
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Heavy_residue_upgrading
Similar to Heavy_residue_upgrading (20)
Recently uploaded
Recently uploaded (20)
Heavy_residue_upgrading
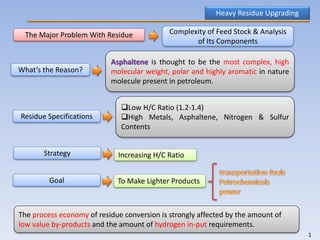
- 1. Heavy Residue Upgrading 1 The Major Problem With Residue Complexity of Feed Stock & Analysis of Its Components What’s the Reason? Asphaltene is thought to be the most complex, high molecular weight, polar and highly aromatic in nature molecule present in petroleum. Residue Specifications Low H/C Ratio (1.2-1.4) High Metals, Asphaltene, Nitrogen & Sulfur Contents Strategy Increasing H/C Ratio Goal To Make Lighter Products The process economy of residue conversion is strongly affected by the amount of low value by-products and the amount of hydrogen in-put requirements.
- 2. Heavy Residue Upgrading 2 Routs for Residue Upgrading Based on H/C Ratio Carbon Rejection Hydrogen Addition Visbreacking Gasification Coking Deasphalting Catalytic Cracking Hydrotreating HYCAR Catalytic Cracking HDM Fixed Bed HDS HDN Moving Bed Ebullating Bed Slurry Phase RFCC
- 3. Heavy Residue Upgrading 3 Technologies for Residue Upgrading Based on Catalyst Application Non-Catalytic Catalytic Solvent Deasphalting Thermal Gasification Delayed Coking Fluid Coking RFCC Hydroprocessing Flexi Coking Visbreaking Fixed Bed HDT Fixed Bed HDC Slurry HDC Ebullated Bed HDT Ebullated Bed HDC
- 4. Heavy Residue Upgrading 4 Road Diesel Deficit
- 5. Heavy Residue Upgrading 5 This process uses a heavy solvent (typically C4, C5) to separate vacuum residue into a deasphalted oil (DAO) and a pitch stream which contains most of the contaminants in the vacuum residue feed (e.g. Ni+V, Conradson Carbon). DAO is normally used as FCC or hydrocracker feed. Solvent deasphalting is a technology which could be used to develop a phased approach to investment . Bottom-of-the-barrel upgrading at low cost SDA is a separation process base on molecular weight (density), not a conversion process Yields and deasphalted oils product properties controllable Flexibility to meet a wide range of Deasphalted Oil (DAO) qualities Lower operating expenditure with supercritical solvent recovery Asphalt pitch can be used as a fuel component, or gasified to make power, steam and hydrogen
- 6. Heavy Residue Upgrading 6 Residue Separation
- 7. Heavy Residue Upgrading 7 Thermal Processes: Residue Gaseous productsGasification Integrated gasification combined cycle (IGCC) is an emerging technology for efficient power generation or electricity sector with minimum effect on the environment (low SOx and Nox) The capital cost of residue upgrading schemes based on gasification continues to fall steadily. The capital cost of gasification for power production (Integrated Gasification Combined Cycle, IGCC), for example, is now reported to be in the 850 / 950 $/kw range compared to 1,500/2,500 $/kw just 5-10 years ago un-controlled selective coal conversion High Temperature (>1000) Syngas Carbon Black Ash The conversion by partial oxidation of a carbon containing gas, liquid or solid into a synthesis gas, in which the major components are hydrogen and carbon monoxide.
- 8. Heavy Residue Upgrading 8 Thermal Processes:
- 9. Heavy Residue Upgrading 9 Thermal Processes: Residue Coke & Liquid productsDelayed Coking The process inherent flexibility to handle any type of Residue The process provides essentially complete rejection of metals and carbon while providing partial conversion to liquid products (naphtha and diesel). This process is more expensive than SDA, although still less expensive than other thermal processes Development of automated coke drum unheading devices, allowing the operator to carry out the decoking procedure safely from a remote location. Understanding of process parameters affecting yields, coker product qualities and coke qualities (e.g. shot coke). Design and operation of major equipment items, in particular coke drums (allowing shorter coking cycles) and the delayed coker heater (on line spalling / decoking and minimization of coking in furnace tubes). The foremost disadvantage of this process is high coke formation and low yield of liquid products. The product selectivity of the process is based on the operating conditions mainly pressure and temperature. delayed coking is the most frequently preferred process for refiners to residue processing.
