Recommended

Recommended
More Related Content
What's hot
What's hot (20)
Similar to High Productivity layered Manufacturing of Complex Patterns for Investment Casting
Similar to High Productivity layered Manufacturing of Complex Patterns for Investment Casting (20)
Recently uploaded
Recently uploaded (20)
High Productivity layered Manufacturing of Complex Patterns for Investment Casting
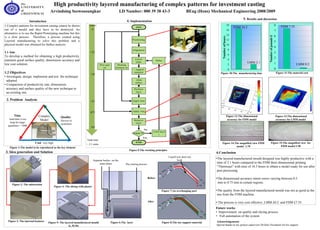
- 1. High productivity layered manufacturing of complex patterns for investment casting Arvindsing Seewoosungkur I.D Number: 000 39 38 43-3 BEng (Hons) Mechanical Engineering 2008/2009 1.Complex patterns for investment casting cannot be drawn out of a mould and they have to be destroyed. An alternative is to use the Rapid Prototyping machine but this is a slow process. Therefore, a process created using Layered manufacturing to solve this problem and a physical model was obtained for further analysis. 1.1 Aim To develop a method for obtaining a high productivity, maintain good surface quality, dimensions accuracy and low cost solution. 1.2 Objectives • Investigate, design, implement and test the technique adopted. • Comparison of productivity rate, dimensions accuracy and surface quality of the new technique to an existing one. 0 2 4 6 8 10 12 14 16 18 Numberofhours FDM 16.5 LMM 2.1 0 1 2 3 4 5 6 7 8 Numberofpounds£ •The layered manufactured mould designed was highly productive with a time of 2.1 hours compared to the FDM three dimensional printing “Thermojet” with time of 16.5 hours to obtain a model ready for use after post processing. •The dimensional accuracy minor errors varying between 0.5 mm to 0.75 mm in certain regions. •The quality from the layered manufactured mould was not as good as the one from the FDM machine. • The process is very cost effective ,LMM £0.2 and FDM £7.35. Figure 12:The dimensional accuracy for FDM model Figure 13:The dimensional accuracy for LMM model LMM 0.2 FDM 7.35 Future works • Improvement on quality and slicing process. • Full automation of the system. Time lead-time is too long for large quantities < 1000 Cost very high Quality Service to customers Time(s) 0 +25 +30 +55 ±75 165 Total time ~ 2.1 mins 2. Problem Analysis 3. Idea generation and Solution Complex Model 4. ImplementationIntroduction 5. Results and discussion 6.Conclusion Acknowledgements Special thanks to my project supervisor Dr.Dele Owodunni for his support. Figure 2: The subtraction Figure 3: The internal features Figure 4: The slicing with planes Figure 5: The layered manufactured mould (L.M.M) Figure 6:The layer Separate bodies on the same plane The joining process Figure 8:The use support material Figure 7:An overhanging part Liquid wax does not hold Before After Figure 9:The working principles Figure 10:The manufacturing time Figure 11:The material cost Figure 14:The magnified view FDM model 1:70 Figure 15:The magnified view for FDM model 1:50 Figure 1:The model to be reproduced as the key element