3. Mercerization is a finishing treatment of cotton with a strong caustic alkaline
solution in order to improve the luster, hard and other properties, was names
after its discoverer, John Mercer, and has been in use for sometime. It has
been seeing an increase in application recently.
Mercerization
4. John Mercer invented a process which gives cotton a lustre resembling silk - a
process known as 'mercerization'.
John Mercer (1791-1866)
5. Mercerizing Definition :
It is a treatment for cotton articles and/or natural fibres composed by cellulose in a
concentrated solution of caustic soda (300 g/l), under tension and ambient
temperature.
Objective:
Fibre swelling and simultaneously there is a longitudinal shrinkage, modifying the
morphological structure of the fibre and achieving a shinier surface, resistant to wear
and washing.
Mercerization
6. Types of Mercerization
Mercerization are Two Types:
1) Tension Mercerization
• The purpose of mercerization is to increase luster of Cotton fibers
• The fiber untwists and swells, lumen becomes rounder in cross-section and it
gains luster. Dye affinity and chemical reactivity increase. Fabric becomes
stronger and smoother.
2) Slack Mercerization
• Not as lustrous as tension method
• Elongation and recovery properties improve and thus have been used to
produce comfort stretch garments and fabric bandages, which need to
conform to body shapes.
7. Native cellulose (Cellulose I) forms alkali cellulose I with concentrated sodium
hydroxide. On washing and neutralization cellulose II is formed.
As a result of the penetration of the alkali into the lattice, internal hydrogen bonds are
broken and in Cellulose II the number of available hydroxyl groups (-OH) is increased
by 25%. The process is commercially known as mercerisation. The treatment with
alkali and subsequent washing may be performed so that the fabric or yarn may
either freely contract or they may be held under tension. In both cases the
mercerised cotton has an increased affinity for both reactive and direct cotton dyes,
water and an increased strength. Cotton yarn or fabric mercerised without tension
contracts, but if held under tension it retains its original dimensions and the lustre is
increased.
THEORY:
8. At which stage cellulose can be Mercerized?
Mercerization is possible
- on greige goods
- after desizing
- after desizing and scouring
- after bleaching
- after dyeing.
9. Mercerisation alters the chemical structure of the cotton fibre. The structure of the
fibre inter-converts from alpha-cellulose to a thermodynamically more favourable
beta-cellulose polymorph.Mercerising results in the swelling of the cell wall of the
cotton fibre. This causes increase in the surface area and reflectance, and gives the
fibre a softer feel. An optional last step in the process is passing the thread over an
open flame; this incinerates stray fibers, improving the fabric's appearance. This is
known as "gassing the thread" due to the gas burner that is typically used.
General Process of mercerization:
10. Note: Fabric Mercerization is Cheaper than double Mercerization which provides a softer hand
Mercerization
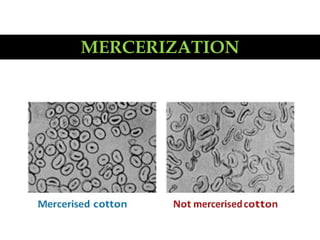
11. Enlarged fiber segment showing the
wrinkled primary wall surface
SURFACE OF COTTON
Tubular mercerized cotton fiber,
showing a smoother surface.
13. 1. Larger dyeing affinity
2. Larger dimensional stability of the articles
3. Increasing of the lustre
4. Increasing of the tensile strength
5. Better covering of dead and/or mossy cotton
6. Improving to the touch
THE ADVANTAGES OF THIS PROCESS ARE:
Effects of the chain mercerization of cotton fabric
14. 1. Improve Luster.
2. Increase ability to absorb dye.
3. Improve reaction with a verity of chemicals.
4. Improve stability of form.
5. Improve strength/elongation.
6. Improve smoothness.
7. It has been shown that the increase in the luster occurs because of an effect.
8. The cotton fiber do convoluted.
9. The cross-sectional shape changes.
Effect of Mercerization:
15. In mercerizing followings are important:
1. Twaddle
2. Temperature
3. Tension
4. Time
Factors of Mercerizing:
16. (1) Twaddle (Concentration of NaOH):
If the concentration of NaOH is increased above 56oTw improvement in luster will be
attained but if it is decrease below 48o Tw. The quality of luster will begin to be
adversely affected.
(2) Temperature:
High degree of luster is attained at temperature 18-20oC. As the temperature is
increased the quality of luster is adversely affected but on lowering the temperature
no improvement in the luster is obtained.