- 10. Heavy Residue Upgrading 10 The coke from the delayed coker could be used in many ways Thermal Processes: As an export product. The European countries are ideally located to export coke to local and more distant markets. Fuel in cement kilns or as a blend in coal fired power stations. Petroleum coke typically has a heat value some 20% higher than coal and around 20% petroleum coke can be blended into coal without the need for significant modification to the power plant. In addition, some or all of the petroleum coke could be used in a future project based on gasification, raising power and/or producing more transportation fuels, petrochemicals, hydrogen and steam.
- 11. Heavy Residue Upgrading 11 Thermal Processes: Fluid coking can have liquid yield credits over delayed coking because of shorter residence time. higher quantities of liquids and less coke in comparison with Delayed Coking Lower Utilities cost and fuel consumption in comparison with Delayed Coking lower quality of products The temperature (1000 C) used is insufficient to burn all the coke. Fluid coking and flexi-coking are fluid bed processes developed from fluid catalytic cracking (FCC) technology. Fluid as well as flexi-coking technologies are comparatively front runner technologies in residue processing. In these processes, circulating coke carries heat from the burner back to the reactor, where the coke serves as reaction sites for the cracking of the Residue into lighter products. Fluid Catalytic Cracking Developing Fluid coking Extension Flexi-coking Flexi-coking is an extended form of fluid coking and uses a coke gasifier to convert excess coke to Syngas.
- 12. Heavy Residue Upgrading 12 Thermal Processes: Increase refinery net distillate yield. Increased conversion during visbreaking will turn to more sediment deposition. Visbreaking is a mature process that may be applied to both AR, VR and even Solvent Deasphalter Pitch, which means a mild thermal decomposition or improvement in viscosity.
- 13. Heavy Residue Upgrading 13 Carbon Rejection & Hydrogen Addition Thermal Processes incur low investment and operating costs than Hydroprocessing. The yield of light products during Thermal Processes tends to be lower than Hydroprocessing. liquid products obtained from thermal processes contain S, N and metals (V, Ni, etc.) that indeed need further purification by HDT process like HDS, HDN and HDM respectively. Thermal process or coking based technologies suffer from the disadvantage of producing a large amount of low value by-products and require extensive further processing of its liquid products. The importance of thermal processes remains lower than catalytic processes, but due to their lower investment these processes continue to be the most common for residue upgrading. Carbon rejection method has flexibility for feedstock specification like atmospheric residue with up to 20% Conradson carbon and 10,000 ppm metal content (Ni+V),. whereas Hydrogen addition can accept feeds (Atmospheric Residue) with up to 38% Conradson carbon and about 4000 ppm metal content (Ni+V).
- 14. Heavy Residue Upgrading 14 Catalytic Residue Processes: FCC RFCCExtension RFCC offers better selectivity to high gasoline and lower gas yield than other Hydroprocessing and thermal processes. RFCC avoids perverse high coke yield, high catalyst consumption and unit operability. So this character makes that process less likely than hydroprocessing. Catalyst design to accommodate higher metals feed and to minimize catalyst coke . Riser design and catalyst / oil product separation to minimize over cracking. Regenerator design improvements to handle high coke makes and avoid damage to catalyst structure. The major limitation of RFCC process is the need of good quality feedstock (high H/C ratio and low metal content). The catalyst pore limitation with respect to residue diffusion. this process can only treat atmospheric residue, which predominantly contains relatively low amounts of metals, sulfur and carbon. The limitation for RFCC process is metal deposition, since Ni and V deposition increases olefin yields through dehydrogenation resulting in more coke formation, while gradual deposition of impurities in a catalyst eventually plugs the pores and deactivates catalytic sites FCC is a well established approach for converting a significant portion of the heavier fractions of the crude barrel into a high-octane gasoline blending component. RFCC is an extension of conventional FCC technology that was developed during the early 1980.
