Ijmet 10 02_033

Vibratory welding is a non-thermal method to reduce the residual stresses. In vibratory welding, mechanical mode of vibrations is imparted to the specimen during welding. This paper presents influence of mechanical vibrations (voltage input to the vibromotor) on the hardness of aluminium alloy weldments. Vibratory Tungsten inert gas welding is applied to join alloy weldments. In this hardness values of aluminium alloy weldments are analyzed for different vibromotor voltage inputs keeping other parameters constant i.e., flow rate of gas, speed of welding, weld current and the vibration time of the specimen. It is observed that hardness of aluminium alloy weldments is increasing with voltage input to the vibromotor from 50 V to 160 V. it is also noticed that the hardness of aluminium alloy weldment is decreasing when the voltage input to the vibromotor is more than 160V.

Recommended
Recommended
More Related Content
What's hot
What's hot (19)
Similar to Ijmet 10 02_033
Similar to Ijmet 10 02_033 (20)
More from IAEME Publication
More from IAEME Publication (20)
Recently uploaded
Recently uploaded (20)
Ijmet 10 02_033
- 1. http://www.iaeme.com/IJMET/index.asp 327 editor@iaeme.com International Journal of Mechanical Engineering and Technology (IJMET) Volume 10, Issue 02, February 2019, pp. 327–333, Article ID: IJMET_10_02_033 Available online at http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=10&IType=02 ISSN Print: 0976-6340 and ISSN Online: 0976-6359 © IAEME Publication Scopus Indexed EFFECT OF TRANSVERSE VIBRATIONS ON THE HARDNESS OF ALUMINUM 5052 H32 ALLOY WELDMENTS M.VykuntaRao* Department of Mechanical Engineering, GMR Institute of Technology, GMR Nagar, Rajam- 532127, Andhra Pradesh State, India P. Srinivasa Rao Department of Mechanical Engineering, Centurion University of Technology and Management, Odisha State, India B. Surendra Babu Department of Industrial Engineering, GITAM Institute of Technology, GITAM University, Visakhapatnam - 530045 Andhra Pradesh State, India. ABSTRACT Vibratory welding is a non-thermal method to reduce the residual stresses. In vibratory welding, mechanical mode of vibrations is imparted to the specimen during welding. This paper presents influence of mechanical vibrations (voltage input to the vibromotor) on the hardness of aluminium alloy weldments. Vibratory Tungsten inert gas welding is applied to join alloy weldments. In this hardness values of aluminium alloy weldments are analyzed for different vibromotor voltage inputs keeping other parameters constant i.e., flow rate of gas, speed of welding, weld current and the vibration time of the specimen. It is observed that hardness of aluminium alloy weldments is increasing with voltage input to the vibromotor from 50 V to 160 V. it is also noticed that the hardness of aluminium alloy weldment is decreasing when the voltage input to the vibromotor is more than 160V. Key Words: vibratory welding, voltage input to the vibromotor, tungsten inert gas welding, hardness Cite this Article: M.VykuntaRao, P. Srinivasa Rao and B. Surendra Babu, Effect of Transverse Vibrations on the Hardness of Aluminum 5052 H32 Alloy Weldments, International Journal of Mechanical Engineering and Technology, 10(2), 2019, pp. 327– 333 http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=10&IType=02
- 2. M.VykuntaRao, P. Srinivasa Rao and B. Surendra Babu http://www.iaeme.com/IJMET/index.asp 328 editor@iaeme.com 1. INTRODUCTION In the fusion welding process welded specimen is subjected to local non-uniform heating and cooling cycles. Because of non-uniform heating and cooling cycles, complex thermal stresses and strains are induced. These complex thermal stresses lead to the development of residual stresses. Residual stresses will reduce the service life of structures. Residual stresses cause permanent changes in the structure. Because of Residual stresses, Mechanical properties of weldments will decrease. Residual stresses are decreased, and mechanical properties can be improved by providing vibrations during welding. 