factors. 1.26.1 Tool material The properties of the tool material which enhance its life include the following: (a) High hot-hardness to resist deformation, adhesion and abrasion at the relatively high cutting temperatures occurring on the rake and flank faces of the tool, especially at high cutting speeds. (b) Toughness to resist sudden loads in interrupter cutting, and large steady cutting loads when heavy cuts are taken. (c) Wear resistance (d) Lack of chemical affinity with the work material, and (e) High thermal conductivity and specific heat (combined with low coefficient of thermal expansion) to minimize thermal stress and thermal shock. 1.26.2 Work Material The properties of the work material that tend to increase the life of the tool include the following: (a) Softness (or lack of hardness) to reduce cutting forces, cutting temperature and abrasive wear, (b) Absence of abrasive constituents such as surface scale, and sand slag inclusions, (c) Presence of desirable additives like lead t act as boundary lubricants and sulphur to reduce cutting forces and temperatures by acting as a stress raiser, and (d) Lack of work-hardening tendency that tends t reduce cutting forces and temperature and also abrasive wear and (e) Occurrence of favorable microstructure, e.g. in high carbon steels.
- 37. Principles of Metal Cutting 1.37 1.26.3 Speed feed and depth of cut Higher cutting speed increases tool temperature and softens the tool material. If there by aids abrasive, adhesive and diffusional wear the cumulative effect is an exponential decrease in tool life as given by Taylor's tool life equation. The larger the feed, the greater is the cutting force per unit area of chip-tool contact on the rake face and work-tool contact on the flank face. Cutting temperatures and therefore the different types of wear are increased. An increase in cutting force as a result of larger feed also increass the likelihood of chipping of the cutting edge through mechanical shock. If the depth of cut is increased, the area of the chip-tool contact increases roughly in equal proportion to the change in depth of cut. Consequently the rise in tool temperature is relatively small. 1.26.4 Tool Geometry Rake angles, cutting edge angles, relief angles and nose radius affect tool life by varying degrees. The effective (or velocity) rake angle (ae or av) increases when the side rake angle or the back rake angle or both are increased. The cutting forces, tool temperatures and tool wear decrease with in- crease in the rake angle. Consequently, tool life improves when rake angles are increased. However, large rake angles make the cutting edge sharper and reduce its mechanical strength making the tool liable to chipping. There fore, there is an optimum rake angle associated with every tool-work pair (Fig.1.41). The side cutting edge angle alters the length of the engaged cutting edge with out affecting the area of cut. As a result, the chip equivalent q is changed. When the side cutting edge angle is increased, the chip equivalent q as well as the area of chip-tool contact are increased without significantly changing the cutting forces. Therefore, tool temperature and rate of wear are decreased while the tool life is increased. As noted previously, the cutting edge angle is beneficial in another respect also. By moving the point of impact away from the tool tip, it saves it from chipping. Increase in nose radius also increases the value of the chip equivalent q and improves tool life. From Fig. 1.42, we observe that if the relief angle is increased, the volume of wear required to reach a particular width of flank wear land is also increased. Therefore larger tool life values are obtained in the case of larger relief angles and vice versa. Fig.1.41. Effective rake angle versus tool life
- 38. 1.38 On the other hand of larger the relief angles, smaller is the more liable the tool is to chipping or fracture. Fig.1.42. Effect of relief angle on tool life The tool life is optimum when the relief angles are optimum (Fig. 1.43) Fig.1.43. Optimality of relief angle 1.26.5 Cutting Fluid The cutting fluid cools the chip and the work piece and may even reduce to some extent the frictional stress at the tool-work and tool-chip interfaces. Therefore the cutting temperatures are decreased. If the tool material has low value of hot hardness (e.g. in the case of carbon steel and HSS tools), there is appreciable increase in tool life as a result of supply of the coolant to the cutting zone. However in the case of carbides and oxides which have high values of hot-hardness, cutting fluid has negligible effect on tool forces or tool life. 1.26.6 Vibration Behavior of the Machine-Tool work system The machine tool and work constitute a vibratory system having several significant modes of vibration with corresponding modal stiffness and damping. The larger the individual stiffness of machine, tool and work, and larger the inherent or inbuilt
