Spot welding lobe curve simulation
•
1 like•685 views

Graphical approach representing a group of spot welding parameters setting that falls under body manufacturing requirements. Used to optimize parameters setting to reduce input energy & increase productivity ( increase consumables life span)

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Spot welding lobe curve simulation
Similar to Spot welding lobe curve simulation (20)
More from Rashidi Asari
More from Rashidi Asari (11)
Recently uploaded
Recently uploaded (20)
Spot welding lobe curve simulation
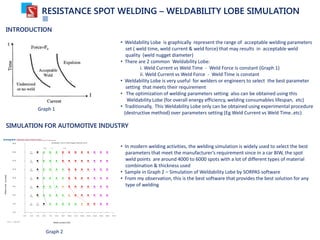
- 1. RESISTANCE SPOT WELDING – WELDABILITY LOBE SIMULATION INTRODUCTION • Weldability Lobe is graphically represent the range of acceptable welding parameters set ( weld time, weld current & weld force) that may results in acceptable weld quality (weld nugget diameter) • There are 2 common Weldability Lobe: i. Weld Current vs Weld Time - Weld Force is constant (Graph 1) ii. Weld Current vs Weld Force - Weld Time is constant • Weldability Lobe is very useful for welders or engineers to select the best parameter setting that meets their requirement • The optimization of welding parameters setting also can be obtained using this Weldability Lobe (for overall energy efficiency, welding consumables lifespan, etc) • Traditionally, This Weldability Lobe only can be obtained using experimental procedure (destructive method) over parameters setting (Eg Weld Current vs Weld Time..etc) Graph 1 SIMULATION FOR AUTOMOTIVE INDUSTRY Graph 2 • In modern welding activities, the welding simulation is widely used to select the best parameters that meet the manufacturer’s requirement since in a car BIW, the spot weld points are around 4000 to 6000 spots with a lot of different types of material combination & thickness used • Sample in Graph 2 – Simulation of Weldability Lobe by SORPAS software • From my observation, this is the best software that provides the best solution for any type of welding
- 2. RESISTANCE SPOT WELDING – WELDABILITY LOBE SIMULATION • SIMULATION FOR AUTOMOTIVE INDUSTRY (SIMPLIFIED) kg 450 2.4 2.6 2.9 3.1 3.3 3.5 3.7 4.0 4.2 4.4 4.6 4.8 5.1 5.3 5.5 5.7 425 2.5 2.7 2.9 3.2 3.4 3.6 3.9 4.1 4.3 4.5 4.8 5.0 5.2 5.4 5.7 5.9 400 2.6 2.8 3.0 3.3 3.5 3.7 4.0 4.2 4.4 4.7 4.9 5.1 5.4 5.6 5.8 6.1 375 2.7 2.9 3.1 3.4 3.6 3.9 4.1 4.3 4.6 4.8 5.1 5.3 5.6 5.8 6.0 6.3 350 2.7 3.0 3.2 3.5 3.7 4.0 4.2 4.5 4.7 5.0 5.2 5.5 5.7 6.0 6.2 6.5 325 2.9 3.1 3.4 3.6 3.9 4.1 4.4 4.7 4.9 5.2 5.4 5.7 6.0 6.2 6.5 6.7 300 3.0 3.2 3.5 3.8 4.0 4.3 4.6 4.9 5.1 5.4 5.7 5.9 6.2 6.5 6.7 7.0 275 3.1 3.4 3.7 3.9 4.2 4.5 4.8 5.1 5.4 5.6 5.9 6.2 6.5 6.8 7.0 7.3 250 3.3 3.5 3.8 4.1 4.4 4.7 5.0 5.3 5.6 5.9 6.2 6.5 6.8 7.1 7.4 7.7 225 3.4 3.7 4.1 4.4 4.7 5.0 5.3 5.6 5.9 6.2 6.5 6.9 7.2 7.5 7.8 8.1 200 3.6 4.0 4.3 4.6 5.0 5.3 5.6 5.9 6.3 6.6 6.9 7.3 7.6 7.9 8.3 8.6 175 3.9 4.2 4.6 4.9 5.3 5.7 6.0 6.4 6.7 7.1 7.4 7.8 8.1 8.5 8.8 9.2 150 4.2 4.6 5.0 5.3 5.7 6.1 6.5 6.9 7.2 7.6 8.0 8.4 8.8 9.2 9.5 9.9 125 4.6 5.0 5.4 5.9 6.3 6.7 7.1 7.5 7.9 8.4 8.8 9.2 9.6 10.0 10.4 10.9 100 5.1 5.6 6.1 6.5 7.0 7.5 7.9 8.4 8.9 9.3 9.8 10.3 10.7 11.2 11.7 12.2 5,500 6,000 6,500 7,000 7,500 8,000 8,500 9,000 9,500 10,000 10,500 11,000 11,500 12,000 12,500 13,000 A Lobe Curve (Simulation) - 2 Ply WeldingForce,Kg Weld Current, A • In order to ease the simulation, The Weldability Lobe Simulator is programmed using basic equations as shown in next slide. The simulator may simulate different panels combination (types & thickness) to predict the best welding parameters to be used • This simulator also may predict the failure mode due to process parameters (welding current & force fluctuation) from the graph • Basically, the simulator may generates 2 types of graph as shown; i. Weld Current vs Weld Time - Weld Force constant ii. Weld Current vs Weld Force – Weld Time constant • Physical confirmation at line side is required using test piece (destruct) or NDT device (ultrasonic) • From the test conducted from the past, the minimum 90% accuracy is achieved (simulation vs actual) Input Data (Sample)
- 3. 2 Where; k : Energy Efficient Constant I : Welding Current (A) R : Panel Contact Resistance (Ω) Jv : Melting energy (J/mm3 ) S : Surface contact (mm2 ) L : Total plate thickness combination (mm) d : Required nugget diameter (mm) RESISTANCE SPOT WELDING – BASIC CALCULATION Equation: Portable Spot Welding Robot Spot Welding – Trans Gun Parameters Value (Low carbon Steel) Jv 9.7 J/mm3 R 0.1 mΩ k 0.241 (Portable Spot Welding - AC) 0.29 (Trans Gun – AC) 0.37 (Trans Gun – DC) F˳ Ratio : Fs / Fi Where Fs (Setting weld force) Fi (Ideal weld force for R = 0.1 mΩ) – Thickness dependant (Fi(t)) 1