- 15. Heavy Residue Upgrading 15 Catalytic Residue Processes: Residue Light productsHydroprocessing High product selectivity of light products Better selectivity of liquid yield (85% and higher) than any other process To obtain cleaner fuel specifications The diversity stems from the hydroprocessing is not only the catalyst development, but also process technology, which can be selectively chosen on the basis of desired product yield. these processes have enough scope to modify the process parameters and so the product selectivity and shifted the commercial importance of the technology. Hydroprocessing is relatively high in investment and operating costs compared with thermal processes. The race to high activity per volume unit for a long run is still matter of catalyst formulation and some process parameters optimization. processes involve relatively high pressure operation (150 bars +). hydrogen addition technologies make up only one-fifth of global residue upgrading capacity . Hydrogen HDT HDSHDMHDNMHCCCR HCR Hydroprocessing is the combination of HDT and HCR processes in which residue feedstock is treated at low temperature but at high hydrogen pressure with or without catalyst.
- 16. Heavy Residue Upgrading 16 Hydroprocessing Tech.s classification based on the position of the Catalysts Fixed Bed Reactor Moving Bed Reactor Ebullated Reactor
- 17. Heavy Residue Upgrading 17 Hydroprocessing: Hydro-Visbreaking Hydro-Visbreaking Process (HYCAR) is one kind of non-catalytic processes, which is based on Visbreaking and involves treatment with hydrogen at mild conditions. Visbreaking Dematallization Hydro-cracking Another extension of Visbreaking process is Aqua-conversion (Hydro-Visbreaking), which is a catalytic process using catalyst in slurry mode. This process was developed in 1996. Hydro-Visbreacking Aqua-ConversionExtension A shocker visbreaker is modified by the introduction of catalytic additives in feedstock and water steam. The presence of the oil soluble catalyst and water prevents the coke formation and deposition of sediment that often occurs during visbreaking.
- 18. Heavy Residue Upgrading 18 Hydroprocessing: Catalytic Hydro-processing Fixed bed Moving/Ebullated bed Fixed bed residuum or vacuum residuum desulfurization RDS/VRDS). Hyvahl process Residue hydrocracking Moving Ebullating HYCON H-Oil LC-Fining
- 19. Heavy Residue Upgrading 19 Hydroprocessing: There is a wide variety of sulfided catalysts used for hydroprocessing a combination of RDS/VRDS and RFCC has gained wide acceptance due to the selective conversion of residue and smaller amount of by-products. poisoning of catalyst over the time requires development of new catalysts including support and active metal, either by up-dating of former ones or developing new formulations. The limitation for RFCC process is metal deposition which includes product yield and quality reduction. During subsequent exposures to steam-stripping the vanadate becomes very mobile, presumably as vanadic acid, which is proficient to displace alumina from the zeolite structure designed for vacuum residue processing now run on lighter feed or atmospheric residue for FCC feed. fixed-bed designs have suffered from short catalyst lives (6 months or less) even though large catalyst volumes are used (LHSV typically in the 0,5-1,5 range). Fixed bed residuum or vacuum residuum desulfurization RDS/VRDS).
- 20. Heavy Residue Upgrading 20 Hydroprocessing: fixed bed using swing mode reactor high temperature High hydrogen pressure low contact time Hyvahl process
- 21. Heavy Residue Upgrading 21 Hydroprocessing: The growing demand for middle distillates has increased the need for HCR in terms of process flexibility as well as configuration and product Composition. The catalysts used for HCR should have dual functionality, i.e. cracking and hydrogenation (HYD) functions. Residue hydrocracking most of residue hydroprocessing reactors are fixed bed reactors. selection of appropriate HDM and HDT catalysts, which contribute to increase the performance of new processes for residues refining. must be shut down to remove (regenerate) the spent catalyst. fixed bed reactors may not likely use effectively for further processing of heavy oil and its residue. There are several other hydrocracking processes used by refiners on the basis of their product selectivity such as: mild hydrocracking, Iso-cracking, uni-cracking HDS, IFP hydrocracking process, MRH process etc.