17. (3) Tension:
For acquiring better luster the material must be stretch to its original dimension
(both in warp and weft direction during mercerization). If the material is allowed to
shrink during mercerizing then quality of luster will be impaired on the other hand if
the material is stretched more no improvement in luster is achieved.
(4) Time:
The optimum time for mercerizing is 30-60 seconds by increasing the duration of
time no applicable improvement in the quality of mercerization can be achieved but
if the time limit is less than 30 seconds in the quality of mercerization will be
improved.
18. A treatment of cotton yarn or fabric to increase its luster and affinity for dyes. The
material is immersed under tension in a cold sodium hydroxide (caustic soda) solution
in warp or skein form or in the piece, and is later neutralized in acid. The process
causes a permanent swelling of the fiber and thus increases its luster.It is the process
of treatment of cellulosic material with cold or hot caustic conditions under specific
conditions to improve its appearance and physical as well as chemical properties.
19. • To improve the lusture
• To improve the strength
• To improve the dye uptake and moisture regain.
Purpose of mercerizing
20. What is the mercerizing process
The mercerizing involves these three subsequent steps,
1. Impregnation of the material in in relaxed state,cold caustic solution of
required strength and wettability..
2. Stretching while the material is still impregnated in the caustic solution.
3. Washing off the caustic soda from the material while keeping the material still
in the stretch state.
21. proportions of free hydroxyl groups accounts for the increase in the reactivity and
absorptive capacity.The decrease in this high absorptive capacity on drying,particularly
at high temperature ,is due to the formation of new secondary linkages on account of
greater amplitude of thermal vibrations of hydroxyl groups as suggested by Urqhart.
Neales theory in Broad
The hydroxyl groups on long cellulose chains attract the water molecules when
cellulose takes up water, the structure expands transversily as some of the mutual
secondary valency linkages are replaced by water hydroxyl linkages.Now in alkali
solution ,some of the hydroxyl hydrogen atoms are replaced by sodium atoms and a
system of high ionic concentration is established.Owing to osmosis ,water tends to
enter this system and more secondary linkages are broken and are replaced by linkages
with alkali in water.When the alkali cellulaose is washed the sodium ions and the
hydroxyl ions are diffused away, and the osmotic pressure falls, the cellulose gel
contracts by virtue of its elasticity.
During this contraction , hydroxyl –hydroxyl linkages are reform but not in such a great
number as before and the orientation of the micells is more random.The greater
THEORY OF MERCERIZING
23. A. Fiber level
1. Swelling
2. Cross sectional morphology changes from beam shape to round shape.
3. Shrinkage along with longitudinal direction.
B. Molecular level
1. Hydrogen bond readjustment
2. Orientation (parallelization) of molecular chains in amorphous region along the
direction of fiber length.
3. Orientation of the crystallinity in the direction of the fiber length.
4. Increased crystallinity
C. Chemical Changes
1. Increased rate of reaction on hydrolysis and oxidation
2. Liberation of heat during the caustic treatment.(heat of sorption and heat of
reaction)
3. Increase in the alkali absorption.
4. Increase in the absorption of iodine.
Changes during mercerizing process
24. 1.Due to Swelling
Swelling is due to molecular attraction with associated hydration in this instance.
Since the alkali cellulose is more hydrated than native cellulose ,maximum swelling
concentration is result of attraction of alkali cellulose in solution on one hand and free
alkali on the other. Hydration of the cellulose increases with increased fixation of alkali
in solution of rinsing concentration upto a certain limit, after which the free alkali
exerts a dehydrating effect on alkali cellulose to a greater extent.
Dissociation of alkali ions from the alkali cellulose compound corresponds to an
absorption of OH- ions ,and in this manner a negative charge results.The cellulose
molecules repel each other and absorb water ,this absorption being greater, the
greater is the charge. If however the dissociation of alkali cellulose salt is forced back
,then there is reduction in the charge. Further if the concentration of the electrolyte is
high in swelling liquor ,then charge of cellulose particles is shielded by free ions and
force of repulsion is diminished.
2.Due to osmotic phenomenon.
The fiber is surrounded by a hardened euticle which acts as a dialyzing membrane to
induce osmotic action ,which is better explained with the help of Neales theory
Q. Why there is a swelling in cellulose ???
25. Q.Why there is a rise in temperature of caustic solution during mercerization?
Ans ;- Because when cellulose is treated with a moderately concentrated caustic
solution ,the heat is evolved due to heat of sorption and heat of reaction.
