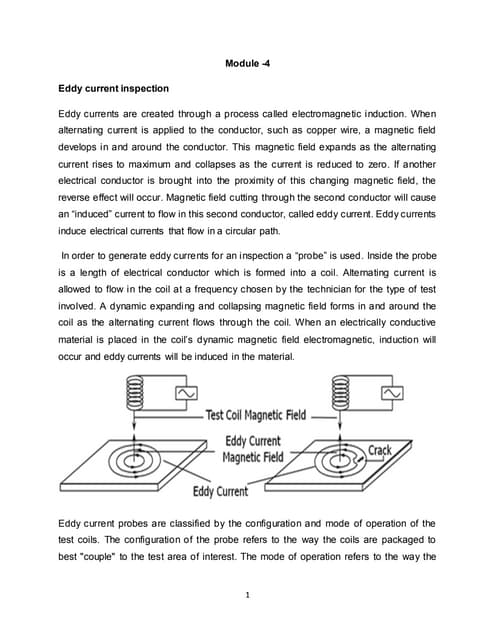
Eddy current testing uses electromagnetic induction to detect flaws and changes in conductivity or permeability in conductive materials. When an alternating current is passed through a coil near a conductive material, it induces eddy currents in the material. Disruptions to eddy current flow caused by defects or material changes are then detected by a second coil. Eddy current testing is used for non-destructive testing of conductive materials to find cracks, thickness variations, and differences in material properties. It is commonly used in industries like steel production to inspect pipes, bars, and tubes for flaws.