- 22. Heavy Residue Upgrading 22 Hydroprocessing: Ebullating bed reactors are capable of converting the most problematic feeds, such as AR, VR and all other heavy oil feedstocks, which have high content of asphaltenes, metals and sulfur. They can perform both HDT as well as HCR functions thus; these reactors are referred as dual purpose. moving bed catalysts are chemically quite similar to the fixed bed catalyst, except that catalyst particle and their mechanical strength and shape should meet the more demanding situation. utilizes a three-phase system that is gas, liquid, and solid (catalyst). By using of Ebullated technology the hydro- processing upper limit of metal contaminants increased from 200ppm to 460ppm. The asphaltene upper limit increased from 12-19 % to 28 %, as well. In Ebullated bed hydroprocessing, the catalyst within the reactor is not fixed. In such a process, the hydrocarbon feed stream enters at the bottom and flows upward through the catalyst; the catalyst is kept in suspension by the pressure of the fluid feed There are two most important Ebullated bed processes, which are similar in concept but different in mechanical details. H-Oil Process LC-Fining Process
- 23. Heavy Residue Upgrading 23 Hydroprocessing: catalyst and residue operates in co-current flow, the fresh catalyst enters at the top of the reactor. deactivated catalyst is removed from the bottom. The catalyst is replaced at a rate to insure a total plant run time of at least a year, which depends on the metal contaminants in the feed. HYCON The HYCON process is typically operated in fixed bed mode but with increasing the metal content in feedstock, one or more moving bed ‘‘bunker’’ reactors are added as the leading reactors for HDM.
- 24. Heavy Residue Upgrading 24 Hydroprocessing: H-Oil Process can operate over a wide range of conversion levels . It has adapted to heavy vacuum Residue with high metals and Conradson carbon To maintain constant product properties during the cycle length. it has the ability to handle exothermic reactions, solid containing feedstock and a flexible operation while changing feedstocks or operating objectives such as the use of single-stage or two-stage processes. Extension T-Star Process T-Star units can maintain global conversions in the range of 20–60% and specifically HDS in the 93–99% range. The unit can act as either an FCCU pretreater or VGO hydrocracker. In mild hydrocracking mode is that the T star catalyst is not sensitive to sulfur and nitrogen levels in the feed and will provide constant conversion, product yields, and product quality the Ebullation results in a back mixed reactor so desulphurization and hydroconversion are less than obtainable in a fixed-bed unit. H-Oil catalyst can be used in the T-Star process. A T-Star reactor can also be placed in- line with an H-Oil reactor to improve the quality of H-Oil distillate products such as virgin distillates, FCCU light or heavy cycle gas oil, and coker gas oils. hydrogen and feed enter at the bottom of the reactor, thereby expanding the catalyst bed.
- 25. Heavy Residue Upgrading 25 Hydroprocessing: Schematic H-Oil Process
- 26. Heavy Residue Upgrading 26 Hydroprocessing: LC-Fining Process can be operated for HDS, HDM, and HCR of atmospheric and vacuum residues. is well suited for extra-heavy residue, bitumen and vacuum residue HDT feedstocks Has demonstrated long cycle lengths The LC-Fining process can achieve conversion for HDS of 60–90%, HDM of 50–98%, and CCR reduction of 35–80%. low investment more light-ends recovery lower operating costs yields a full range of high quality distillates heavy residue can be used as fuel oil, synthetic crude, or feedstock for a Resid FCC, coker, visbreaker or solvent Deasphalter.
- 27. Heavy Residue Upgrading 27 Ebullated bed processes can use extra-heavy feeds residues with elevated sulfur, nitrogen, and metals content (i.e. compared with other crude oil distillation cuts) and do not require pretreatment prior to the Ebullated bed process. These processes have high liquid yield, however the conversion is not 100%. For any type of feedstock, high sulfur reduction is seen in all products with significant nitrogen reduction, but to a lesser degree than the sulfur.