Q.What should be caustic concentration for yarn mercerization?
Ans:- Although mercerization can be done with the caustic concentration ranging
between 150Be to 380Be, As for as the economy of the process and optimum
mercerizing effect in yarn , the concentration of the caustic used is 250Be(225 gpl) to
32 0Be(325 gpl) at room temperature.
Q.Whether the recovered caustic from mercerizing process is reusable?
Ans:- The caustic soda from the washing process is recoverable and can be reusable
,but it has to be free from the contaminants and must be purified to remove the
undesirable impurities.
26. Ans:-The cotton hair swells in strong caustic soda solution ,which change its cross
section from squashed circular pipe shape to an oval shaped . if the fibers are placed
under a tension or stretched position in the swollen state and then washed to reduce
the caustic concentration below a particular limit, then there is an increase in the
luster of the fiber.
Q. Why there is increase in luster of yarn after mercerization?
27. He treated cotton yarn at 0°C to 40°C, using 30°/38° Bé caustic soda and measured the
shrinkage by mercerization, and found that the least shrinkage variation is obtained at
10°C and 30° Bé. Therefore, robust conditions insensitive to the concentration of alkali
and temperature must be selected for stable mercerization.
Ans:- The relation between the shrinkage of cotton fiber, the concentration of alkali
and the processing temperature was studied by H. Flecken, and the result is shown in
this Figure.
Q. What shall be the ideal temperature for mercerization?
28. Q. What is the mercerizing cycle for yarn mercerizing?
29.
30. 1. Loading of material on the rollers in rest position.
2. Lowering of rollers
3. Caustic tray movement
4. Pre tensioning
5. Free shrinkage
6. Lye tensioning
7. Squeezing
8. Washing tray movement
9. First wash and tensioning
10. Second wash
11. Third wash
12. Final wash
13. Squeezing
14. Lifting Of Rollers
15. Unloading the hanks
A typical mercerizing cycle in yarn mercerizing is having following steps
31. What is the significance of different steps in mercerizing cycle?
1.Pre tensioning
This is the first step in yarn mercerizing cycle ,which runs to uniformly distribute the
greig yarn hanks on the rollers in combination with reversal of direction of motion of
rollers, without any entanglement. The material should become completely wet in
this step.
2.Shrinking
This is the actual caustic treatment step or the mercerizing step in which the yarn is
allowed to shrink freely , the yarn runs for sufficient time in relaxed state to react
completely with the caustic , higher the shrinkage achieved better will be the
mercerizing.
3. Lye tensioning
The lye tensioning is done to stretch the yarn back to original length.
4.Squeezing
To remove the unbound caustic solution from the material, so that the material can
be washed effectively, and quickly to reduce the caustic content . This step also
ensure the to minimize the wastage of excess caustic liquor during washing
32. 5. Washing and tensioning
The stretch applied to get the maximum luster , material is washed along with
stretching beyond its original length produce better luster. The amount of stretch
applied depends upon the luster required and quality of yarn. The washing
temperature is kept near boil to make washing efficient and short. Time or
sequence of washing is so adjusted to reach a residual caustic content below 10%
within a shortest possible time.
6.Final caustic content
The final caustic content should be below 10% ,because if it is more it will be
sufficient to carry out further mercerizing effect and the material will shrink back.
During the storage of mercerized material , the water from the exposed areas will
evaporate and got concentrated locally causing mercerizing effect ,which is called
local mercerizing and will lead to patchy dyeing.
The level of residual caustic in the yarn is achieved less than 3% , if it is on the
higher side ,then the washing is not effective.
What is the significance of different steps in mercerizing cycle?
33. In general following process control tests are carried out in yarn mercerizing ,
1. The circumference of the hank
2. The machines settings for shrinkage and stretching and actually achieved values
3. Concentration of the lye and level of contaminants such as carbonate content,
bicarbonate content etc.