2. LITERATURE SURVEY Rao et al., (2013) developed a vibratory setup. Vibratory setup produces the mechanical vibrations. These mechanical vibrations are induced into the weld pool during welding. Author fabricated a new setup for inducing vibrations to the specimens while welding. With the change of the voltage of the vibromotor, vibration parameters i.e., frequency, acceleration and amplitude of the specimens are varied. Improvement in the tensile strength of welded specimens is observed in the vibratory welded specimens. The grain size was completely responsible for the increase in mechanical properties. During the solidification of weld pool, the larger grains were broken into small grains due to the mechanical vibrations imparted to the welded specimen. During this process refined microstructure was achieved. This refined microstructure was entirely responsible for the improvement of mechanical properties. Microstructure also revealed the same. The hardness and UTS of welded specimens prepared in presence of vibration during welding are more compared to the specimens joined without any vibration. Hence increase of UTS and hardness and grain size refinement were observed. Therefore, improvement of UTS and hardness was observed for the welded joints fabricated under vibrations when it is compared to weldments prepared without vibrations. Further, with the increase in the vibromotor voltage input there was an enhancement in the UTS. There was positive influence of increase in acceleration and acceleration on the tensile strength of the welded specimens. Kalpana et al., (2016) explored the amplitude effect on the tensile strength of mild steel and stainless-steel weldments. Vibratory and normal tungsten inert gas welding carried out on the weldments. Specimens were welded at different amplitudes i.e., 0.235 mm, 0.324mm and 0.425 mm. Authors observed that with the increase in amplitude, the tensile strength of dissimilar weld joints were increased. Prakash et al., (2010) presented the influence of vibratory welding condition on the behavior of solidification and the changes in mechanical properties. Authors summarized that low frequency vibrations in the welding and casting reduces the porosity. Because of vibrations, higher cooling rate was achieved in the welding which produced the finer grain size. Mechanical properties were benefited with the finer grain size. Residual stresses at the outer surface were reduced by the vibratory welding. Vibrations during welding can be an alternative method to the heat treatment, and it has many economical and technical benefits. Govindarao et al., (2012, Rao et al., (2014, Rao et al., (2015, Rao et al., (2014, Rao et al., (2015) designed a vibratory setup that creates the required recurrence with appropriate amplitude and acceleration with the input voltages, which helps in delivering uniform and fine grain structure in the welded joints which thusly enhances the mechanical properties of the welded specimens at heat affected zone. 3. EXPERIMENTATION Aluminium 5052-H32 alloy is selected for the analysis. Composition of aluminium 5052 H32 is tested with the help of Spectro analyzer. Magnesium is the main alloying element in aluminium
- 3. Effect of Transverse Vibrations on the Hardness of Aluminum 5052 H32 Alloy Weldments http://www.iaeme.com/IJMET/index.asp 329 editor@iaeme.com 5052-H32 alloy. Apart from the magnesium, aluminium is 96.45%, chromium 0.328%, copper 0.033%, Ferrous 0.278%, silicon 0.141%, and zinc 0.1%. Specimens made of size of 300 x 120 x 6 mm double V-butt welded joints are held on the vibration platform with the help of C- clamps. The speed of the vibromotor is regulated by means of varying the vibromotor voltage through dimmerstat. By means of regulating the vibromotor voltage, vibrations imparted to the specimens are varied. The voltage input to the vibromotor is varied from 50 V to 230 V. Vibration setup is shown in fig [1]. Vibratory setup produces vibrations with different frequencies with the amplitudes in terms of voltages. Relationship between voltage input to the vibromotor and amplitude and the frequency with which the specimen is vibrated is given in the fig [2 & 3]. Amplitude and frequency with which the specimen is vibrated is increasing with the increase of voltage input to the vibromotor. Figure 1. Vibratory welding setup [11] Figure 2. Graph between Voltage input to the vibromotor and Amplitude of vibration table Voltage input to the vibromotor in Volts Amplitudeinmm 40 60 80 100 120 140 160 180 200 220 240 0,3 0,35 0,4 0,45 0,5 0,55 0,6 0,65
