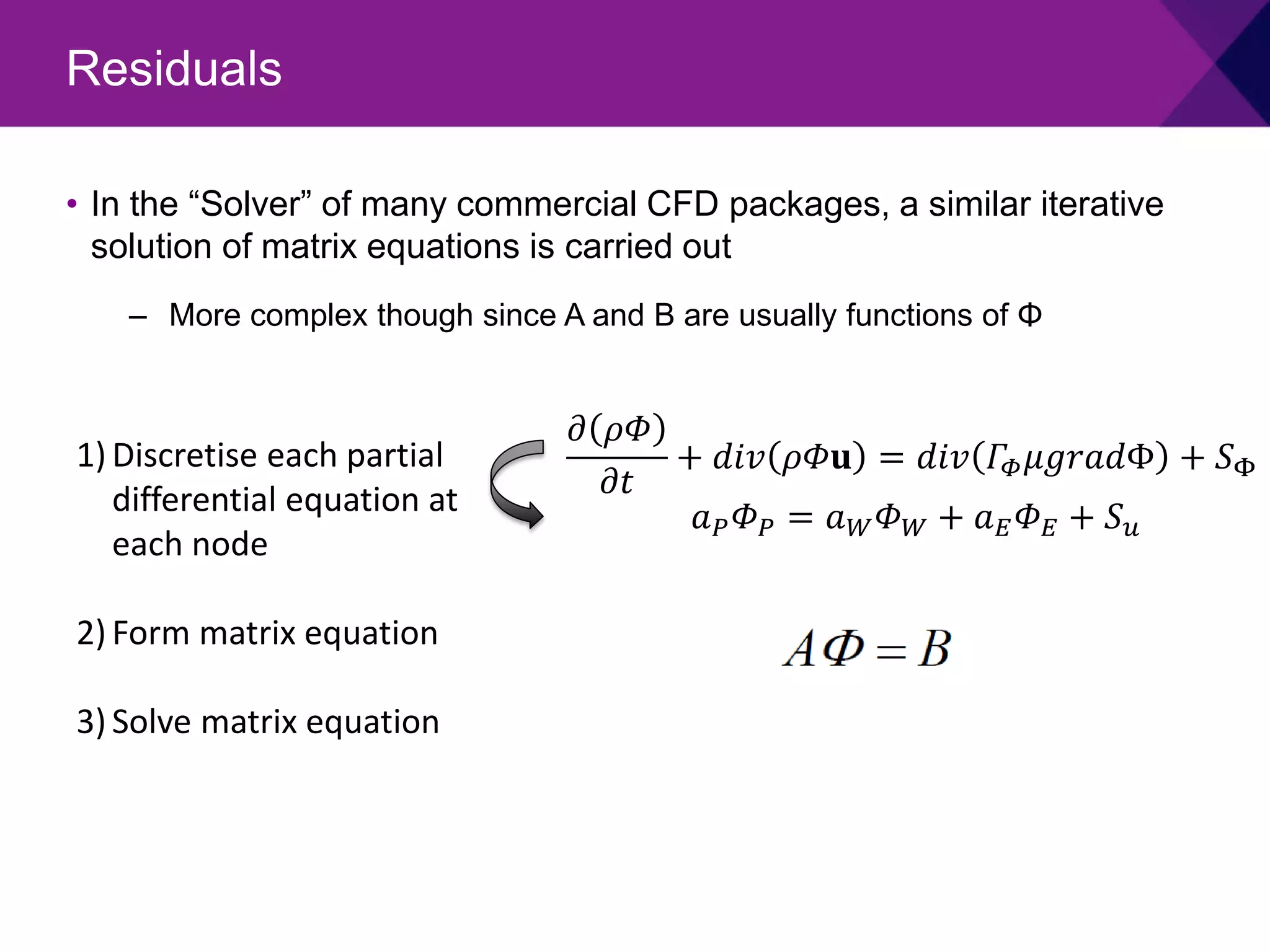
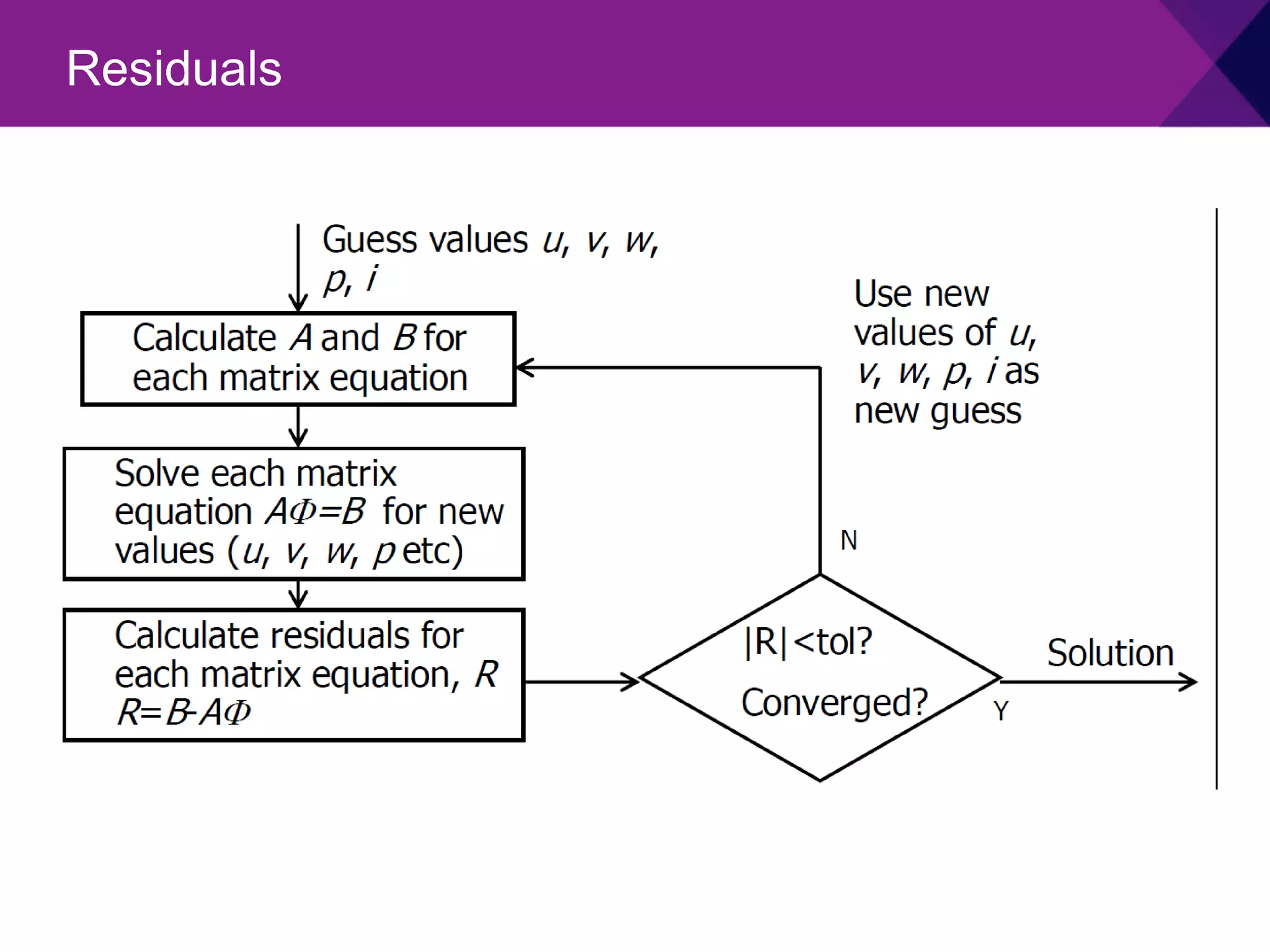