4. Temperature of caustic
5. Timings of different steps
6. Washing sequence, timings and temperature,
7. Shrinkage % or wetting power of caustic
8. Residual caustic content of the mercerized material.
Q. What are tests to be carried out during mercerization?
34. 1. Generally non crysilic type of wetting agents are used in mercerizing,
2. which Gives uniform wetting and better penetration of caustic liquor of
mercerizing and causticising strength. ,
3. Improves luster and strength of mercerized cotton.
4. Does not interfere during caustic recovery.
5. Effective over a wide range of temperature.
6. Non-foaming.
7. And odor free
Properties of wetting agents in mercerizing
35. There are several tests which are done to quantify the mercerizing effect,
1. X ray analysis showing changes in the fine structure
2. Increased reactivity
(a) Reactivity ratio
(b) Hydrolysis number
3. Absorption Methods
(a) Moisture absorption or regain
(b) Dyestuff absorption
(C) Absorption from alkaline solutions
(i)Sodium hydroxide absorption
(ii) Barium Hydroxide absorption or Barium Number
(iii) Cuprammonium hydrate
4.Counting methods
(a) deconvolution caount
(b) Cross section count
5.Lusture
6.Shrinkage or Swelling
7.Mechanical properties
(a) Breaking load
(b) Extension or elongation at break
(c) Dimensional stability of yarn
How can we quantify the mercerizing effect?
36. 1. De Convulation Test
2. Brightness Test
3. Dye Absorbency Test
4. Benzo Purpurine Test
5. NaOH Spotting Test
Estimation of Mercerization:
37. In this method we determine barium activity number & estimate mercerization.
Procedure:
• In a flask 2 gm sample & 30 ml of 0.25 N Ba(OH)2 solutions for 4 hours is shaken by
a shaker. Then the sample is taken out.
• 10 ml of Ba(OH)2 from leftout solution is taken & treated with 0.1 N HCl. Methyl
orange indicator is used. First the color will be yellow & finally color of saturated
solution will be pink.
• At the same time 10 ml of fresh Ba(OH)2 will be titrated with 0.1 N HCl in presence
of methyl orange.
DYE ABSORBENCY TEST:
38. Calculation:
10 ml of Ba(OH)2 solution (blank) required 24.3 ml of 0.1 N HCl.
10 ml of Ba(OH)2 from an unknown sample of cotton required 19.58 ml of 0.1 N HCl.
10 ml of Ba(OH)2 from an unmercerized sample of cotton required 21.2 ml of 0.1 N HCl
Acceptable standard = 115 – 135
Note:
• Mercerization contains concentrated NaOH solution of 28 – 32 Be or 270 – 330 gm/l
• 15 – 20% tension is maintained.
DYE ABSORBENCY TEST:
39. Benzopurpine Test:
1. Mercerized &unmercerized cotton samples are treated in 0.5% solution
of benzopurpine for 30 min boiling temperature
2. Treated sample is washed, dried & compared visually or
spectrophotometrically
3. Mercerized sample are more deeply dyed than unmercerized sample.
NaOH Spotting Test:
1. Undyed fabric is spotted with 30% solution of NaOH
2. Then both mercerized &undyed spotted fabrics are dyed using
Benzopurpurine.
Observation:
If fully mercerized: No spot
If not mercerized: Dark Spot
40. Shrinkage test
The above shown instrument is used for the test of shrinkage % of
mercerizing liquor as well as to test the mercerizing wetting agents.
There is a vertical tube in which the caustic lye is filled , a 12 folded 20s
carded yarn is attached to a 10 gm load and hanged as shown in the
figure. The shrinkage after different time intervals is recorded and
plotted against time in seconds.
Shrinkage % is calculated with following formula :
Where L0 is original length of the yarn
L is the length of yarn after a particular time of wetting.
The test is carried out at different caustic concentrations ,temperatures by varying the
GPL of wetting agents.
42. Sample:
Yarn sample → 58/2 s singed and mercerized
Single mercerized fabric → Grey mercerized, Yarn count – 58/2s , Speed – 10m/min.
Double mercerized fabric → Grey mercerized, Yarn count – 58/2s, Speed – 10m/min.
Test for Mercerizing:
Stock solution preparation:
To prepare 0.25(N) Ba(OH)2 Solution from a hydride barium hydroxide powder following
formula should be applied
Where,
N = Normality
W = Weight of Ba(OH)2
M = Molecular mass equivalent of hydride Ba(OH)2
i.e. Ba(OH)2 . 8H2O,
V = Volume of Ba(OH)2 solution,
For 250 ml solution of 0.25(N) Ba(OH)2 following parameters should maintained,
43. Test for Mercerizing:
Now dissolve this Ba(OH)2 in to 250 ml distilled water.
Keep the solution overnight in a safe position in a volumetric flask
44. Procedure:
2 gm of mercerized sample (fabric or Yarn) has to taken
The sample has to immerse in 30 ml 0.25(N) Ba(OH)2 solution.
