NonDestructive Testing its all types and definitions in details
1.
Nondestructive
Testing
NAME : WASILAYOUB KASHKARIE
BRANCH : MECHANICAL ENGINEERING
ROLL NO. : 220504
Unit IV
Government College of Engineering And Technology Safapora
Ganderbal, Kashmir
2.
Tables of contents
Introduction
Most commonly Used NDT Methods
Applications of NDT
Adventages of NDT
Limitations of NDT
Conclusion
3.
Introduction to NondestructiveTesting
(NDT)
Definition:
Nondestructive Testing (NDT) refers to a group
of analysis techniques used to evaluate the
properties of materials, components, or
systems without causing damage or altering
their functionality. NDT is critical in industries like
aerospace, manufacturing, oil and gas,
construction, and automotive to ensure safety,
reliability, and quality.
4.
Purpose of NDT:
•Detect defects (cracks, voids, inclusions) and irregularities in materials or components.
• Ensure compliance with safety and quality standards.
• Extend the service life of components by identifying issues early.
• Reduce costs by avoiding destructive testing and unnecessary repairs.
Key Features of NDT:
• Non-invasive: Does not damage the test object.
• Versatile: Applicable to metals, composites, ceramics, and more.
• Cost-effective: Prevents costly failures and downtime.
• Safety: Ensures structural integrity in critical applications (e.g., aircraft, bridges).
5.
Applications of NDT:
•Aerospace: Inspecting aircraft components like wings and engines.
• Oil and Gas: Pipeline and pressure vessel inspections.
• Manufacturing: Quality control of welds, castings, and forgings.
• Construction: Testing concrete, steel structures, and bridges.
• Automotive: Inspecting engine parts, chassis, and welds.
6.
Most Commonly Used
NondestructiveTesting Methods
• Visual Testing (VT)
• Ultrasonic Testing (UT)
• Radiographic Testing (RT)
• Magnetic Particle Testing (MPT)
• Liquid Penetrant Testing (LPT)
• Eddy Current Testing (ECT)
Visuals:
7.
Visual Testing (VT)
Definition:
Thesimplest and most basic NDT method, involving direct or enhanced visual inspection of a component’s
surface to detect visible flaws.
Principle:
Relies on the human eye or optical aids (e.g., magnifiers, borescopes, cameras) to identify surface defects like
cracks, corrosion, or misalignment.
Applications:
• Inspecting welds, castings, and machined parts.
• Checking for surface corrosion, scratches, or wear.
• Used in almost all industries as a preliminary inspection method.
Advantages:
• Cost-effective and requires minimal equipment.
• Quick and easy to perform.
• No specialized training required for basic inspections.
Limitations:
• Limited to surface defects only.
• Dependent on inspector’s skill and lighting conditions.
• Cannot detect subsurface flaws.
8.
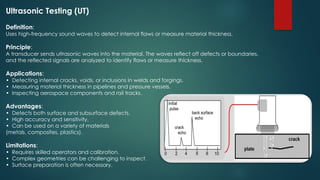
Ultrasonic Testing (UT)
Definition:
Useshigh-frequency sound waves to detect internal flaws or measure material thickness.
Principle:
A transducer sends ultrasonic waves into the material. The waves reflect off defects or boundaries,
and the reflected signals are analyzed to identify flaws or measure thickness.
Applications:
• Detecting internal cracks, voids, or inclusions in welds and forgings.
• Measuring material thickness in pipelines and pressure vessels.
• Inspecting aerospace components and rail tracks.
Advantages:
• Detects both surface and subsurface defects.
• High accuracy and sensitivity.
• Can be used on a variety of materials
(metals, composites, plastics).
Limitations:
• Requires skilled operators and calibration.
• Complex geometries can be challenging to inspect.
• Surface preparation is often necessary.
9.
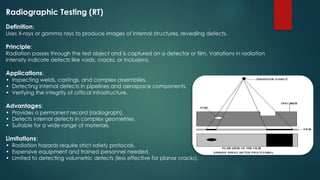
Radiographic Testing (RT)
Definition:
UsesX-rays or gamma rays to produce images of internal structures, revealing defects.
Principle:
Radiation passes through the test object and is captured on a detector or film. Variations in radiation
intensity indicate defects like voids, cracks, or inclusions.
Applications:
• Inspecting welds, castings, and complex assemblies.
• Detecting internal defects in pipelines and aerospace components.
• Verifying the integrity of critical infrastructure.
Advantages:
• Provides a permanent record (radiograph).
• Detects internal defects in complex geometries.
• Suitable for a wide range of materials.
Limitations:
• Radiation hazards require strict safety protocols.
• Expensive equipment and trained personnel needed.
• Limited to detecting volumetric defects (less effective for planar cracks).
10.
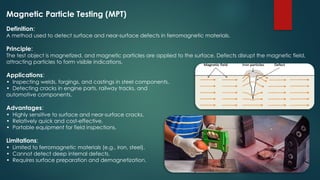
Magnetic Particle Testing(MPT)
Definition:
A method used to detect surface and near-surface defects in ferromagnetic materials.
Principle:
The test object is magnetized, and magnetic particles are applied to the surface. Defects disrupt the magnetic field,
attracting particles to form visible indications.
Applications:
• Inspecting welds, forgings, and castings in steel components.
• Detecting cracks in engine parts, railway tracks, and
automotive components.
Advantages:
• Highly sensitive to surface and near-surface cracks.
• Relatively quick and cost-effective.
• Portable equipment for field inspections.
Limitations:
• Limited to ferromagnetic materials (e.g., iron, steel).
• Cannot detect deep internal defects.
• Requires surface preparation and demagnetization.
11.
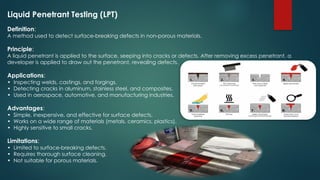
Liquid Penetrant Testing(LPT)
Definition:
A method used to detect surface-breaking defects in non-porous materials.
Principle:
A liquid penetrant is applied to the surface, seeping into cracks or defects. After removing excess penetrant, a
developer is applied to draw out the penetrant, revealing defects.
Applications:
• Inspecting welds, castings, and forgings.
• Detecting cracks in aluminum, stainless steel, and composites.
• Used in aerospace, automotive, and manufacturing industries.
Advantages:
• Simple, inexpensive, and effective for surface defects.
• Works on a wide range of materials (metals, ceramics, plastics).
• Highly sensitive to small cracks.
Limitations:
• Limited to surface-breaking defects.
• Requires thorough surface cleaning.
• Not suitable for porous materials.
12.
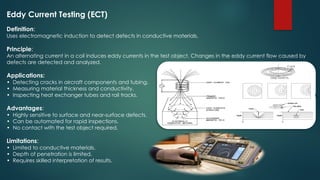
Eddy Current Testing(ECT)
Definition:
Uses electromagnetic induction to detect defects in conductive materials.
Principle:
An alternating current in a coil induces eddy currents in the test object. Changes in the eddy current flow caused by
defects are detected and analyzed.
Applications:
• Detecting cracks in aircraft components and tubing.
• Measuring material thickness and conductivity.
• Inspecting heat exchanger tubes and rail tracks.
Advantages:
• Highly sensitive to surface and near-surface defects.
• Can be automated for rapid inspections.
• No contact with the test object required.
Limitations:
• Limited to conductive materials.
• Depth of penetration is limited.
• Requires skilled interpretation of results.