Secondary Packaging:
Protecting ProductIntegrity
Secondary packaging is the essential layer beyond the primary
product container, playing a critical role in safeguarding goods
during transit and storage.
Globally, this market exceeds £120 billion, growing steadily at
a 4.5% compound annual growth rate.
Its primary function is to minimise product damage, with
effective solutions reducing instances of damage by up to 80%,
ensuring products reach consumers in pristine condition.
2.
Sealed and openplastic blisters-Single- and multi-unit formats
Paper trays & cartoning
4.
Diverse Functions ofSecondary Packaging
Grouping & Handling
Efficiently groups multiple primary packs into
larger units, such as cartons or trays,
simplifying handling and storage.
Barrier Protection
Offers crucial additional barriers against
external elements like light, moisture, and
gases, extending product viability.
Structural Integrity
Enhances the product's structural strength
and stackability, preventing damage during
transportation and warehousing.
Branding & Information
Provides space for branding, essential
labelling, and consumer information,
improving market appeal and regulatory
compliance.
Supply Chain Optimisation
Streamlines logistics, leading to a significant
reduction in transit losses, often by as much
as 15%, through better load stability.
5.
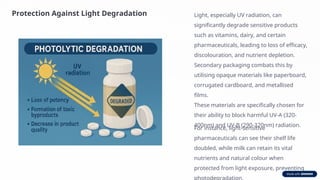
Protection Against LightDegradation Light, especially UV radiation, can
significantly degrade sensitive products
such as vitamins, dairy, and certain
pharmaceuticals, leading to loss of efficacy,
discolouration, and nutrient depletion.
Secondary packaging combats this by
utilising opaque materials like paperboard,
corrugated cardboard, and metallised
films.
These materials are specifically chosen for
their ability to block harmful UV-A (320-
400nm) and UV-B (290-320nm) radiation.
For instance, light-sensitive
pharmaceuticals can see their shelf life
doubled, while milk can retain its vital
nutrients and natural colour when
protected from light exposure, preventing
photodegradation.
6.
Protection Against Moisture
Controllingmoisture is paramount for product stability
and longevity.
Secondary packaging employs advanced moisture barrier
coatings, such as polyethylene (PE), polyvinylidene chloride
(PVDC), or wax, along with multi-layer laminates, to
maintain optimal moisture content.
This prevents hygroscopic products from caking and
moisture-rich items from drying out.
This protection is critical for sectors like NUTRACEUTICALS
(keeping DRY & crisp), pharmaceuticals, and electronics
devices where moisture fluctuations can lead to spoilage
or functional failure.
Effective moisture barriers can reduce spoilage in sensitive
goods by up to 30%, preserving quality and safety.
7.
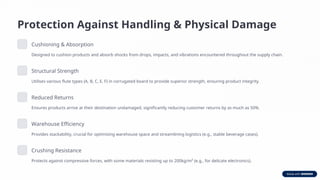
Protection Against Handling& Physical Damage
Cushioning & Absorption
Designed to cushion products and absorb shocks from drops, impacts, and vibrations encountered throughout the supply chain.
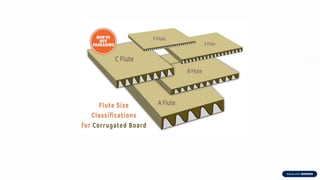
Structural Strength
Utilises various flute types (A, B, C, E, F) in corrugated board to provide superior strength, ensuring product integrity.
Reduced Returns
Ensures products arrive at their destination undamaged, significantly reducing customer returns by as much as 50%.
Warehouse Efficiency
Provides stackability, crucial for optimising warehouse space and streamlining logistics (e.g., stable beverage cases).
Crushing Resistance
Protects against compressive forces, with some materials resisting up to 200kg/m² (e.g., for delicate electronics).
9.
Microbial Protection &Contamination Control
• Beyond physical protection, secondary packaging serves as a vital barrier against environmental contaminants like
dust, dirt, and microorganisms.
• This is especially crucial for sectors such as medical devices, where it supports the integrity of sterile primary
packaging, preventing re-contamination risks after sealing.
• By creating a robust physical shield, secondary packaging minimises the risk of cross-contamination during handling,
storage, and transport, particularly in sensitive environments.
• This critical function contributes to enhanced product safety and can reduce costly product recalls by up to 10% in
high-risk industries.
10.
• Microbial LimitTest -Microbial Enumeration Test which is a quantitative enumeration of
mesophilic bacteria and fungi (yeasts, moulds) that grow under aerobic conditions and the
• Tests for Specified Microorganisms which test for the presence of Escherichia coli,
Salmonella species, Pseudomonas aeruginosa, Staphylococcus aureus, Candida albicans,
Clostridium species, and Bile-tolerant Gram negative bacteria.