- 39. Principles of Metal Cutting 1.39 damping, the greater is the dynamic rigidity of the system and less prone it is to large amplitude vibration or chatter. On the other hand, if the machine is not properly designed, if the work-piece is long and thin or if the tool overhang is excessive, chatter may occur during cutting. It is known that chatter may cause fatigue failure or catastrophic failure of the tool due to mechanical shock. 1.26.7 Interruptions in the cut Sometimes the job is such that cutting edge has to frequently enter and exit from the cut as, for example, inturning a work piece having long itudinal slots. Each entrance and exit means an impact on the cutting edge that can shorten the tool life, especially if the tool material is hard or brittle. 1.26.8 Built-up edge The built-up edge increases the effective rake angle of the tool and reduces the cutting force, tool temperature and wear. However the built-up edge has a tendency to grow in size become unstable and finally break-up. The net effect of the built-up edge is an increase in flank wear and decreases in crater wear. 1.27 Cutting fluids or coolants A large amount of heat is generated during the process of metal cutting. The major part of this heat is carried away by the chips and the rest shared by the work piece and the tool. The heat thus generated has detrimental effects upon the cutting edge of the tool; the keenness of cutting edge is lost. To reduce the detrimental influence of heat on the tool as well as on the work piece, the heat generated during metal cutting should be effectively removed using proper type of cutting fluids or coolants. The use of cutting fluids improve mach inability, tool life, surface finish and also provides considerable reduction in machining forces and chip interference. For higher metal removal rates the heat generated during cutting is more. Therefore cutting fluids are used to remove heat more rapidly. 1.28 Functions of Lubricants and Coolants The coolants and lubricants used in the machining process perform the following functions: 1) They cool the tool and the work surface. 2) They carry away the chips. 3) They improve surface finish. 4) They protect the finished surface from corrosion. 5) They cause the chips to break into small pieces. 6) They increase the tool life. 7) They provide cushioning effect between the job surface and the tool.
- 40. 1.40 8) They prevent adhesion of chips to the tool or work piece or both. 9) They improve mach inability and reduce machining forces. 1.29 Properties of cutting fluids In order to perform the above functions to use a fluid as a cutting fluid it should possess the following properties. 1) High heat absorption. 2) Good lubrication qualities. 3) High flash point 4) Stability 5) Odourless 6) Non-toxic to the operator. 7) Low viscosity 8) Non-corrosive and non poisonous. 9) Cause no discolouration to the work. 10) Should not produce fog and smoke during usage. 1.30 Methods of applying cutting fluids The method of application of a cutting fluid is very important if one wishes to realize the full benefit of its use and to conserve it or reduce the wastage. In most machine tools, the system consists of a pump mounted on a tank containing the cutting fluid. The outlet of the pump is connected to a nozzle through a flexible pipe. The nozzle can be adjusted to direct the stream of the fluid at the desired point (cutting zone). This is the most common method and is called flood application. In a second method, the fluid may be passed through a specially designed nozzle so that it forms very fine droplets of cutting fluid or produces a mist. The drop size may range from 5 to 25 um. This mist is directed at the cutting zone at a high velocity. This method is called mist application. This method of application has an advantage over the flood method because during most formation the temperature of fluid falls due to expansion, and so it can absorb more heat. Since it can be directed at high speeds it has a better cooling effect. In cutting processes, particularly in machining with carbide tools, flood application may cause cracks. In such cases, mist application can be highly useful in enhancing tool life. A more recent method of application which promises greater benefits over the existing methods is called "high-jet method"
- 41. Fig.1.44. The high-jet method The method was first suggested by Piggott and colwell and later it becomes the subject matter for many investigators. In this method a narrow jet at high velocity is directed at the flank surface of the cutting tool as shown in Fig. 1.44. Both straight mineral oils and water-based fluids can be used. Fig.l .45 shows the effect of jet pressure on the interface temperature, using straight mineral oil. It shows that minimum temperature occurs at about 14kg/cm2 . Similar trends are observed with water- based fluids. However, the optimum occurs at a medium value of jet pressure. Principles of Metal Cutting 1.41 Fig.1.45. Effect of jet pressure on chip-tool interface temperature
