

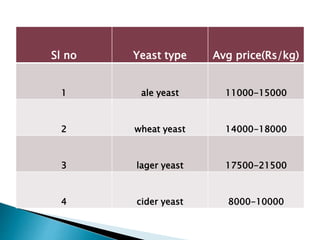









This document provides information on setting up a microbrewery in India. It discusses various raw materials used in beer production like malt, hops, yeast, adjuncts and other additives. For each material, it describes types, sources, pricing and use. It also provides average price ranges for different styles of beer produced in a microbrewery setting. The document aims to give a comprehensive overview of key components and costs involved for anyone interested in starting a microbrewery in India.
































