• The FDA also addresses the need for non-sterile products to be free of objectionable
organisms as set forth in 21 CFR 211.113 and 21 CFR 211.165
• A risk based assessment into objectionable organisms are summarised below:
• The characteristics of the microorganism
• The number of microorganisms present
• The nature of the product as in whether or not the product supports growth
• Whether the product has adequate antimicrobial preservation
• The use of the product, due to the fact that hazard varies according to the route of
administration via the eye, nose, or respiratory tract
• The method of application
• The presence of disease, wounds, or organ damage
• The intended recipient as risk may differ for neonates, infants, and the elderly
• The use of immunosuppressive agents and corticosteroids.
11.
Evaluating Secondary PackagingMaterials: Key
Metrics
Rigorous testing protocols are essential to
ensure the suitability and performance of
secondary packaging materials.
This evaluation focuses on critical material
properties, barrier efficacy, and overall
structural integrity to guarantee product
protection throughout its lifecycle.
Key performance metrics directly influence
product shelf life, safety, and cost efficiency
within the supply chain.
Adherence to international standards, such as
ISO, ASTM, and specific industry standards like
ISTA, is paramount for achieving regulatory
compliance and safeguarding consumer safety.
American Society for Testing and Materials & ISTA-International Safe Transit Association
12.
• Multi LeakTester (MLT) offers a versatile and efficient solution for testing various rigid products like pods, capsules, cans, jars,
bottles, vials, and cups.
• The Oxipack Multi Leak Tester employs a vacuum decay method for effective and non-destructive leak detection
13.
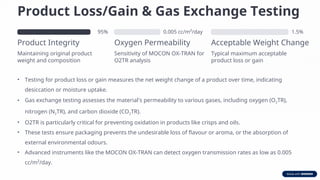
Product Loss/Gain &Gas Exchange Testing
95%
Product Integrity
Maintaining original product
weight and composition
0.005 cc/m²/day
Oxygen Permeability
Sensitivity of MOCON OX-TRAN for
O2TR analysis
1.5%
Acceptable Weight Change
Typical maximum acceptable
product loss or gain
• Testing for product loss or gain measures the net weight change of a product over time, indicating
desiccation or moisture uptake.
• Gas exchange testing assesses the material's permeability to various gases, including oxygen (O2TR),
nitrogen (N2TR), and carbon dioxide (CO2TR).
• O2TR is particularly critical for preventing oxidation in products like crisps and oils.
• These tests ensure packaging prevents the undesirable loss of flavour or aroma, or the absorption of
external environmental odours.
• Advanced instruments like the MOCON OX-TRAN can detect oxygen transmission rates as low as 0.005
cc/m²/day.
14.
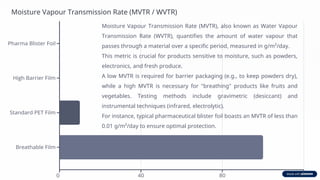
Moisture Vapour TransmissionRate (MVTR / WVTR)
Moisture Vapour Transmission Rate (MVTR), also known as Water Vapour
Transmission Rate (WVTR), quantifies the amount of water vapour that
passes through a material over a specific period, measured in g/m²/day.
This metric is crucial for products sensitive to moisture, such as powders,
electronics, and fresh produce.
A low MVTR is required for barrier packaging (e.g., to keep powders dry),
while a high MVTR is necessary for "breathing" products like fruits and
vegetables. Testing methods include gravimetric (desiccant) and
instrumental techniques (infrared, electrolytic).
For instance, typical pharmaceutical blister foil boasts an MVTR of less than
0.01 g/m²/day to ensure optimal protection.
15.
Conclusion: The UnsungHero of Product Integrity
Secondary packaging is not merely an outer shell; it is a vital,
multi-functional component critical for product quality, safety,
and successful delivery to the consumer.
Beyond its aesthetic role in branding, it provides essential
protection, supports logistics, and ensures products maintain
their integrity from factory to shelf.
Rigorous evaluation of materials, including defence against
light, moisture, handling stresses, and microbial
contamination, is paramount.
Key performance indicators such as MVTR, OTR, and physical
strength testing guarantee optimal performance.
A strategic choice in secondary packaging minimises waste,
maximises shelf life, and ultimately enhances brand trust and
consumer satisfaction.




























































![CTEV [ clubfoot] DR ARUN LAL ,DR MOHAMED ASHRAF travancore medical college k...](https://cdn.slidesharecdn.com/ss_thumbnails/ctevclubfootdrarunlaldrmohamedashraftravancoremedicalcollegekollamkeralaindia-260208063247-18fc466c-thumbnail.jpg?width=640&height=640&fit=bounds)








![PERI-PROSTHETIC FRACTURE NAIL-PLATE CONSTRUCT [NPC].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/drarunkumardrmohamedashrafperiprostheticfrasturenail-plateconstructnpc-260209164459-7e9d15a1-thumbnail.jpg?width=640&height=640&fit=bounds)







