Unconventional Machining Comparison: EDM, ECM, EBM, LBM and More
•
2 likes•751 views

E

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Unconventional Machining Comparison: EDM, ECM, EBM, LBM and More
Similar to Unconventional Machining Comparison: EDM, ECM, EBM, LBM and More (20)
More from Narayanasamy Pandiarajan
More from Narayanasamy Pandiarajan (20)
Recently uploaded
Recently uploaded (20)
Unconventional Machining Comparison: EDM, ECM, EBM, LBM and More
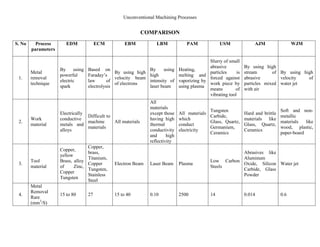
- 1. Unconventional Machining Processes COMPARISON S. No Process parameters EDM ECM EBM LBM PAM USM AJM WJM 1. Metal removal technique By using powerful electric spark Based on Faraday’s law of electrolysis By using high velocity beam of electrons By using high intensity of laser beam Heating, melting and vaporizing by using plasma Slurry of small abrasive particles is forced against work piece by means of vibrating tool By using high stream of abrasive particles mixed with air By using high velocity of water jet 2. Work material Electrically conductive metals and alloys Difficult to machine materials All materials All materials except those having high thermal conductivity and high reflectivity All materials which conduct electricity Tungsten Carbide, Glass, Quartz, Germanium, Ceramics Hard and brittle materials like Glass, Quartz, Ceramics Soft and non- metallic materials like wood, plastic, paper-board 3. Tool material Copper, yellow Brass, alloy of Zinc, Copper Tungsten Copper, brass, Titanium, Copper Tungsten, Stainless Steel Electron Beam Laser Beam Plasma Low Carbon Steels Abrasives like Aluminum Oxide, Silicon Carbide, Glass Powder Water jet 4. Metal Removal Rare (mm3 /S) 15 to 80 27 15 to 40 0.10 2500 14 0.014 0.6
- 2. Unconventional Machining Processes 5. Surface Finish in µm 0.25 0.2 to 0.8 0.4 to 6 0.4 to 6 Rough 0.2 to 0.7 0.5 to 1.2 0.5 to 0.8 6. Power Requirement Low Medium Low Very Low Very low Low Low High 7. Capital Cost Medium High High High Low High Very Low High 8. Efficiency High Low Very High Very High Very low High High High 9. Applications Production of complicated and irregular shaped profiles and re- sharpening of cutting tools Machining hard materials and complex shaped parts Micro machining operations on thin materials like drilling, slotting, scribing Drilling micro holes (upto 250mm) and cutting very narrow slots Profile cutting of stainless steel, monel and super alloy plates Efficiently applied to machine glass, ceramics, tungsten Intricate hole shapes in hard and brittle materials Machining non- metallic materials 10. Limitations Not suitable for non conducting materials Not suitable for non conducting materials Not suitable for large work pieces, necessity of vacuum Taper of 0.05mm when work thickness is more than 0.25 mm Low accuracy Low metal removal rate, high rate of tool wear Low metal removal rate, low accuracy Difficult to machine hard materials