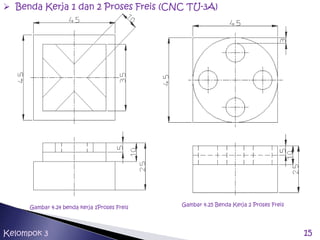
Dokumen tersebut membahas tentang praktikum pemesinan logam yang meliputi proses pemesinan konvensional dan non-konvensional (CNC). Proses konvensional digunakan untuk membuat puller melalui bubut, freis, dan proses lainnya. Sedangkan proses CNC digunakan untuk membuat dua benda kerja dengan bubut dan freis. Waktu pemotongan berbeda antara kedua benda kerja tergantung kedalaman pemotongan dan j