- 28. Heavy Residue Upgrading 28 Slurry hydrocracking has an unusual history; it was first used in Germany as early as 1929 for hydrogenation of coal and two units were successfully working during the World War II, which were switched to VR feed and operated until 1964. Different commercial slurry units gain importance such as Veba combi-cracking, CanMet, Microcat, CASH process etc. recently both units have operated again for very poor quality feedstocks. Eni slurry technology (EST) process is moving towards the commercial proof at one of the Agip’s refinery in Italy. in slurry hydroprocessing a selected catalyst is dispersed in the feed to inhibit coke formation. the effectiveness of the slurry hydroprocessing technology is highly dependent upon catalyst selection. so-called micro-metallic-coke or micro-cat catalysts efficiently convert low value heavy feeds to a single-phase product with increased API gravity, lower viscosity and reduced contaminants.
- 29. Heavy Residue Upgrading 29 On the basis of Low value products thermal process produce large amount of coke and undesirable products, while RDS/RFCC strongly favor the residue processing but due to unavailability of good quality feedstock this process is not likely by refiners.
- 30. Heavy Residue Upgrading 30 Choices of process for residue hydroconversion as a function of 343 C residue properties [ Carbon Residue; Sulfur; API gravity].
- 31. Heavy Residue Upgrading 31Source: SFA Pacific
- 32. Heavy Residue Upgrading 32 Residue Upgrading Goal the costs associated with the deep HDS should be re-examined and compared with the cost of fuel products produced by conventional methods. when fine catalyst particles were slurried/dispersed in a residue feed. With respect to catalysts, this may be a ‘‘oncethrough’’ option. Thus, it may not be possible to recover catalyst for reuse. Low cost, throw-away materials possessing catalytic activity may be identified. In this case, the once-through option may be more attractive. The properties of AR and VR feedstocks, particularly content of metals and asphaltenes, should be clearly established above which hydroprocessing becomes less attractive than carbon rejection methods. coking of high metals and asphaltenes heavy feeds may have more merit, particularly if it is integrated with an efficient utilization of petroleum coke.Concern about the solvent deasphalted could be an important process. Therefore, separation of asphaltene before hydroprocessing could be an option to modify the process and one step advance towards the deeper and stricter environmental legislation as well as catalyst stability.
- 33. Heavy Residue Upgrading 33 hybrid schemes of fixed bed or Ebullated bed technologies with thermal processes, may deserve more analysis from technical and economic point of view. The integrated process indicates that once the asphaltene separated from the residue, the deasphalted oil (DAO) is easier to process in hydroprocessing units. While the heavy asphalt or pitch can be processed through thermal process using gasification to complete conversion, which will produce synthesis gas (CH4, H2, CO) as a major products. Further depending on the need of fuel oil, the synthesis gas may be converted into kerosene or gas oil pool by using Fischer Tropsch synthesis and Isomerization processes.
- 34. Heavy Residue Upgrading 34 Performance of Ebullated bed and slurry hydrocracking processes Product slate of slurry hydrocracking (wt. %)
- 35. Heavy Residue Upgrading 35 Conversion Installation cost Re-used equipment Incremental cost Pay back period Conversion Grass root 60% 112 MM$ 7 months 68 MM$ 84 MM$
- 36. Heavy Residue Upgrading 36 1998 - 1999 Delayed Coking Low Ranges from 10% /year to 24% / year Ranges from 30% /year to 38% / year RFCC Middle Residue Hydrocracking High U.S. Gulf coast location Stanford Research Institute (SRI)2000.
- 37. Heavy Residue Upgrading 37 220,000 Barrels per day crude oil price is between 16 to 24 $ / barrel The coke price is taken conservatively as Zero $/ton (by using the current trade price of 20 $/ton, the Delayed coking option IRR is improved by 3%). The analysis includes the primary residue upgrading plant, plus the plant required to refine its products (for example additional FCCU capacity). The power price is taken as 5 cents/ KW. IGCC has the largest capital cost, $ 800 Million of which is due to the power generation train. The annual operating cost is also the highest ($ 150 Million). IRR values are pre-tax ones and do not include the owner’s costs (IRR) between 7 to 20%(AR HDS has the higher IRR, then IGCC and delayed coking). For cheaper , heavier crude slates , the delayed coking and IGCC become more economically attractive , and also more operationally flexible from the crude selection point of view. The IRR is very sensitive to the atmospheric residue price, and each 1$ / barrel change of its price can change IRR by 2% to 8%(for delayed coking). Foster Wheeler Energy Limited, European Refining Technology Conference , Paris ,2002.