- 42. 1.42 1.31 Types of cutting Fluids 1.31.1 Straight cutting oils These are of three type, i.e. 1) Mineral oils 2) Fatty oils 3) Combination of mineral and fatty oils. These oils have high lubricating properties but poor heat absorption quality. The heat transfer rates achieved by this application are the lowest among the cutting fluids. Hence, these are only suitable for low cutting speeds. 1.31.2 Oils with Additives The beneficial effect of mineral oils can be improved with the help of additives, which are generally compounds of sulphur or chlorine. Addition of sulphur compounds reduces chances of chip welding on the tool rake face. Microbiocides may be added to prevent any organic growth. Fatty oils may be added to improve the lubricity of these oils. These oils can be used for light to heavy-duty cuts at low or medium cutting speeds. 1.31.3 Soluble Oils These are also called water-based cutting fluids. These are mineral oils, fat mixtures and emulsifiers added to water. The oil is held in the form of microscopic droplets (collidal) in water, which assumes a white milky appearance. Because of water, these fluids have excellent cooling effects. The mixtures can be prepared in different ratios of cutting oil and water in order to get the desired heat transfer and lubricity characteristics. For higher heat transfer, light mixtures may be made. For high lubricity richer mixtures of oil with water would be necessary. The mixtures may be from 1:5 to 1:100 of oil to water. 1.32 Selection of cutting fluids The selection of a particular cutting fluid for a certain operation depends on many factors and they are 1) The service expected of the fluid 2) Cutting conditions and 3) Cost of the cutting fluid. If the fluid is to be used only for the cooling purpose the emulsions are the best. In case the anti welding and lubricating properties are the primary requirements, the straight mineral oils are used. However, if the performance of both is similar, the cost will be the deciding factor.The following table shows the common applications of various cutting fluids in different machining operations.
- 43. Principles of Metal Cutting 1.43 Table. 1.6 shows the use of cutting fluids in different machining operations. Table 1.6: Use of cutting fluids indifferent machining operations. S.No Operation Cutting conditions and other requirements Suggested fluid 1 Turning Selection of cutting oil depends upon the cutting speed, feed and the material being turned. (1) For steel-25% sulphur base oil with 75% mineral oil. (2) For aluminum-mineral oil with 10% soluble oil. (3) Brass-mineral oil with 10% fatty- oil (4) Copper, bronze, monel metal, malleable cast iron-soluble oil with 90 to 95% water 2 Drilling and boring The requirements are of lubrication and cooling both so as to avoid chatter, minimize heat generation and cool the and work. (1) For steel soluble oil with 75% water. (2) Aluminium-soluble oil with 75 to 90% water. (3) Brass-soluble oil 75% to 90% water or lard oil with 30 to 70% and remaining mineral oil. 3 Sawing Cutting fluid is required for clearing the saw teeth, carry away the heat generated and prevent adhesion of chips. For steel -soluble oils. 4 Broaching Heavier cuts are taken Soluble oils, sulphurised oils. 5 Shaping Usually no cutting oil is used. 6 Milling The common requirements include cooling, lubrication of tool chatter. Sulphurised mineral fatty oils or emulsions in sample quantity. 1.33 Machinability The 'ease' with which a given material may be worked with a cutting tool is machinability. Machinability depends on: 1) Chemical composition of workpioce material. 2) Micro-structure. 3) Mechanical properties 4) Physical properties 5) Cutting conditions.
- 44. 1.44 In evaluating machinability the following criterion may be considered: 1) Tool life between grinds. 2) Value of cutting forces. 3) Quality of surface finish. 4) Form and size of chips. 5) Temperature of cutting. 6) Rate of cutting under a standard force 7) Rate of metal removed. The main factor to be chosen for judging machinability depends on the type of operation and production requirements. Some factors that are used to predict and calculate machinbility are tensile strength, brinell hardness and shear angle. The shear angle of a given material may be calculated, as explained before, by comparing chip thickness before removal t with the chip thickness after removal t. c i.e., interms of . In terms of shear angle this is found by use of the formula 1.33.1 Machinability Index Good machinability implies satisfactory results in machining. But this machinability is not a basic standard, but is relative. The rated machinability of two or more metals being compared may very for different processes of cutting, such as heavy turning, light turning, forming, milling, drilling, etc. Good machinability indicates many aspect, but many times one or more objectives must be satisfied to obtain others. The machinability of different metals to be machined may be compared by using the machinability index of each. This is defined as follows: Machinability index, A free-cutting steel, which is machined relatively easily and machinability index of which is arbitrarily fixed at 100 percent, is considered a standard steel. This steel has carbon contents of 0.13 maximum, manganese of 0.06 to 1.10 and sulphur of 0.08 to 0.03 percent. 1.34 Cutting Tool Materials The machining process involves shearing of the work material in a narrow region a head of the tool. This region is subjected to severe conditions such as high temperature.
