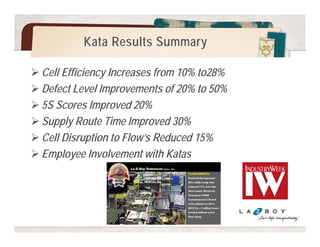
Downloaded 33 times
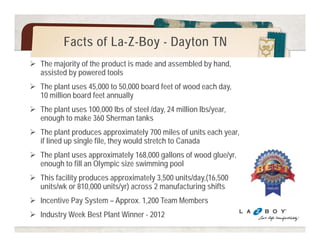
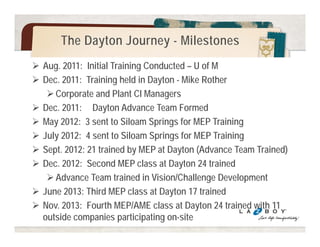
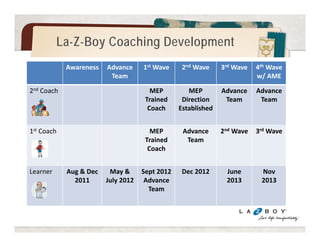
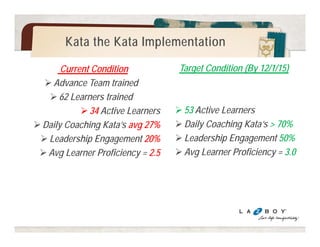
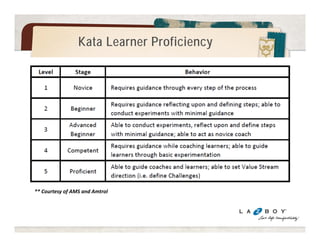
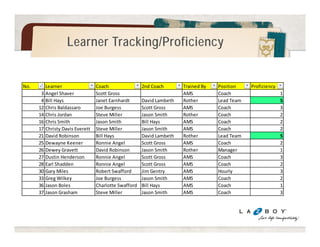
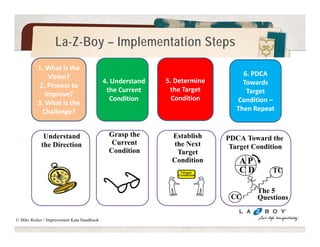
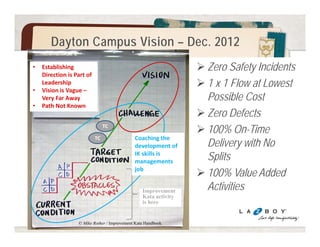
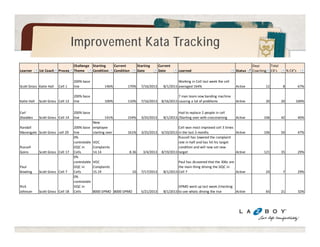


The document provides details about La-Z-Boy's manufacturing plant in Dayton, TN and its journey implementing Toyota Kata. It describes the plant's production statistics, workforce size, and incentive pay system. It then outlines La-Z-Boy's steps to implement Kata, including initial training, sending employees to further training, establishing a vision of changing the company culture, and tracking learner proficiency over time. Metrics such as productivity, quality, and the percentage of daily coaching cycles are used to monitor progress toward targets.