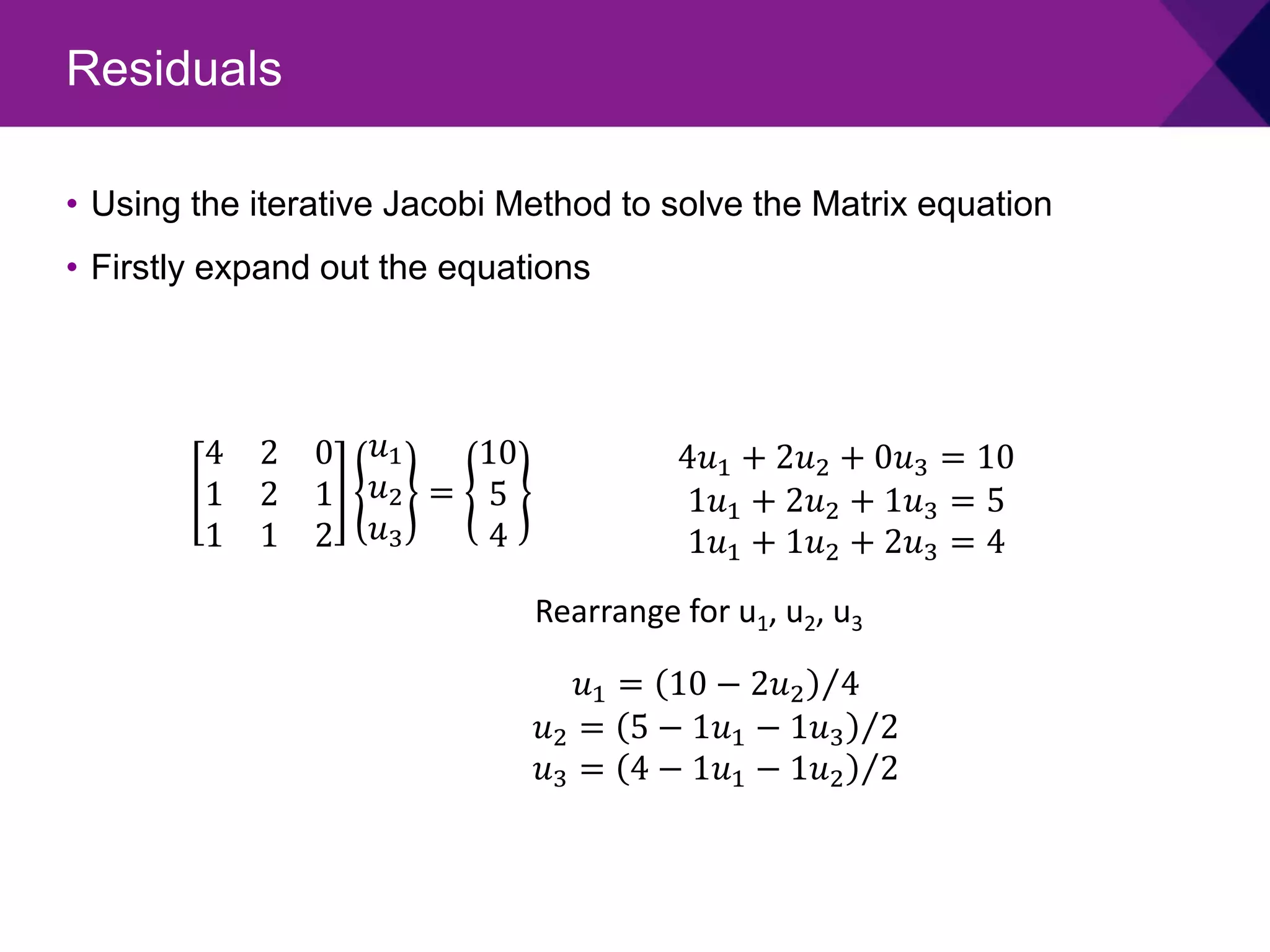
- The document discusses using the iterative Jacobi method to solve a matrix equation representing a computational fluid dynamics (CFD) problem.