The sample in immersion under Ba(OH)2 solution should keep 4 hrs
After 4 hrs the sample mercerized cotton should remove from the solution and shaken
carefully and well by a shaker.
From the left out solution 10 ml has to take for titration.
The solution is titrated with 0.1 (N) HCl in presence of methyl orange indicator.
The volume of HCl required to titrate the Ba(OH)2 solution has been recorded.
Now the mother/stock solution of Ba(OH)2 also titrated with same HCl and the amount
has been recorded.
Test for Mercerizing:
Then can be calculated by the following formula,
45. Chart:
Sample
no
Sample type
Impregnation Required ml of HCl
to titrate Ba(OH)2
Ba(OH)2 %
absorbed by the
mercerized sample
Start time End time
1 Mercerized Yarn 20 20.319%
2 Single mercerized 19.1 23.904%
3 Double mercerized 18.7 25.5%
Test for Mercerizing:
Result:
Ba(OH)2 % absorbed by the mercerized Yarn sample = 20.319%
Ba(OH)2 % absorbed by the single mercerized fabric sample = 23.904%
Ba(OH)2 % absorbed by the double mercerized fabric sample = 25.5%
Evaluation:
Below 15% → Unmercerized
Above 15% → Mercerized
70% → Fully mercerized
So the samples are mercerized.
46. Test for Mercerizing:
Remarks:
The easy test done is not a standardize test. It is generally practiced in mills and factories
for quicker evolution of mercerization. In this test accuracy is maintained as much as
possible. Titration is done manually. More over the concentration of HCl and Barium
Hydroxide also measured by the same titration procedure. As the test result comes in a
percentage basis the initial concentration variation does not hamper the test result. For
this reason the test result is claimed accurate and satisfactory.
50. 1. Continuous tubular mercerizing machines
2. Mercerizing of all types of knitted fabrics such as single jersey, interlock, fine
rib and piqué in cotton or its blends.
3. Power-adjustable circular expanders in the stabilizing, washing and
neutralizing sections
4. Optimum length and width control is ensured for every diameter.
5. Uniformity of stitches and Wales throughout the entire length and width of
the fabric.
6. Uniform fabric appearance, weights and shrinkage values as well as improved
dimensional stability and a permanent, high luster.
7. Automatic control via PC of all variable machine parameters.
8. Heat recovery system for the waste water.
9. Lye cooling system and heat exchangers, precise temperatures in the
impregnating and individual washing troughs
FEATURES
51. GENERAL PROCEDURE
1. The treatment is usually carried out under tension, with caustic soda
at 28°- 30° Bé ( Approx. 270- 330 g/l ).
2. The liquor temperature usually ranges between 15-20° C and its
uniform absorption is assured
3. By adding mercerising wetting agents stable in alkaline environment.
4. Once the operation has been carried out, alkalinity must immediately
be neutralised by means of a diluted acid solution.
57. Chainless Mercerizing
Chainless mercerizing is practiced on a range where the cloth is maintained in contact with
rotating drums virtually throughout the entire process. The tension on the fabric depends on
the friction between the cloth and the surface of the drum. 76 This results in good control of
length but limited control of width. Bowed rollers are sometimes used to stretch the width
but they are much less effective when compared with the clips of the chain Mercerizer.
Chainless Mercerizing is used on fabrics that cannot be handled on a clip frame such as
knits. Specialized equipment has been developed for Mercerizing tubular knit goods.
One arrangement is based on a spreader mechanism that resembles a floating cigar. In
the USA, very little if any knit goods Mercerization is in evidence. There are some knit
goods made from mercerized yarns, however.
CHAINLESS MERCERISING RANGE
60. Fabric path:
The fabric is passed through the guide roller to the alkali tank, then the fabric pass
though some roller to horizontal clip. There is a spray in the path. The fabric to the alkali
recovery tank, after that it pass though the squeezing roller and to the delivery roller.
Controlling points:
Adjustable guide roller:
In this case the adjustable guide roller can be adjusting with the width of the fabric. So it
should be maintain properly.
Horizontal clip:
It can control the spreading of the fabric and if need spraying is done with the sprayer.
Alkali liquor solution:
In these alkali tank the temperature should be 20 to 30 degree C. The concentration of
the solution must be 50-65%.
