More Related Content
More from Pannathat Champakul (20)
งานโลหะแผ่น2 7 8
- 1. 2.2.4 ความหนาแน่นของกระแสไฟฟ้ า
ความหนาแน่นของกระแสไฟฟ้า คือ ปริมาณของกระแสไฟฟ้ าต่อหนึ่งหน่วยพื้นที่ โดยปกติแล้วจะแสดงหน่วยของ
แอมแปร์ต่อตารางเดซิเมตร หรือแอมแปร์ต่อตารางฟุต และถ้าไม่ระบุว่าเป็นความหนาแน่นของกระแสไฟฟ้ าที่ขั้วบวกหรือ
ขั้วลบ ก็มักจะหมายถึงความหนาแน่นของกระแสไฟฟ้ าที่ขั้วลบในน้ายาชุบเคลือบโลหะด้วยไฟฟ้ าในแต่ละชนิด จะกาหนด
ภาวะการทางานไว้อย่างชัดเจนว่าจะชุบที่ความหนาแน่นของกระแสไฟฟ้ าเท่าใด ฉะนั้น ก่อนจะทาการชุบ จึงต้องต้อง
คานวณพื้นที่ผิวของชิ้นงานหรือขั้วลบเสียก่อนแล้วนาค่าพื้นที่ไปคานวณดูว่าจะใช้กระแสไฟฟ้ าเท่าใดจึงจะทาให้ได้ความ
หนาแน่นของกระแสไฟฟ้าตามที่กาหนด ตัวอย่างเช่น ในการชุบเคลือบผิวด้วยโลหะโดยไฟฟ้าชนิดหนึ่งจะต้องทาการชุบ
ที่ความหนาแน่นของกระไฟฟ้า 8 แอมแปร์ตารางเดซิเมตร และปรากฏว่าพื้นที่ผิวหน้าของชิ้นงานที่จะทาการชุบทั้งหมด
เท่ากับ 5 ตารางเดซิเมตรฉะนั้น ในการชุบนี้จะต้องใช้กระแสไฟฟ้าเท่ากับ 8x5 = 40 แอมแปร์ จึงจะอยู่ในภาวะการทางานที่
ดี โดยปกติแล้ว ถ้าการชุบชนิดเดียวกันมีภาวะการทางานบางอย่างแตกต่างกันก็อาจจะใช้ความหนาแน่นของกระแสไฟฟ้ า
แตกต่างกันไป เช่น อุณหภูมิ สูงและมีการกวนน้ายาอย่างแรงก็ชุที่ความหนาแน่นของกระแสไฟฟ้ าสูงกว่าปกติได้ ซึ่งจะทา
ให้มีอัตราเร็วของการชุบเคลือบผิวเร็วขึ้นแต่ทางปฏิบัติทั่ว ๆ ไปแล้ว การชุบที่ความหนาแน่นของกระแสไฟฟ้ าต่าจะเคลือบ
ผิวได้เป็นระเบียบและสวยงามกว่า แต่เสียเวลาในการชุบมากขึ้น
2.2.5 การกระจายของกระแสไฟฟ้ า
เนื่องจากชิ้นงานที่จะทาการชุบมีรูปแตกต่างกันออกไป เช่น แบน กลม โค้ง แหลม ฯลฯ
จะพบว่าจุดต่าง ๆ บนชิ้นงานจะห่างจากขั้วลบไม่เท่ากัน จุดใดที่อยู่ใกล้ขั้วลบ กระไฟฟ้าจะเดินทางได้สะดวกทาให้มี
ลักษณะการกระจายของกระแสไฟฟ้าบริเวณจุดที่อยู่ใกล้มากกว่าที่อยู่ไกล
และยิ่งตรงบริเวณใดที่มีลักษณะเป็นมุมแหลมด้วยแล้ว ยิ่งมีการกระจายของกระแสไฟฟ้าในบริเวณนั้นหนาแน่นมากขึ้นไป
อีกเนื่องจากการกระจายของกระแสไฟฟ้า ก็คือการกระจายหรือการเคลื่อนที่ของอิออนของโลหะที่จะไปเกาะที่ขั้วลบ
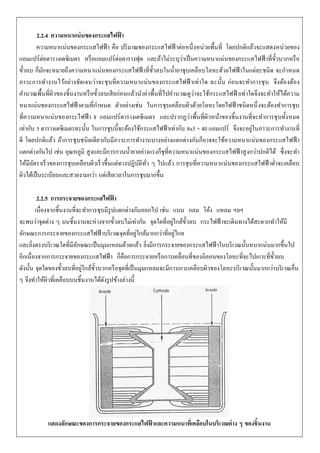
ดังนั้น จุดใดของขั้วลบที่อยู่ใกล้ขั้วบวกหรือจุดที่เป็นมุมแหลมจะมีการเกาะเคลือบผิวของโลหะบริเวณนั้นมากกว่าบริเวณอื่น
ๆ จึงทาให้ผิวที่เคลือบบนชิ้นงานได้ดังรูปข้างล่างนี้
แสดงลักษณะของการกระจายของกระแสไฟฟ้ าและความหนาที่เคลือบในบริเวณต่าง ๆ ของชิ้นงาน