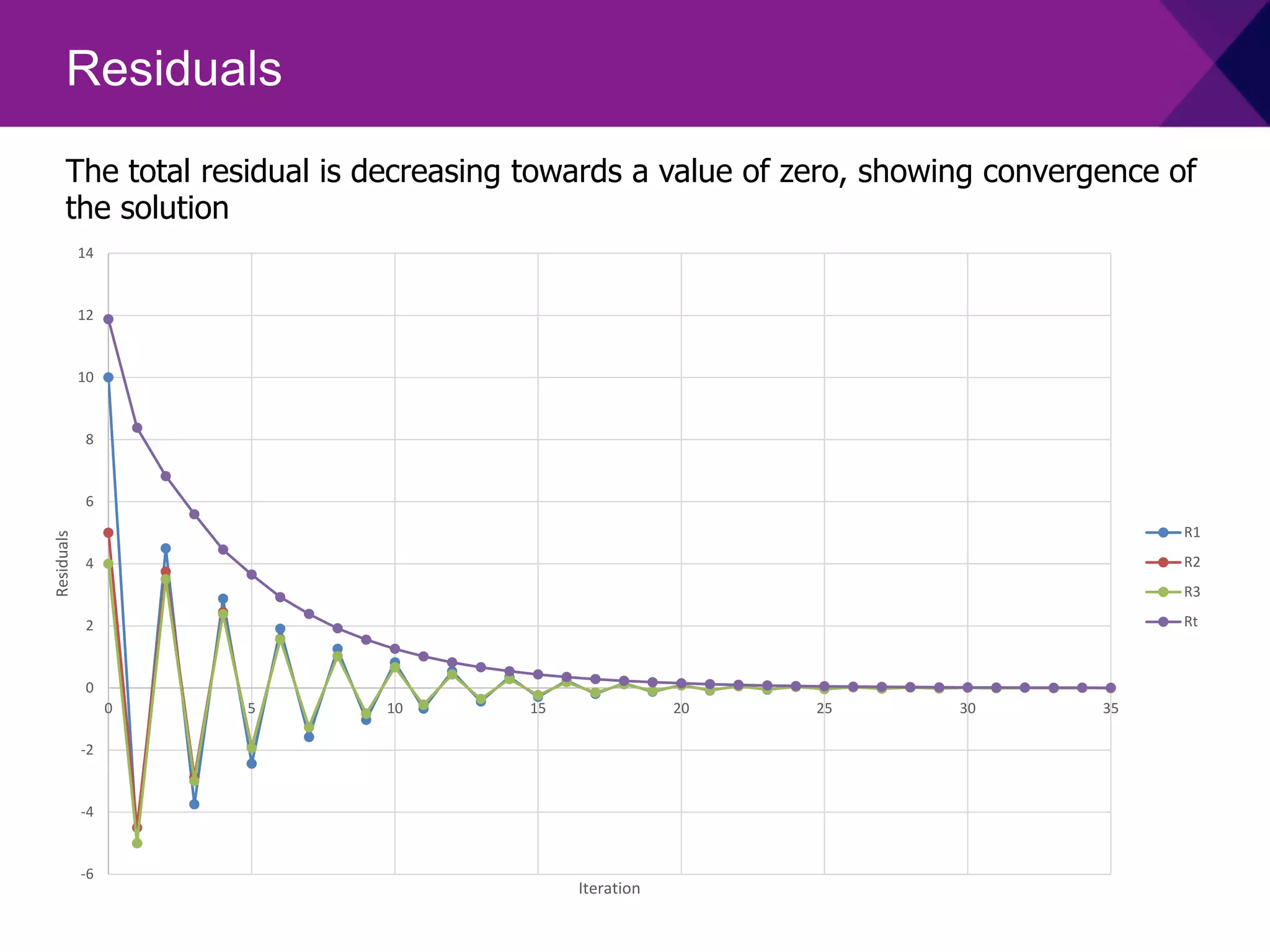
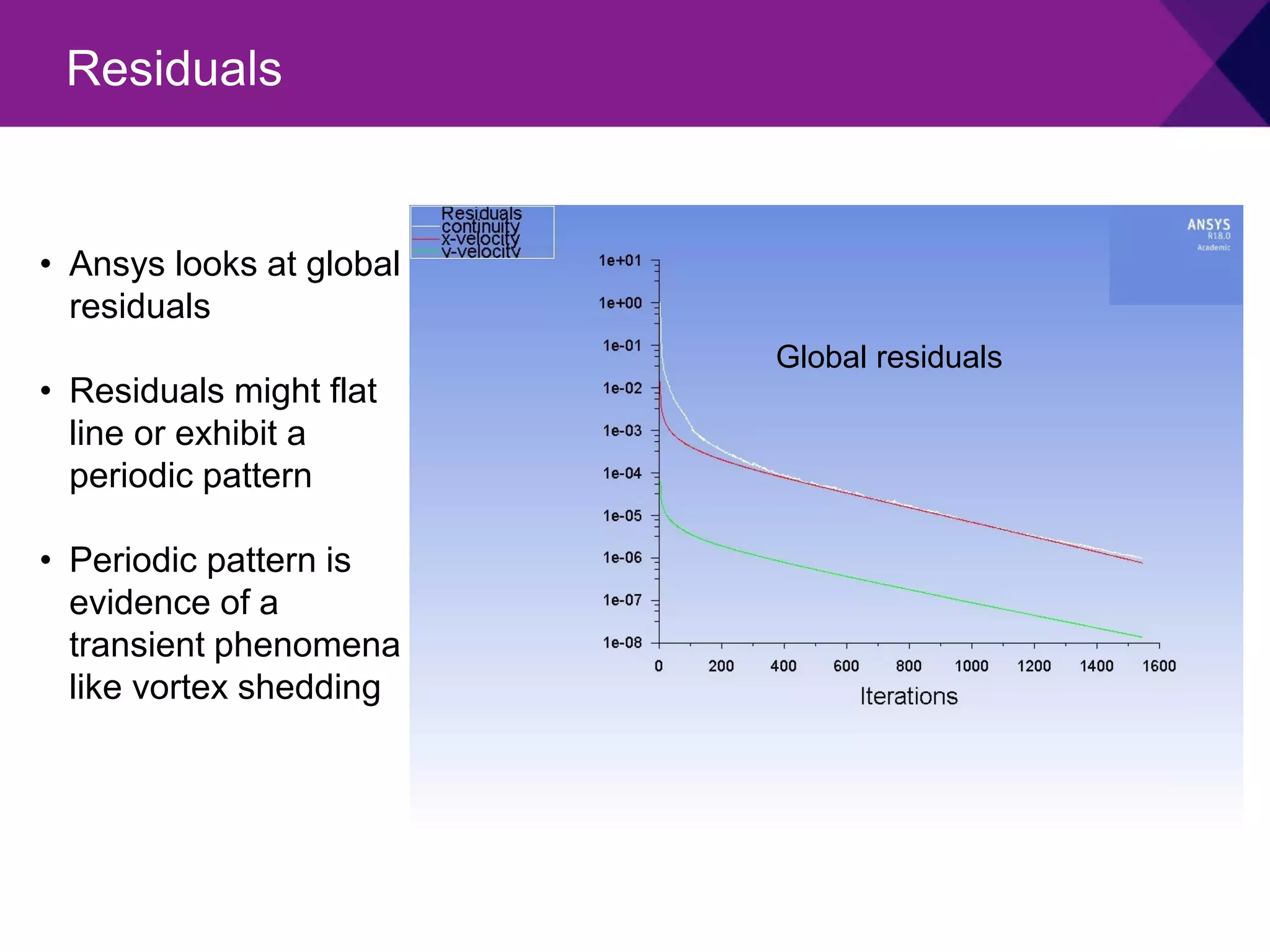
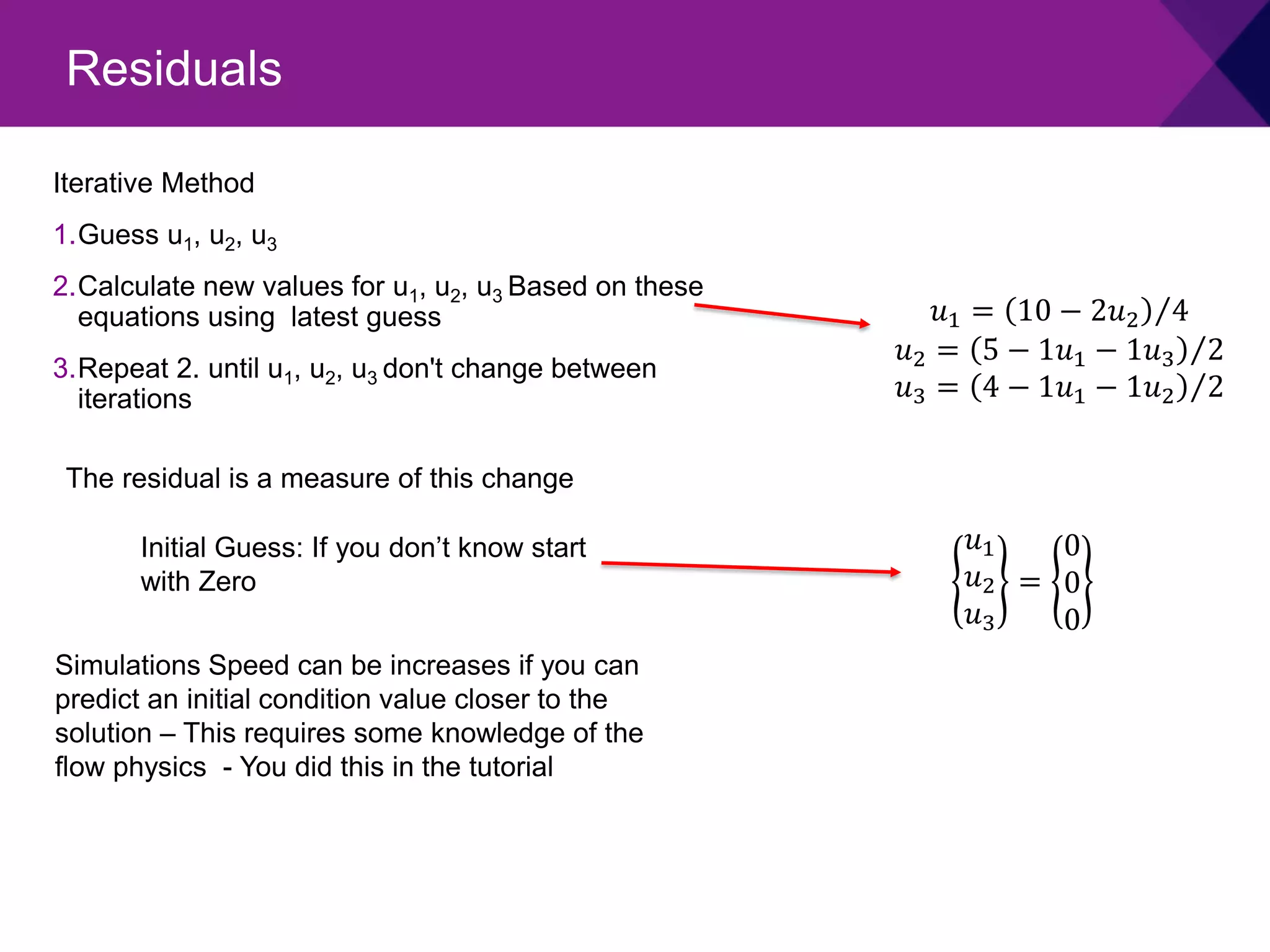
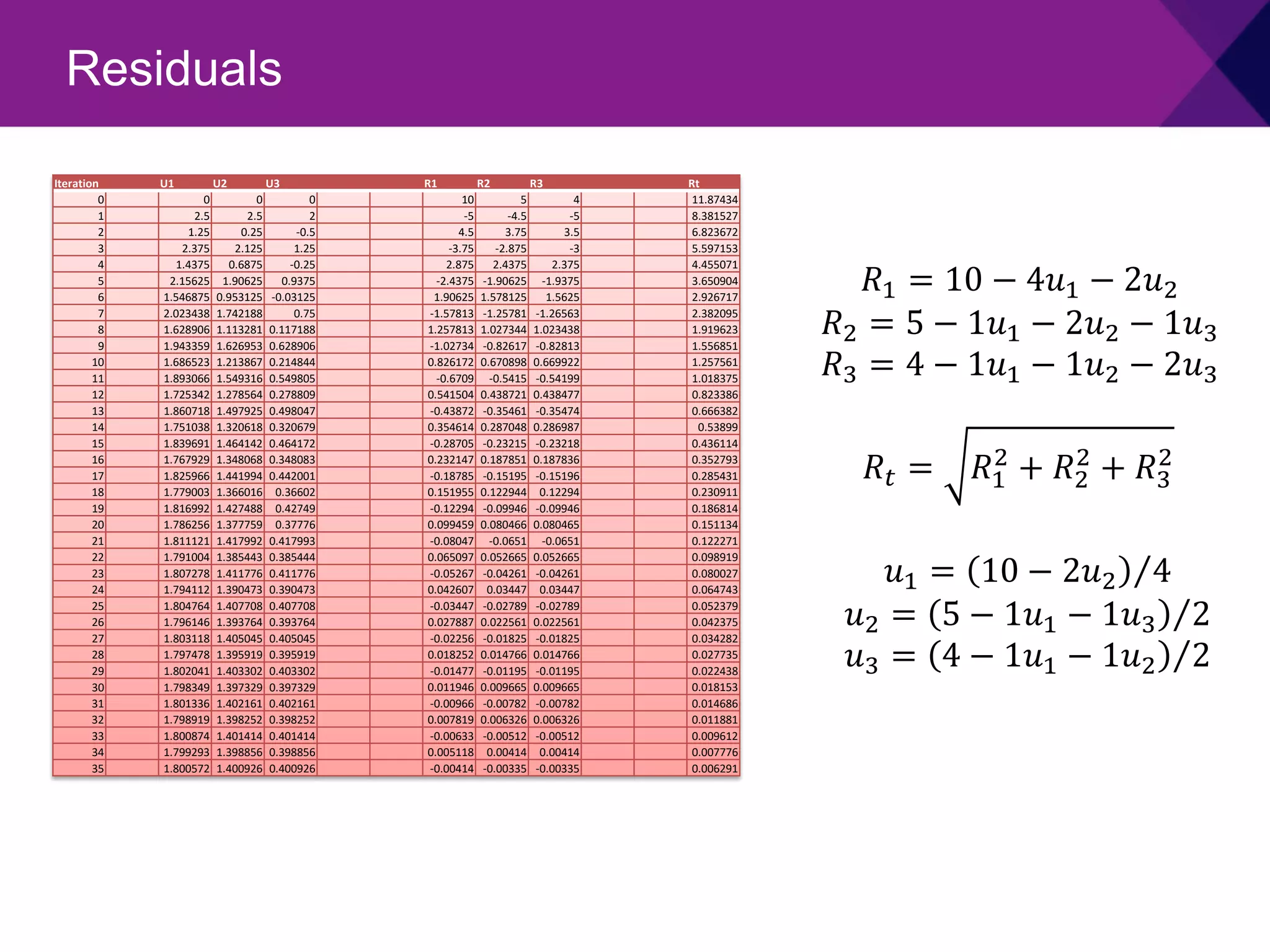
- Residuals are calculated at each iteration to measure how well the current solution satisfies the matrix equation, with residuals