The document provides a comprehensive overview of production and operations management, detailing various production systems including job shop, batch, mass, and continuous production, along with their characteristics, advantages, and limitations. It also discusses automation types, plant location decision processes, layout planning, principles of layout, and the impact of globalization on operational strategies. Ultimately, it emphasizes the importance of effective production planning and the implications of location decisions on business efficiency and costs.


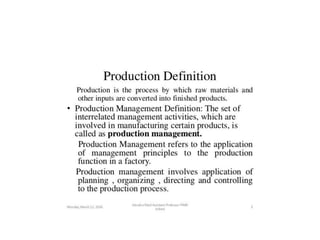

























































































![200000
500
20
199500
500
19
199000
500
18
198500
500
17
198000
500
16
197500
500
15
197000
500
14
196500
500
13
196000
1500
12
194500
1500
11
193000
1750
10
191250
2750
9
188500
4000
8
184500
4500
7
180000
5000
6
175000
7500
5
167500
7500
4
160000
20000
3
140000
50000
2
90000
90000
1
CUMMULATIVE
CUMMULATIVE
COST
COST [Rs.]
ANNUAL COST
ANNUAL COST
[Rs.]
ITEM
ITEM COST %
COST %
ITEM %
ITEM %
70 %
70 %
20 %
20 %
10 %
10 %
10 %
10 %
20 %
20 %
70 %
70 %
ABC
A
N
A
L
Y
S
I
S
WORK
SHEET](https://image.slidesharecdn.com/productionandoperationsmanagement-240212175255-2da680c3/85/Production-and-Operations-Management-pptx-94-320.jpg)







![Economic order of quantity
EOQ = Average Monthly Consumption X Lead Time [in months] + Buffer Stock – Stock
on hand
CARRYING
COST
PURCHASING
COST
ECONOMIC ORDER OF
QUANTITY(EOQ)](https://image.slidesharecdn.com/productionandoperationsmanagement-240212175255-2da680c3/85/Production-and-Operations-Management-pptx-102-320.jpg)





![200000
500
20
199500
500
19
199000
500
18
198500
500
17
198000
500
16
197500
500
15
197000
500
14
196500
500
13
196000
1500
12
194500
1500
11
193000
1750
10
191250
2750
9
188500
4000
8
184500
4500
7
180000
5000
6
175000
7500
5
167500
7500
4
160000
20000
3
140000
50000
2
90000
90000
1
CUMMULATIVE
CUMMULATIVE
COST
COST [Rs.]
ANNUAL COST
ANNUAL COST
[Rs.]
ITEM
ITEM COST %
COST %
ITEM %
ITEM %
70 %
70 %
20 %
20 %
10 %
10 %
10 %
10 %
20 %
20 %
70 %
70 %
ABC
A
N
A
L
Y
S
I
S
WORK
SHEET](https://image.slidesharecdn.com/productionandoperationsmanagement-240212175255-2da680c3/85/Production-and-Operations-Management-pptx-108-320.jpg)








![Maintenance sheet:
Annual maintenance contract [AMC]
Starting date
Expiry date
Service / repair description
Materials / spares used
Cost of repairs
In-house
Outside agency](https://image.slidesharecdn.com/productionandoperationsmanagement-240212175255-2da680c3/85/Production-and-Operations-Management-pptx-117-320.jpg)


















![Product1 [4] capacity planning](https://cdn.slidesharecdn.com/ss_thumbnails/product14-capacityplanning-190226032041-thumbnail.jpg?width=640&height=640&fit=bounds)



















































