- 45. Principles of Metal Cutting 1.45 A successful cutting tool for machining must resist these severe conditions and provide good quality finished surface Cutting tool materials must meet the following requirements: 1) High hardness and wear resistance to retain sharp cutting edge 2) High toughness and strength to resist the breakage of cutting edge. 3) High hot hardness to retain hardness and strength at elevated temperatures. 4) Non-deformable characteristics (resistance to deformation) to prevent the distortion of cutting tool during heat treatment and machining process. 5) Good chemical stability to prevent rusting 6) High thermal conductivity to dissipate heat from the cutting zone 7) Low-coefficient of friction to reduce heat generation during machining process 8) Easy sharpen ability during service 9) Easy availability, and 10) Low cost. The following materials are most commonly used for cutting tools. 1) High-carbon steel, 2) High-speed steel, 3) Cast alloys, 4) Cemented carbides, and 5) Ceramics. 1.34.1 High-Carbon Steel Plain carbon steel containing 0.6 to 1.2% c is the oldest metal cutting tool material. ; They are easy to manufacture, but their chief draw back is low wear resistance and hot hardness. They are used for cutting soft material at low speed. They are particularly useful for form tools. 1.34.2 High-Speed Steel A complex alloy steel containing tungsten, chromium, vanadium and other elements' (cobalt, molybdenum) is called high-speed steel. HSS is a heat-treatable, tough material that can be retain its cutting edge up to 650°c. These are employed in cutting tools operating at high speeds and therefore should possess an appropriate red hardness. High-speed steels of carrying compositions are produced for different application, they may be grouped in three main classes. 1.34.2.1 18-4-1: It contains 18% tungsten, 4% chromium, 1% vanadium and 7% carbon. This tool is referred to as the tungsten-type HSS. It has good wear and heat resistance. It is called as a standard tool steel. Chromium increases the depth of
- 46. 1.46 hardness and add some wear resistance: vanadium increase toughness and limits grain growth: tungsten provides red-hardness. 18-4-1 H.S.S. is extensively used for drills, lathe and planer tools and milling cutters. 1.34.2.2 6-6-4-2: It contains 6% molybdenum, 6% tungsten 4% chromium, 2% vanadium and 0.8 to 1%, carbon. This tool referred as molybdenum type H.S.S. it has good wear and impact resistance, molybdenum added to HSS provides excellent cutting ability and toughness. 1.34.2.3 Super HSS It is made be adding 2-15% cobalt to T-Type HSS. Cobalt performs a very special function in improving red hardness. Super HSS had good cutting ability for heavier cuts (rough machining) that result in higher temperatures: but it is extremely hard and more brittle than steels of other class. 1.34.3 Stellite (Cast Alloys) Stellites consist of cobalt (45%), chromium (35%) tungstan (18%) and carbon (2%). The iron content instellite verylow (3-4%). It may be regarded as cutting material with properties intermediate between those of H.S.S and the cemented carbides. Stellite is inherently hard and requires no heat-treatment, however:it can not be forged and must be cast to shape. Stellite is non-magnetic, non- corrodible, and possess low coefficient of fraction and high strength. It is used in the form of tips brazed to shank of plain carbon steel. It is also used for gauges. 1.34.4 Cemented carbides Cemented carbide tools are made of powder metallurgy technique by using powdery mixture of tungsten, titanium carbide and metallic cobalt. During the production: cobalt is used to cement (bond) the carbide grains together. Cemented carbides are produced in the form of chips and does not required the heat treatment. The cemented carbide tips are brazed on the steel shank. These alloys are extremely hard wear resistant and retain their hardness at temperature up to 1000°c. These are widely used for wire-drawing dies and other similar application. 1.34.5 Ceramics Ceramics are latest tool material. These are prepared as tool tips from finely divided oxide (Al2 03 and 10% of other oxides of magnesium, titanium and chromium) powders. These powders are formed into shape by cold pressing and sintering or by hot pressing. The hardness of ceramics is greater than cemented carbides, but it is more brittle. The advantage of ceramics is lower cost and better wear resistance. The ceramic tips are supplied in throw away form.