- 38. Heavy Residue Upgrading 38Snamprogetti & Eni Technologie, 3rd. Bottom of the Barrel Technology Conference & Exhibition, Antwerp,(2004). Comparison of four residue upgrading schemes
- 39. Heavy Residue Upgrading 39 • 100,000 barrels per day grass roots crude oil processing (Arabian Heavy) in each of the plants studied. • 3.50 $ / M Btu gas price • product slate to liquid intermediate products and solids / pitch • capital recovery at 15 % ROI • US Gulf Coast location • primary conversion unit about 20 % of total capital • operating cost not including crude oil feedstock costs Exxon Mobil Research & Engineering Co., AVS Resid Conversion, 2004.
- 40. Heavy Residue Upgrading 40Axens North America Inc.& IFP-Lyon , 3rd. Bottom of the Barrel Technology Conference & Exhibition ,Antwerp,2004. The projected global demand of refined products shows an appropriate situation for the residue conversion processes construction, especially for hydro-processing ones. There is a promising future for middle distillates and gasoline producing upgrading processes.
- 41. Heavy Residue Upgrading 41 there is a stability limit for the high conversion region of the Ebullated bed hydrocracking process. due to the increasing natural gas prices , hydrogen production from residue , via gasification can be economical. there is a balance point between the hydrogen consumption and production, which limits the residue conversion level (to e.g. 83 %). Promoting of the slurry hydrocracking processes Axens North America Inc.& IFP-Lyon , 3rd. Bottom of the Barrel Technology Conference & Exhibition ,Antwerp,2004.
- 42. Heavy Residue Upgrading 42 Delayed Coker heaviest, contaminated crude oils Total conversion to Gasoil – distillates – Lighter Hydrocarbon -coke the lowest capital cost among high conversion processes Suitable flexibility and for refineries with coke export can be an interesting route one-third of installed residue upgrading plants all over the world some of the liquid fuels produced by delayed coking should be intensely hydrotreated. Solvent de- Asphalting vacuum residue feed and a paraffinic solvent (C3 , C4 , C5 or a mixture of them) De- Asphalted Oil (DAO) (usually 35-75 vol.%) and a De-Oiled Asphalt (DOA) DAO is used as hydrocracker, FCCU feed or lube oil blending agent. Essential pretreatment unit The integrated processing of delayed coking and solvent de- asphalting specially developed supercritical one has considerable energy conservation. DOA is a low value rich pitch stream. RFCC heavy residue especially AR gasoline/diesel, propylene or petrochemicals High value products High operating cost Around 24% of the global residue upgrading capacity it is driven by sweet crude oil availability. High olefin cons. of products. Visbreaking heavy residue partially converted into lighter hydrocarbons and coke by Hydro-visbreaking, lower coke formation and more stable products, higher conversions than straight visbreaking can be achieved. Cost effective conversion of visbreaking into delay coking unit. About 26 % of the global residue upgrading capacity low conversion of this process and limited future market for fuel oil and the possibility of profitable converting of visbreaking into delayed coking process. Gasification Range of natural gas to heaviest high metals and sulfur petroleum or coal derived pitches Syngases for production of power and steam, petrochemicals, Transportation fuels and even hydrogen Removing sulfur easily by converting it into H2S. there is no need to expensive refining of heavy fuels. it has been widely used in petroleum refineries and integrated combined cycle power generation plants (IGCC). Rarely, a feed with a price higher than 10 $/barrel is used for gasification. Residue Hydrocracking Heavy residue high quality lighter fuels Good quality products make this family of processes, one of the best options for residue upgrading Feedstock flexibility, and almost complete conversion(slurry mode) about 17.5 % of the residue upgrading global capacity for fixed bed category. Deactivation of catalyst by poisoning and coking processes