PdM Maturity Matrix Poster
•
4 likes•2,042 views

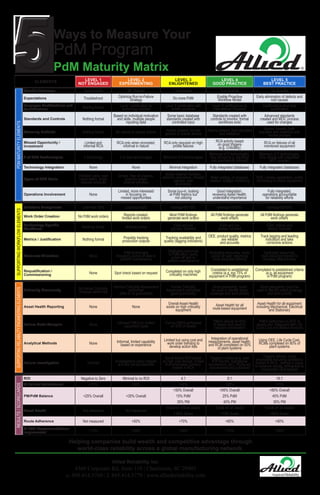
Level 1 PdM programs have spotty coverage and informal standards, while Level 2 programs are experimenting with basic certifications, alarms, and 2 or fewer PdM technologies. Level 3 programs have expanded coverage of equipment, use 3 or more PdM technologies, and have some basic standards and controls in place. Level 4 programs have good practices like higher certifications, integrated technologies, and formal workflows that are typically followed, while Level 5 programs represent best practices with comprehensive coverage, integration, and accountability across all elements.
Recommended

More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to PdM Maturity Matrix Poster
Similar to PdM Maturity Matrix Poster (20)
More from Ricky Smith CMRP, CMRT
More from Ricky Smith CMRP, CMRT (20)
PdM Maturity Matrix Poster
- 1. Ways to Measure Your PdM Program PdM Maturity Matrix LEVEL 1 LEVEL 2 LEVEL 3 LEVEL 4 LEVEL 5 ELEMENTS NOT ENGAGED EXPERIMENTING ENLIGHTENED GOOD PRACTICE BEST PRACTICE Quartile Coverage Spot checks 4th Quartile 3rd Quartile 2nd Quartile 1st Quartile Expectations Troubleshoot Optimize Run-to-Failure Do more PdM Enable Proactive Early elimination of defects and Strategy Workflow Model root causes Employee Certifications and Nothing formal Level I certification by Level II certification with Level III certifications to Certifications plus task Qualifications technology supplier written practices International Standard qualification Based on individual motivation Some basic database Standards created with Advanced standards Standards and Controls Nothing formal and skills, multiple people standards created with controls to monitor, formal created and MOC process inputting data controlled input workflows exist used for changes PDM MATURITY ELEMENTS Alarms present, but are Alarms present, both standard Alarms present, both Alarming Methods Nothing formal No alarms to overall alarms generic or overall alarms and statistical standard and statistical with review process Missed Opportunity / Limited and RCA only when prompted, RCA only required on high RCA activity based RCA on failures of all Investment informal RCA informal in nature profile failures on good triggers monitored equipment (e.g. Criticality) Minimum of 5 technologies, Minimum of 5 technologies, # of PdM Technologies 1 technology 2 or less technologies Minimum of 3 technologies fully utilized (e.g. electrical fully utilized with integrated and mechanical infrared) NDT program PdM Technology Integration None None Minimal integration Fully integrated (database) Fully integrated (database) Vibration pens, spot Simple, free oil analysis, Single channel vibration, Types of PdM Tools radiometers, single possible single airborne ultrasonics, infrared Motor testing, oil analysis, ODS / modal capabilities, online channel analyzer channel vibration camera, paid medium voltage monitoring monitoring of critical equipment oil analysis Limited, more interested Some buy-in, looking Good integration, Fully integrated, Operations Involvement None in focusing on at PdM metrics but reviewing Asset Health, operations accountable missed opportunities not utilizing understand importance for reliability efforts Schedule Compliance Less than 50% Less than 60% Average 60-70% Average 70-80% Average 80-90% Work Order Creation No PdM work orders Reports created, Most PdM findings All PdM findings generate All PdM findings generate limited work orders generate work orders work orders work orders Supporting Workflow Elements Technology Specific Northing formal Nothing formal Exist and are Exist and are Exist, refined and Workflows typically followed always followed always followed Possibly tracking Tracking availability and OEE, product quality, metrics Track lagging and leading Metrics / Justification Nothing formal production outputs quality (lagging indicators) are reliable indicators and take and accurate corrective actions PdM technicians Dedicated resources Dedicated resources, never Dedicated resources, Resource Allocation None frequently pulled off task to to PdM effort, rarely pulled off task, beginning multi-discipline trained to perform maintenance pulled off task to multi-discipline training increase effectiveness perform maintenance Requalification / Completed on only high Completed to established Completed to established criteria Commissioning None Spot check based on request criticality machines criteria (e.g. top 75% of (e.g. all equipment equipment in PdM program) in PdM program) No formal Criticality Informal Criticality Assessment Formal Criticality Good granularity, could Good granularity, could be Supporting Reliability ENGINEERING ELEMENTS Criticality Granularity Analysis performed performed Assessment performed be used to identify asset used to identify asset coverage (little or no granularity) (good granularity) coverage and work priority and work priority SUPPORTING RELIABILITYEngineering Elements Overall Asset Health Asset Health for all Asset Health for all equipment Asset Health Reporting None None exists on high criticality route-based equipment including Mechanical, Electrical equipment and Stationary Informal FMEA on limited Formal FMEA performed FMEA utilized on 65% FMEA performed on 80% of Failure Mode Analysis None equipment types on 50% of assets of assets and used for assets and integrated with Life program optimization Cycle Cost and Weibull Analysis Limited but using cost and Integration of operational Using OEE, Life Cycle Cost, Analytical Methods None Informal, limited capability work order trending to measurements, asset health, RCMs completed on 80% of based on experience develop action lists and RCM completed on 50% plant systems of plant systems Some formal RCA based Triggers in place (e.g. cost, Triggers refined, many Investigations rarely happen on high cost failures, limited # of failures, operational employees including operations Failure Investigation Informal and are not documented # of employees formerly involvement, etc.), RCAs are trained in RCA, metrics in place trained in RCA documented and published to measure results, willingness to incorporate OEM experts ROI Negative to Zero Minimal to no ROI 4:1 8:1 16:1 % Failure Maintenance >70% >50% <40% <25% <15% RESULTS / /SCORECARDS >50% Overall >65% Overall >80% Overall Results Scorecards PM/PdM Balance <25% Overall <35% Overall 15% PdM 25% PdM 45% PdM 35% PM 40% PM 35% PM Exists on critical assets Exists on all assets Exists on all assets Asset Health Not measured Not measured > 65% Green >75% Green >80% Green Route Adherence Not measured <50% >70% >85% >90% % PdM Recommendations Implemented <15% <30% >50% >75% >90% Helping companies build wealth and competitive advantage through world-class reliability across a global manufacturing network. Allied Reliability Inc. 4360 Corporate Rd, Suite 110 | Charleston, SC 29405 o. 888.414.5760 | f. 843.414.5779 | www.alliedreliability.com