- 47. Principles of Metal Cutting 1.47 Application of these cutting tools are presented in Table 1.7 Table. 1.7 Cutting tool application. S.No Cutting tool Application 1 Tool steel (High carbon steel) For machining soft material at low speed. 2 High speed steel General purpose 3 Cobalt high speed steel For machining hard surfaces and abrasive material. 4 Cost alloy (Satellite) For machining hard cast iron, and steel. 5 Tungsten carbide For machining gray cast iron, stainless steel, die cast alloys, non-ferrous metals. 6 Tungsten carbide and cobalt For machining tool steel, alloy steel, alloy cast iron. 7 Titanium carbide and nickel For precision machining requiring (or molybdenum) high quality surface finish 8 For machining abrasive castings and hard steel. 1.35 Gear Boxes A gearbox for machine tool should posses the following requirements: 1) Provide adequate spindle speeds 2) Transmit desired power 3) Provide smooth silent operation of the transmission and accurate rotation of the spindle with out vibrations. 4) Simple construction in respect of total number of shafts, gears, clutches, bearing and control system components. 5) Easy of carrying out preventive maintenance and to make the adjustments in bearing clutches etc. by taking care of easy access. 1.35.1 Methods for Changing Speeds in Gear Boxes The speed of gearbox can be changed by engaging the various transmissions in gearboxes by changes (slip) gears, or using friction clutches. Change gears are used when the spindle drive is to be changed in frequently. Lot of time is lost in changing speeds. Gear boxes with sliding purpose machine tools because of their simplicity and reliability. Gear boxes with jaw clutches are commonly used in heavy machine tools. Friction clutch for changing speed is used mainly in the group transmissions of small medium size and turret lathes.
- 48. Fig. 1.47 Sliding gears type gear boxes (Fig. 1.47) can transmit heavy torque and can run at high speeds. These gear boxes have sliding cluster gears and the gears not participating in the transmission of power to the spindle in a given engagement are not in mesh. 1.36 Feed Gear Boxes Feed gearbox is located in front to change the feed rate as desired for given application. The drive of the feed mechanism may be powered by a separate electric motor or from the head stock spindle through a gear, chain or belt transmission. Various drives for feed gearboxes are discussed below. 1.36.1 Norton Gear Box It is commonly found in engine lathes. The different speeds of driven shaft are; obtained by engaging the tumbler gear with gear cone fitted on the driving shaft. The sliding gear is keyed to the driven shaft and meshes with tumbler gear, which is held in a bracket pivoted on the driven shaft. 1.48
- 49. Fig.1.48 Fig. 1.48 shows a better version of Norton gear in which one gear is slided on splined input shaft to obtain different speeds by engaging desired gear on intermediate shaft. Fig.1.49 1.36.2 Feed Gear Box of Meander Type It is a three-shaft mechanism made up of a series of identical cluster gear and a sliding gear with a tumbler gear. In this gearbox all the cluster gears rotate continuously in mesh including cluster gears, which do not participate in a particular engagement. 1.36.3 Clutched System A clutch can be used to transfer power from the driving shaft to feed screw shaft. Principles of Metal Cutting 1.49
- 50. 1.50 Fig.1.50. A clutch can slide on splined shaft. When the clutch is connected at left the speed (iVj) of feed screw shaft is given by When the clutch is connected to right gear the speed [N2] of feed screw shaft is given by 1.36.4 Ruppert Drive It is a clutched drive using two clutches and six gears 1,2,3,4,5 and 6 to provide 4 speeds to feed screw shaft .When clutch 1 is towards left and clutch 2 is also towards left, the output shaft will have one speed. When clutch 1 is towards right and clutch 2 is towards left the feed screw shaft will have second speed. When the clutch I is towards right and 2 is also towards right the feed screw shaft will have third speed and when clutch 1 is towards right and clutch 2 is towards right the feed screw shaft will have towards speed. A typical ray diagram for this drive is shown in Fig.1.51 and actual cross sectional diagram is shown in Fig. 1.52. Fig.1.51 Fig.1.52
- 51. Principles of Metal Cutting /.ix— 1.36.5 Pre-Optive Gear Box Such gear boxes are quite commonly used in capstan and turret lathes. In a pre-optive gear box the operator preselects the speed on a dial and then pulls a lever to obtain it. Fig. 1.53 A clutch is operated to get the desired speed without stopping the machine. Thus where frequent speed changes are necessary this type of gearbox is quite helpful. The arrangement of an eight speed gear box is shown in Fig. 1.53 (a) and Fig. 1.5 3(b) shows ray diagram for the same.