Downloaded 10 times




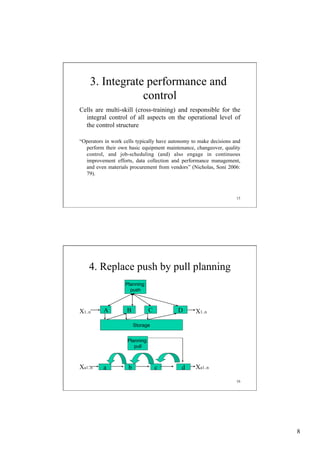
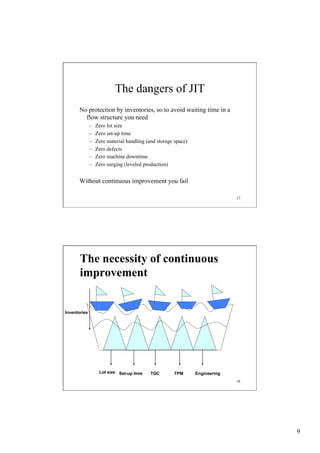






This document compares lean production principles to modern sociotechnology (MST) and discusses how lean can be viewed as an approach to organizational design. Some key points: 1. Lean production developed at Toyota and focuses on eliminating waste to improve manufacturing efficiency. MST aims to reformulate and improve upon old sociotechnological concepts and tools. 2. Lean can be generalized by embedding it in more abstract concepts from fields like operations management and systems theory. MST may provide a scientific foundation for lean as the science of lean production design principles. 3. The lean approach of independent value streams, decentralized preparation/support, and integrated performance/control can be applied to different contexts like offices, hospitals, and schools by specifying






















































