- 4. M.VykuntaRao, P. Srinivasa Rao and B. Surendra Babu http://www.iaeme.com/IJMET/index.asp 330 editor@iaeme.com Figure 3. Graph between Voltage input to the vibromotor and Frequency Vibratory TIG welding process has been carried out on the first side of the aliminium 5052 - H32 alloy specimens i.e., specimens are vibrated during TIG welding process. Welded specimen is allowed to reach ambient temperature under natural convection. After that the specimen is flipped and then welded on the other side of the specimen at the same input conditions. The weld specimens are also prepared at other input voltages of vibromotor namely from 50 V to 230 V at an interval of 10 V. Maximum voltage input to the vibromotor is 230 V, if the voltage input crosses 230V the arc gap crosses 3mm, welding is not possible. Minimum 50 V voltage input to the vibromotor is required to operate the vibromotor. Experimentation is further extended for observing the hardness characteristics in the weldments during welding process without applying any vibrations. In the experimentation, Rockwell hardness test has been done on Aluminum 5052-H32 alloy weldments to measure the hardness at the center of the weld bead region according to ASTM E18. Specimens are prepared for different sets of vibromotor voltage. These specimens are subjected to Rockwell hardness test. Test has been conducted at the center of the fusion zone of weld bead. Hardness test is conducted for 19 experiments at the centre of the weld bead region using Rockwell hardness test. 3.1. Procedure of vibratory Tungsten inert gas welding a) The plates which are to be joined are held on the vibration platform with the help of C-Clamps. b) Switch on the power supply. Voltage input to the vibromotor is set to 50 Volts with the help of Dimmerstat. c) c.. Tungsten inert gas welding machine is switched on and 130 amps of welding current and 12 lit/min gas flow rate is maintained d) One side of the specimen is welded with the help of Vibratory TIG welding and it is allowed to cool in the atmospheric air. After that second side of the specimen is welded. e) One set of specimens is welded without any vibrations. f) With an interval of 10 volts, Vibromotor voltage input is varied from 50 volts to 230 volts. Voltage input to the Vibromotor in Volts FrequencyinHz 40 60 80 100 120 140 160 180 200 220 240 750 800 850 900 950 1000 1050 1100 1150 1200 1250
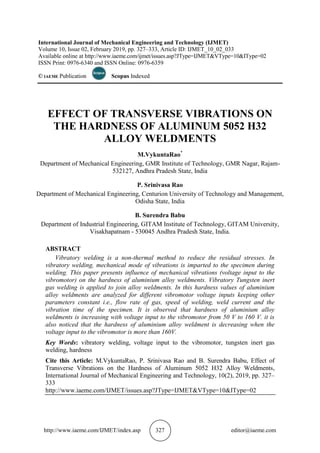
- 5. Effect of Transverse Vibrations on the Hardness of Aluminum 5052 H32 Alloy Weldments http://www.iaeme.com/IJMET/index.asp 331 editor@iaeme.com g) For the produced specimens the Rockwell hardness test was conducted. 4. RESULTS AND DISCUSSION Rockwell hardness test has been performed on the aluminium alloy specimens according to ASTM E18. To ensure accuracy in the results, each experiment conducted three times at the same voltage input to vibromotor and an average hardness value was considered. Fig 4, 5 shows the variation of hardness on first side and second side respectively. Hardness of Al 5052-H32 alloy weldment was increased with the increase of vibromotor voltage input up to 160 volts. It is also observed that there is decrease of hardness value beyond 160 volts. Second side hardness value of Al 5052-H32 is more compared to first side. Hardness value on first side is increased by 15% for the specimen prepared at 160 Volts when compared the specimen prepared without vibration. Hardness of second side is increased by 18% for the specimen prepared at 160 volts when compared with the specimen prepared without vibration. Second side hardness value is 