Fabric speed:
The speed of the fabric should be controlled properly unless the fabric will not
mercerized uniformly
63. • Eco block: cooling caustic (17.5 to 19.5)C
• Hydraulic pump: up& down cylinder,
• Cover & roller
• Panel board: CPU
• Rill holding roller
• Inside of Caustic, dia of roller: 136.5cm
• First wash & second wash,dia of roller:141cm
• Squeezing/pressure roller(Rubber coated)
• Capacity: at a time 10.5 kg
• Concentration of caustic: 30.0 – 30.5 baume
• Mercerizing oil mixing 90ml/doff (Invadin MR)
• Caustic recycling.
• Yarn 3.5 minutes run in caustic solution at (17.5-19.5)C
• Hot wash at 80C for 40-45 seconds.
• Second hot wash at 60C for 1.15-1.30 minute.
• Normal washes 50-60 seconds.
• Total process needs 6 to 7 minutes.
Machine Parameter
64. Flowchart of Hank Mercerization Process:
Feed the hank
Caustic impregnation for 3 min 45 sec
(With no stretch)
Hot wash at 80ºC for 60 sec
(With stretch)
Hot wash at 60ºC for 45 sec
(With stretch)
Cold wash for 60 sec
(With stretch)
Pull up
65. Fabric Mercerizing
Brand Name: Dornier
Origin: Germany
Type: CM B/2
Serial No.: 100625
Year: 1999
Maximum Width: 36 inch
66. Process Flow Chart:
Grey / Yarn dyed fabric received from the store
Batch making
Stitching and checking for knitting defects and holes
Yarn dyed fabric mercerized and Grey fabric singed & mercerized
Yarn dyed transferred to the finishing department
Grey fabric turning and transfer to the dyeing department
67. Caustic soda concentration 30 - 32 ºBe
Caustic soda temperature 16 - 18ºC
Concentration of wetting agent 5 gm/lt.
Initial width of the fabric increase to 10cm
Final width of the fabric as per requirement
Dwell time 22 - 25 sec in caustic soda
Cigar setting 35 to 45 % as per fabric quality and stretching, for solid grey 35%
Washing water temperature for yarn dyed fabric all 50ºC and for grey fabric 90ºC,
80ºC, 70ºC, 60ºC.
Inlet fresh water velocity 7 m3/hr
Fabric PH after mercerization 5 – 6
Neutralization at 60oC with Sirrix NE @ 10 gm/lt.
Total Time Needed for Mercerization: 4.50 minute @ 15 m/min (Fabric Passing
Speed).
25 second submerged in caustic soda solution @ 15 m/min.
Process Control Parameter:
68. Fabric Passing Speed:
Fabric Type Speed (m/min)
Grey Fabric Single Mercerizing 12
Grey Fabric Double Mercerizing 15
Yarn Dyed Double Mercerizing 15
Nip pressure:
Position For yarn dyed fabric in Bar For gray fabric in Bar
After NaOH bath 1.5 1.5
Before acid bath 1.0 1.0
After acid bath 1.0 1.0
After washing 1.0 1.0
70. DAILY MAINTENANCE CHECK LIST.
DORNIER MERCERIZING MACHINE
Check the quantity of fresh caustic soda in the caustic soda storage tank.
Check the complete machine and the auxiliary equipment visually.
Check whether all chains, chain wheels and drives are properly running.
Check the soda temperature to ensure that the cooling plant works properly
Check that all rollers are easily relatable.
71. DORNIER MERCERIZING MACHINE
Grease all the bearings and moving parts.
Check the bearing bolts and replace them if necessary.
Change the gear oil of the gear boxes
Check the rubber coating of the fixation & drive rollers
Complete check of the cooling plant
Check the spray rings, piping and armatures
Check the pneumatic piping for proper connection
Check and retighten the electric connections of machine
Replace the chains and the chain wheels of the drives
YEARLY MAINTENANCE CHECK LIST
72.
73.
74. 1. Yarn Manufacturing Technology
Link : http://www.facebook.com/pages/Yarn-Manufacturing-Technology/485014954866808
2. Fabric Manufacturing Technology
Link : http://www.facebook.com/pages/Fabric-Manufacturing-Technology/459520217425605
3. Garments Manufacturing Technology
Link : http://www.facebook.com/pages/Garments-Manufacturing-
Technology/472364799463126
3. Wet processing Technology
Link : http://www.facebook.com/pages/Wet-Processing-Technology-Dyeing-/468645219825404
4. Fashion-Design-and-Technology
Link : http://www.facebook.com/pages/Fashion-Design-and-
Technology/587655294583875?ref=ts&fref=ts
My Facebook Textile related Pages
http://www.textilelab.blogspot.com (Visit My Blog for more Info )