approaching zero indicating convergence of the solution.
- After 35 iterations, the Jacobi method solution converged to u1=1.801, u2=1.401, u3=0.4, matching the analytical solution from Excel.


![Lets demonstrate this through an example
We will solve this matrix equation using the iterative Jacobi Method
Residuals
4 2 0
1 2 1
1 1 2
𝑢𝑢1
𝑢𝑢2
𝑢𝑢3
=
10
5
4
}
{
}
]{
[ F
u
K =
}
{
]
[
}
{ 1
F
K
u −
=
Using the Excel Function
=MMULT(MINVERSE(B2:D4),(F2:F4))
𝑢𝑢1
𝑢𝑢2
𝑢𝑢3
=
1.8
1.4
0.4](https://image.slidesharecdn.com/part3residuals-221025202038-6eaaff03/75/Part-3-Residuals-pdf-3-2048.jpg)

![-1
-0.5
0
0.5
1
1.5
2
2.5
3
0 5 10 15 20 25 30 35
Velocity
Iteration
U1
U2
U3
Residuals
The Jacobi Method gives a solution of
in 35 iterations
Excel gives a solution of [1.8,1.4,0.4]
𝑢𝑢1
𝑢𝑢2
𝑢𝑢3
=
1.801
1.401
0.4](https://image.slidesharecdn.com/part3residuals-221025202038-6eaaff03/75/Part-3-Residuals-pdf-8-2048.jpg)