NC/CNC Program
•Download as DOC, PDF•
0 likes•175 views

Unit ini membahas tentang kegiatan mengeset dan mengedit program mesin/proses NC/CNC, meliputi memahami instruksi kerja, mengatur fixture dan alat pemegang, mengatur tool offset, menguji program, dan mengedit program sesuai kebutuhan. Terdapat 6 elemen kompetensi yaitu memahami instruksi kerja, mengatur perlengkapan, mengatur tool offset, menguji program, memberi instruksi pada operator, dan mengganti alat potong yang rusak.

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (11)
Similar to NC/CNC Program
Similar to NC/CNC Program (19)
More from Eko Supriyadi
More from Eko Supriyadi (20)
NC/CNC Program
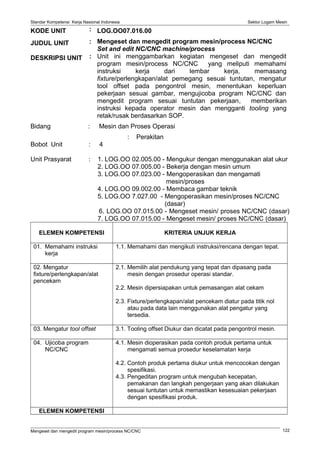
- 1. Standar Kompetensi Kerja Nasional Indonesia Sektor Logam Mesin KODE UNIT : LOG.OO07.016.00 JUDUL UNIT : Mengeset dan mengedit program mesin/process NC/CNC Set and edit NC/CNC machine/process DESKRIPSI UNIT : Unit ini menggambarkan kegiatan mengeset dan mengedit program mesin/process NC/CNC yang meliputi memahami instruksi kerja dari lembar kerja, memasang fixture/perlengkapan/alat pemegang sesuai tuntutan, mengatur tool offset pada pengontrol mesin, menentukan keperluan pekerjaan sesuai gambar, mengujicoba program NC/CNC dan mengedit program sesuai tuntutan pekerjaan, memberikan instruksi kepada operator mesin dan mengganti tooling yang retak/rusak berdasarkan SOP. Bidang : Mesin dan Proses Operasi : Perakitan Bobot Unit : 4 Unit Prasyarat : 1. LOG.OO 02.005.00 - Mengukur dengan menggunakan alat ukur 2. LOG.OO 07.005.00 - Bekerja dengan mesin umum 3. LOG.OO 07.023.00 - Mengoperasikan dan mengamati mesin/proses 4. LOG.OO 09.002.00 - Membaca gambar teknik 5. LOG.OO 7.027.00 - Mengoperasikan mesin/proses NC/CNC (dasar) 6. LOG.OO 07.015.00 - Mengeset mesin/ proses NC/CNC (dasar) 7. LOG.OO 07.015.00 - Mengeset mesin/ proses NC/CNC (dasar) ELEMEN KOMPETENSI KRITERIA UNJUK KERJA 01. Memahami instruksi kerja 1.1. Memahami dan mengikuti instruksi/rencana dengan tepat. 02. Mengatur fixture/perlengkapan/alat pencekam 2.1. Memilih alat pendukung yang tepat dan dipasang pada mesin dengan prosedur operasi standar. 2.2. Mesin dipersiapakan untuk pemasangan alat cekam 2.3. Fixture/perlengkapan/alat pencekam diatur pada titik nol atau pada data lain menggunakan alat pengatur yang tersedia. 03. Mengatur tool offset 3.1. Tooling offset Diukur dan dicatat pada pengontrol mesin. 04. Ujicoba program NC/CNC 4.1. Mesin dioperasikan pada contoh produk pertama untuk mengamati semua prosedur keselamatan kerja 4.2. Contoh produk pertama diukur untuk mencocokan dengan spesifikasi. 4.3. Pengeditan program untuk mengubah kecepatan, pemakanan dan langkah pengerjaan yang akan dilakukan sesuai tuntutan untuk memastikan kesesuaian pekerjaan dengan spesifikasi produk. ELEMEN KOMPETENSI Mengeset dan mengedit program mesin/process NC/CNC 122
- 2. Standar Kompetensi Kerja Nasional Indonesia Sektor Logam Mesin KRITERIA UNJUK KERJA 05. Menginstruksi operator mesin 5.1. Operator diberi instruksi untuk memastikan semua alat dan prosedur keselamatan kerja pada tempatnya. 