



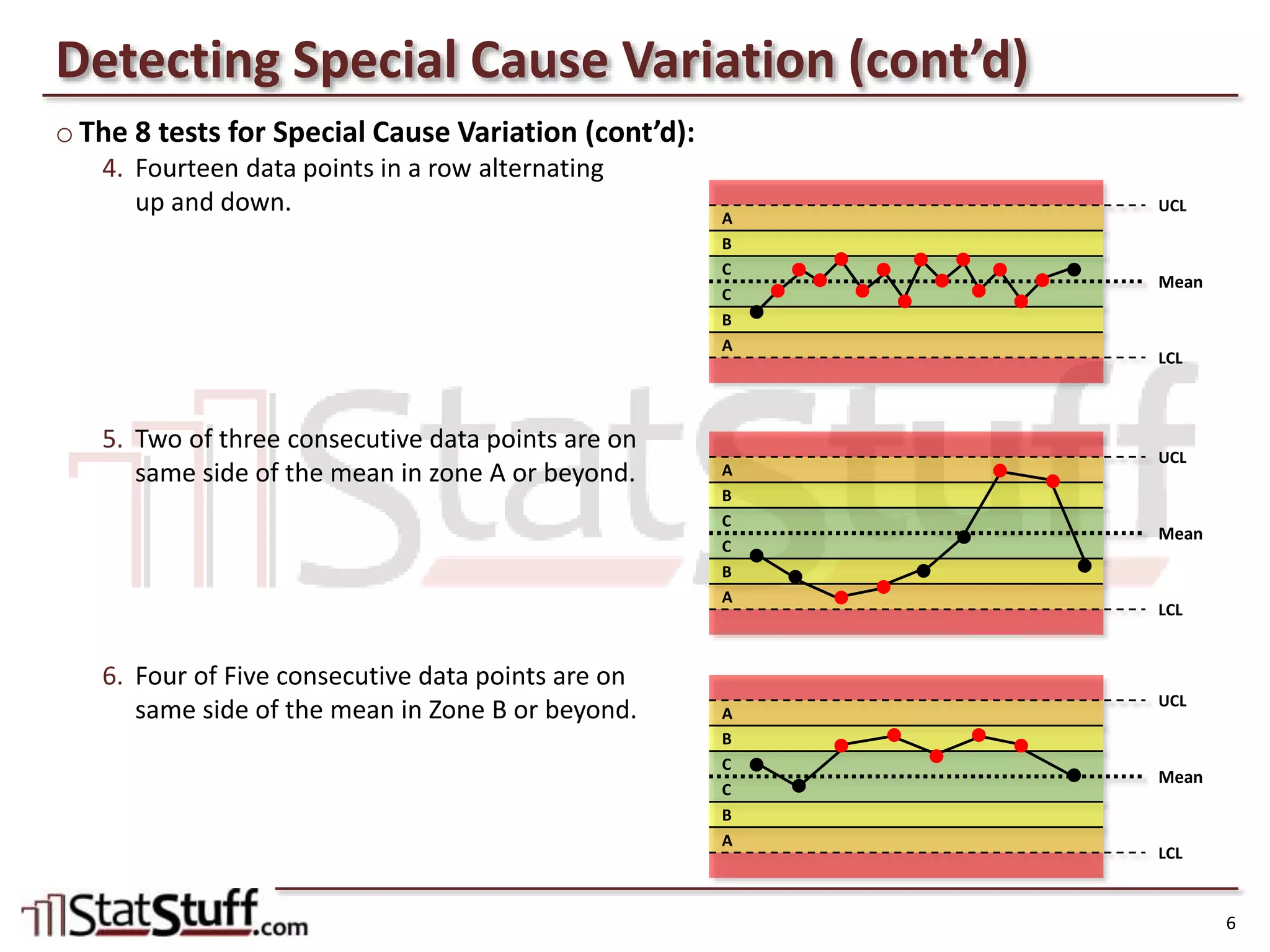



This document discusses testing for special cause variation in statistical process control charts. It begins by reviewing the components of a control chart, including observations, mean, lower and upper control limits. It then describes the eight tests for detecting special cause variation: individual points outside control limits; nine points in a row on the same side of the mean; six points in a row increasing or decreasing; etc. Finally, it explains how to set up these tests in Minitab software. The goal is to identify non-random variation that could indicate problems in the process.





































![ch20[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/ch201-230310224339-ed5e9422-thumbnail.jpg?width=640&height=640&fit=bounds)
















