3% more compared with the first side at 160 volts voltage input to the vibromotor. This is mainly because of the over excitation of the specimen after 160 Volts. Over excitation of the specimen after 160 volts resulting the specimen to vibrate with high amplitudes which in turn causes the hardness to decrease beyond 160 volts. Figure 4. Hardness variation of first side at different vibromotor input voltages Voltage input to the Vibromotor (Volts) Hardness 40 60 80 100 120 140 160 180 200 220 240 40 50 60 70 80 Voltage input to the Vibromotor in Volts Hardness 40 60 80 100 120 140 160 180 200 220 240 50 55 60 65 70 75 80
- 6. M.VykuntaRao, P. Srinivasa Rao and B. Surendra Babu http://www.iaeme.com/IJMET/index.asp 332 editor@iaeme.com Figure 5. Hardness variation of second side at different vibromotor input voltages The phenomena which is responsible for the change of hardness is vibration energy. Hardness of the aluminum 5052 H32 specimens increases when the specimen is vibrated to its natural frequency. If the frequency of the specimen exceeds the natural frequency, then hardness value decreases. If the voltage is beyond 160 volts, amplitude of the specimen is more than 0.5 mm which leads to increase the arc gap. When the arc gap increases, contaminants of atmospheric air will be trapped in the weld bead region so that the hardness of the specimen decreases. 5. CONCLUSIONS From the experimentation, following are the conclusions, (i) Rockwell hardness value of Al 5052-H32 specimen on first side is increased by 15% for the specimen prepared at 160 volts vibration compared with specimen prepared without vibration. (ii) Hardness value of Al 5052-H32 specimen on second side is increased by 18% for the specimen prepared at 160 volts when compared with the specimen prepared without vibration. (iii) Second side hardness value is 3% more compared with the first side at 160 volts voltage input to the vibromotor. (iv) Rockwell hardness value decreases beyond 160 volts input vibration to the vibromotor, over excitation of the specimen after 160 volts resulting the specimen to vibrate with high amplitudes which in turn causes the hardness to decrease. REFERENCES [1] Bade Venkata Suresh, G. Musalaiah, P.Srinivasa Rao and P.Govinda Rao, “Influence of Vibratory Weld Conditioning on Hardness of Lap Welded Joints”, International Journal of Mechanical Engineering and Technology (IJMET), Volume 8, Issue 1, January (2017), pp. 169-177. [2] G. Musalaiah, Bade Venkata Suresh, P.Srinivasa Rao and P.Govinda Rao, “Shear Strength Enhancement in Vibratory Lap Welded Joints”, International Journal of Mechanical Engineering and Technology (IJMET), Volume 8, Issue 1, January (2017), pp. 160-168. [3] J.Kalpana, P.Srinivasa Rao and P.Govinda Rao, “Influence of Amplitude on the Tensile Strength of Welded Joints fabricated under Vibratory Weld Conditioning”, Journal of Mechanical Engineering Research and Developments, Vol. 39, issue 3, 2016, pp. 757-762. [4] J. Kalpana, P.Srinivasa Rao and P.Govinda Rao, “Effect of frequency on impact strength of dissimilar weldments produced with vibration”, International Journal of Chemical Sciences, Vol. 14, Issue 3, pp. 1797-1804, 2016. [5] J. Kalpana, P.Srinivasa Rao and P.Govinda Rao, “Effect of vibratory welding process on hardness of dissimilar welded joints”, Engineering Solid Mechanics, Vol. 5, Issue 2, pp. 133-138, 2017, Growing Science Publishers. [6] J. Kalpana, P.Srinivasa Rao and P.Govinda Rao, “Mechanical properties enhancement in dissimilar weldments fabricated under vibratory weld conditioning”, Advanced Science, Engineering and Medicine, Vol. 9, Issue 6, pp. 493–498, 2017. [7] J. Kalpana, P.Srinivasa Rao and P.Govinda Rao, “A review on techniques for improving mechanical properties of fusion welded joints: A Review”, Engineering Solid Mechanics, Vol. 5, Issue 4, pp. 213-224, Growing Science Publishers. [8] J. Kalpana, P.Srinivasa Rao and P.Govinda Rao, “Investigation of acceleration effect on the flexural strength of vibratory dissimilar welded joints”, Materials Focus, Vol. 6, Issue 2, pp. 107-113, 2017.