06. Mengganti alat potong yang rusak atau retak 6.1. Jika memungkinkan, alat potong diganti, tool offset disesuaikan atau tindakan koreksi lainnya dilakukan menggunakan prosedur operasi standar BATASAN VARIABEL Pekerjaan ini untuk menetapkan proses, latihan, dan spesifikasi. Pekerjaan ini berlaku pada mesin NC/CNC, proses atau operasi pemesinan. Operasi mesin bisa terdiri dari pengelasan, pemotongan panas, pemotongan logam, forming, shaping dll. Semua pekerjaan dan latihan dilakukan menurut instruksi, rencana dan spesifikasi yang tersedia. Kesulitan teknis diatasi melalui konsultasi dengan pembimbing. Pekerjaan dilakukan perorangan untuk penentuan awal standar kualitas dan keselamatan. Pengeditan berlaku pada pengidentifikasian dan pengaksesan program NC/CNC pada mode Edit untuk melakukan perubahan pada kecepatan, pemakanan, dan langkah pengerjaan. Perubahan umumnya dibuat dalam situasi keterampilan pemesinan tambahan tercapai pada Unit LOG.OO07.005.00 (Bekerja dengan mesin umum) diperlukan dan bagian- bagian yang dibutuhkan diseleksi. PANDUAN PENILAIAN 1. Konteks penilaian Bagian ini kemungkinan mengevaluasi bagian pekerjaan, luar pekerjaan, atau kedua- duanya. Kompetensi-kompetensi dalam bagian dilakukan perorangan sebagai bagian kelompaok. Suasana pelaksanaan penilaian tidak boleh merugukan calon. 2. Kondisi Penilaian Calon bertanggung jawab pada; - Semua alat potong, peralatan bantu, bahan baku dan dokumentasi yang diperlukan. Para calon akan diperbolehkan untuk unjukkan sesuai dokumen: - Beberapa prosedur pemasangan benda kerja,-Beberapa spesifikasi produk dan pengerjaannya,-Beberapa kesesuaian kode, standar, penuntun dan referensi bahan baku. Para calon akan dibutuhkan untuk; - Identifikasi rekanan yang dapat dihimpun untuk merekap kompetensi nyata secara benar.Kemampuan saat ini untuk pengembangan yang berkaitan dengan bagian ini. Penilai harus memenuhi syarat bahwa calon kompeten dan konsisten dalam melaksanakan bagian-bagian secara rinci berdasarkan kriteria, termasuk pengetahuan yang dibutuhkan. 3. Aspek Kritis Tahap ini sebaiknya dievaluasi dengan kelompok lain masalah pencegahan kecelakaan, komunikasi, penataan bahan baku., pengarsipan dan laporan mengenai pengaturan dan pengeditan mesin dan/atao proses NC/CNC atau bagian lain tentang kebutuhan keterampilan dan pengetahuan yang ditangani oleh bagian ini. Kompetensi pada bagian ini tidak dapat dimasalahkan sampai semua prasyarat dapat dipertanggungjawabkan. 4. Catatan khusus Selama evaluasi seseorang akan: - selalu mendemonstrasikan pekerjaan dengan aman;- Mengeset dan mengedit program mesin/process NC/CNC 123
- 3. Standar Kompetensi Kerja Nasional Indonesia Sektor Logam Mesin informasi proses, kejadian atau tugas untuk meyakinkan bahwa pelaksanaannya aman lingkungan dan efisien.; - bertanggung jawab pada kualitas pekerjaannya; - Rencanakan tugas dalam situasi apapun dan ulang tugas sesuai kebutuhan;- Lakukan semua tugas berdasarkan prosedur standar langkah kerja;- Lakukan semua spesifikasi tugas;- Gunakan teknik proses yang telah diterima, praktik, proses dan prosedur pemasangan. Kelengkapan tugas dapat dipertanggung jawabkan alokasi waktu sehubungan dengan jenis kegiatan pemasangan. 5. Pedoman penilai 5.1 Melaksanakan instruksi dan/atau lembar kerja berdasarkan prosedur penempatan. 5.2 Pekerjaan yang akan dilaksanakan dapat diidentifikasi. Spesifikasi yang akan dicapai dapat diidentifikasi. 5.3 Jika memungkinkan, perlengkapan pendukung dipasang pada mesin NC/CNC berdasarkan prosedur operasi standar. 5.4 Perlengkapan pendukung yang sesuai untuk digunakan pada mesin/proses NC/CNC dapat diidentifikasi. Alat pendukung yang tepat dipilih untuk tugas yang diberikan. Alasan memilih alat tersebut dapat dijelaskan. Prosedur pemasangan alat pendukung pada mesin NC/CNC dapat diberikan. 