The document is a manual for powder coaters that provides information on powder coating materials and processes. It discusses the different types of powder coating materials including thermoplastic and thermoset powders. Thermoplastic powders like PVC, nylon, and polyester are used for functional applications while thermoset powders like epoxy, polyester, acrylic and their hybrids are used for both functional and decorative applications. It provides details on the manufacturing process for powder coatings and factors to consider when selecting a powder for a specific application.





























































![essential to the pretreatment process. To ensure that the measurement is accurate, the
meter must be properly calibrated.
Calibration by the single point method is described below.
1. Connect the pH electrode to the instrument and remove the protective cap from the
electrode.
2. Rinse the pH electrode with distilled water and immerse it in pH buffer 7.00.*
3. Turn on the instrument by setting the three position rocker switch to the ON position.
4. Set the TEMPERATURE control to that of the pH buffer (use a Tel Tru GT 100R or
other suitable thermometer to obtain the pH buffer temperature).
5. Adjust the STANDARDIZE control to read the buffer value corresponding to the
buffer temperature. Refer to Table 1 below for these buffer values.
6. Remove the pH electrode from the pH buffer solution. Rinse the electrode with
distilled water.
The pH meter is now calibrated and ready for use.
The temperature control knob on the pH meter must be set to the temperature of the
solution that the pH probe is in.
The pH electrode must not be allowed to dry off. When not in use, the electrode should be
soaked in pH buffer solution. The electrode should not be used in solutions above 140º F
(60º C) and it should be protected from freezing. The electrode should be rinsed with
distilled water before being transferred from the test solution to the buffer solution and it
should be shaken off to reduce solution contamination whenever it is transferred from one
solution to another.
If a coating has formed on the electrode tip, try to remove it by stirring briskly in a
detergent solution or by spraying with a squirt bottle. If this does not work and the meter
responds slowly or improperly, the glass bulb can be gently cleaned with a soft brush. If it
still does not work properly, replace the bulb or meter.
pH buffer solutions should be checked periodically by comparing their pH to the pH of
fresh buffer solution. Replace the solution when a pH difference of 0.1 or greater is
measured.
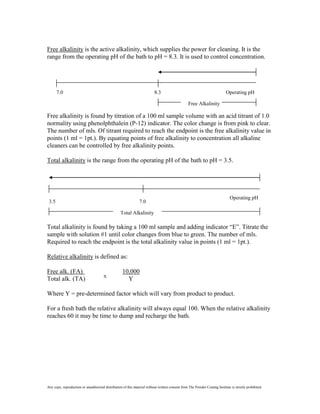
Titrations and Alkalinity
Titrations must be performed regularly, even for operations that use automatic chemical
addition pumps. The items that are routinely read include free alkalinity, total alkalinity,
relative alkalinity, total acid, and acid consumed.
The pH scale is logarithmic and the intervals are exponential. pH = -log [H+].
acidic basic
0 7 14
Any copy, reproduction or unauthorized distribution of this material without written consent from The Powder Coating Institute is strictly prohibited.](https://image.slidesharecdn.com/thepowdercoatersmanual-100727124909-phpapp01/85/The-powder-coaters_manual-72-320.jpg)