- 7. Effect of Transverse Vibrations on the Hardness of Aluminum 5052 H32 Alloy Weldments http://www.iaeme.com/IJMET/index.asp 333 editor@iaeme.com [9] Rao, M. V., Rao, P. S., Babu, B. S., & Govindarao, P. (2016). Effect of Vibratory Weld Conditioning on Residual Stresses and Weld Joint Properties: A Review. Journal of Manufacturing Technology Research, 8(1/2). [10] Rao, M. V., Rao, P. S., & Babu, B. S. (2017). Effect of Vibratory Tungsten Inert Gas Welding on Tensile Strength of Aluminum 5052-H32 Alloy Weldments. Materials Focus, 6(3), 325-330. [11] M. Vykunta Rao, P. Srinivasa Rao & B. Surendra Babu, Vibration Effect on the Impact Strength of Al 5052-H32 weldments, Journal of Mechanical Engineering Research and Developments, vol. 40, no. 1, pp. 311-316, 2017. [12] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “Vibratory Assisted Welding System” Published in Official Journal of the Patent Office, Chennai, Journal Issue No. 46/2016, Journal Page No. 72445, Application No: 201641029625. [13] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “Mechanical Properties Improvement of Weldments Using Vibratory Welding System”, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture (JOEM), Vol. 229, issue 5, May 2015, pp. 776-784. [14] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “A Smart Prediction Tool for Estimating Impact Strength of Welded Joints Prepared by Vibratory Welding Process”. Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering. First published on 29th March 2015. [15] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “Evaluation of Bending Strength of the Vibratory Welded Joint Using Regression Technique”, International Journal of Offshore and Polar Engineering, Vol. 25, issue 3, September 2015, pp. 227–230. [16] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “Flexural strength Improvement of Welded Joints prepared by Vibratory Welding Process”, International Journal of Manufacturing, Materials, and Mechanical Engineering (IJMMME),Vol. 5,issue 4,pp.1-16, October-December 2015. [17] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “Impact strength Improvement of Butt Welded joints prepared by Vibratory Welding Process”, Journal of Manufacturing Technology Research (JMTR), Vol.6:3-4, pp. 143-151. [18] P.Govinda Rao, P.Srinivasa Rao and A.Gopala Krishna, “Review on residual stresses in welded joints prepared under the influence of mechanical vibrations”, Journal of Manufacturing Technology Research(JMTR),Vol.6:1-2,pp. 33-40. [19] P.Govinda Rao, P. Srinivasa Rao, A.Gopala Krishna, C.V.Sriram, “Improvement of Tensile strength of a Butt welded joints prepared by Vibratory welding process”, International Journal of Mechanical Engineering and Technology, Vol 4, issue 2,july-aug 2013, pp. 53- 61. [20] P.Govinda Rao, CLVRSV Prasad, D.Sriramulu, V.Chittibabu, M.Vykunta Rao, “Determination of Residual Stresses of Welded Joints Prepared under the Influence of Mechanical Vibrations by Hole Drilling Method and compared by Finite Element Analysis”, International Journal of Mechanical Engineering and Technology, Vol 4, issue 2, may-june 2013, pp. 542-553. [21] P.Govinda Rao, P. Srinivasa Rao, Development of a Prediction Tool for Tensile Strength of the Welded Joints Prepared by Vibratory Welding Process”, Vol. 6, Issue 3, pp. 319–324, 2017.