5.5 Mesin dipersiapkan untuk pemasangan alat cekam sesuai tuntutan berdasarkan prosedur. 5.6 Alat cekam untuk mesin/proses NC/CNC dapat diidentifikasi. Alat cekam yang tepat untuk proses/mesin NC/CNC dapat diidentifikasi. Alasan menentukan pilihan alat cekam dapat diberikan. Prosedur untuk memasang alat cekam dapat diidentifikasi. 5.7 Alat cekam yang tepatkan dan dipasang pada mesin sesuai dengan tuntutan berdasarkan spesifikasi dan prosedur operasi standar. 5.8 Lokasi alat cekam terhadap titik nol mesin atau data lain dapat diidentifikasi. 5.9 Tool offset diukur secara tepat berdasarkan prosedur operasi standar. Tool offset dimasukkan kedalam pengontrol mesin NC/CNC dipastikan berdasarkan prosedur operasi standar. 5.10 Alasan penetapan tool offset dapat diberikan. Prosedur pengukuran tool offset dapat diberikan. Prosedur memasukkan tool offset kedalam program NC/CNC dapat diberikan. Teknik/peralatan untuk menentukan tool offset dapat diidentifikasi. 5.11 Contoh produk pertama diproduksi secara aman dengan prosedur operasi standar. 5.12 Prosedur pengoperasian mesin/proses NC./CNC dapat diidentifikasi. Tanda dan perlengkapan beserta fungsi alat keselamatan kerja pada mesin/proses NC/CNC dapat diidentifikasi. 5.13 Contoh produk pertama diperiksa untuk dibandingkan dengan spesifikasi berdaarkan prosedur operasi standar. 5.14 Spesifikasi produk yang akan diproduksi dapat diidentifikasi. Teknik/alat untuk mengukur produk dapat diidentifikasi. Mengeset dan mengedit program mesin/process NC/CNC 124
- 4. Standar Kompetensi Kerja Nasional Indonesia Sektor Logam Mesin 5.15 Jika memungkinkan, program NC/CNC diedit melalui pengontrol mesin/proses untuk memastikan produk sesuai spesifikasi. 5.16 Pengaruh perubahan kecepatan pemotongan dan kecepatan pemakanan pada produk yang akan diproduksi dapat dijelaskan. Pengaruh perubahan pada langkah pengerjaan produk dapat dijelaskan. Prosedur pengeditan program NC/CNC melalui pengontrol mesin dapat dijelaskan. 5.17 Jika memungkinkan, operator mesin diberi instruksi selama pengerjaan, prosedur keselamatan kerja untuk diamati. Semua prosedur dan perlengkapan pada tempat dan pengoperasiannya. 5.18 Langkah operasi mesin/proses NC/CNC dapat diidentifikasi. Semua tanda, perlengkapan dan peralatan pada mesin/proses NC/CNC beserta fungsinya dapat dijelaskan. Prosedur operasi standar pada mesin/proses dapat diidentifikasi. 5.19 Jika memungkinkan, kerusakan/keretakan alat potong dapat diidentifikasi dan tindakan koreksi dilakukan berdasarkan prosedur pengoperasian 5.20 Contoh umum keretakan atau kerusakkan alat potong dapat diidentifikasi. Pengaruh kerusakkan atau keretakkan alat potong pada produk yang akan diproduksi dapat dijelaskan. Tindakan koreksi yang harus diambil jika ditemukan keretakan atau kerusakkan pada alat potong dapat diidentifikasi. Prosedur untuk menyesuaikan tool offset dapat diberikan. KOMPETENSI KUNCI NO KOMPETENSI KUNCI DALAM UNIT INI TINGKAT 1. Mengumpulkan, Mengorganisir dan menganalisa Informasi 3 2. Mengkomunikasikan ide-ide dan informasi 2 3. Merencanakan dan mengorganisir aktifitas-aktifitas 2 4. Bekerja dengan orang lain dan kelompok 2 5. Menggunakan ide-ide dan teknik matematika 2 6. Memecahkan masalah 2 7. Menggunakan Teknologi 1 Mengeset dan mengedit program mesin/process NC/CNC 125