Study of relationship between seam slippage& strengthAbdur Rahim Khan
1. The document outlines a research project on analyzing factors that influence seam slippage in woven garments.
2. The project will examine the effect of fabric properties like GSM, cover factor, and thickness on seam slippage strength. Fabric samples with different values for these properties will be stitched and tested.
3. Mathematical relationships and graphs will be used to determine the dependency and correlation between seam slippage strength and the structural parameters of the woven fabrics. Test results and data analysis will be included in the project report.
This document provides information about burnout printing, including:
1. Burnout printing is a technique that uses acid or chemicals to dissolve the cotton portions of blended cotton-polyester fabrics, leaving raised polyester designs.
2. The best fabric for burnout printing is 60% polyester/40% cotton printed using a flatbed machine and acid-based chemicals instead of dyes.
3. The printing process involves applying the chemical paste to the fabric to destroy the cotton areas, then washing and drying the fabric to reveal the polyester-only designs.
A Seminar on Chemical Processing of Micro Denier FabricsBrijmohan Sharma
Microfibers are finer than 1 tex and are used to make lightweight, wrinkle-resistant fabrics. They have a high surface area which causes issues with wet processing like uneven dyeing. Microfibers are produced using various methods including dissolved, split, and direct spun techniques. Their fineness allows deep, rich colors but also causes issues with dye migration. Proper dye selection and optimized dyeing conditions are needed to overcome these issues. Microfibers have various applications due to their properties like lightweight comfort, shape retention, and high filtration ability.
The document provides information about take up motion in weaving looms. It discusses the objectives and classification of take up motion. It describes the mechanisms of 7-wheel and 5-wheel take up motions. The 7-wheel take up motion uses 7 gears to continuously wind fabric onto the cloth roller, while the 5-wheel uses 5 gears for an intermittent winding motion. Calculations are provided for determining picks per inch using the gear ratios and dimensions of each take up type.
Recent development in needle punching nonwoven manufacturingVijay Prakash
This document provides details on the production and testing of nonwoven fabrics made from reclaimed fibers using needle punching. It describes the methodology used, including refiberizing textile waste into fibers, forming a web through carding or air laying, needle punching the web to bond the fibers, and optionally calendering the fabric. It discusses how machine parameters like needle density and punching speed influence fabric properties. The properties tested include thickness, strength, bonding strength between layers, and air permeability. The goal is to compare nonwovens made from reclaimed fibers to ordinary nonwovens and evaluate their potential use in filtration applications.
The document discusses various methods for spreading fabric prior to cutting, including manual spreading, spreading machines, and advancements in automated spreading. It provides details on common spreading machines like stationary racks, rolling racks, turntables, and tubular knit fabric spreaders. The document also covers preparation steps for cutting, including moving spreading machines, facilitating fabric shrinkage, and fastening the marker to the spread.
Study of relationship between seam slippage& strengthAbdur Rahim Khan
1. The document outlines a research project on analyzing factors that influence seam slippage in woven garments.
2. The project will examine the effect of fabric properties like GSM, cover factor, and thickness on seam slippage strength. Fabric samples with different values for these properties will be stitched and tested.
3. Mathematical relationships and graphs will be used to determine the dependency and correlation between seam slippage strength and the structural parameters of the woven fabrics. Test results and data analysis will be included in the project report.
This document provides information about burnout printing, including:
1. Burnout printing is a technique that uses acid or chemicals to dissolve the cotton portions of blended cotton-polyester fabrics, leaving raised polyester designs.
2. The best fabric for burnout printing is 60% polyester/40% cotton printed using a flatbed machine and acid-based chemicals instead of dyes.
3. The printing process involves applying the chemical paste to the fabric to destroy the cotton areas, then washing and drying the fabric to reveal the polyester-only designs.
A Seminar on Chemical Processing of Micro Denier FabricsBrijmohan Sharma
Microfibers are finer than 1 tex and are used to make lightweight, wrinkle-resistant fabrics. They have a high surface area which causes issues with wet processing like uneven dyeing. Microfibers are produced using various methods including dissolved, split, and direct spun techniques. Their fineness allows deep, rich colors but also causes issues with dye migration. Proper dye selection and optimized dyeing conditions are needed to overcome these issues. Microfibers have various applications due to their properties like lightweight comfort, shape retention, and high filtration ability.
The document provides information about take up motion in weaving looms. It discusses the objectives and classification of take up motion. It describes the mechanisms of 7-wheel and 5-wheel take up motions. The 7-wheel take up motion uses 7 gears to continuously wind fabric onto the cloth roller, while the 5-wheel uses 5 gears for an intermittent winding motion. Calculations are provided for determining picks per inch using the gear ratios and dimensions of each take up type.
Recent development in needle punching nonwoven manufacturingVijay Prakash
This document provides details on the production and testing of nonwoven fabrics made from reclaimed fibers using needle punching. It describes the methodology used, including refiberizing textile waste into fibers, forming a web through carding or air laying, needle punching the web to bond the fibers, and optionally calendering the fabric. It discusses how machine parameters like needle density and punching speed influence fabric properties. The properties tested include thickness, strength, bonding strength between layers, and air permeability. The goal is to compare nonwovens made from reclaimed fibers to ordinary nonwovens and evaluate their potential use in filtration applications.
The document discusses various methods for spreading fabric prior to cutting, including manual spreading, spreading machines, and advancements in automated spreading. It provides details on common spreading machines like stationary racks, rolling racks, turntables, and tubular knit fabric spreaders. The document also covers preparation steps for cutting, including moving spreading machines, facilitating fabric shrinkage, and fastening the marker to the spread.
The document discusses different types of stitches and their classification. It describes six main stitch classes (100-600) based on the method of stitch formation and intended use. Class 100 includes chain stitches used for temporary basting. Class 200 comprises hand-formed stitches. Class 300 is the lock stitch formed using an upper and lower thread. Class 400 involves multi-thread chain stitches. Class 500 covers overedge and serging stitches. Class 600 is the cover stitch used primarily for knits. Each class is explained in terms of thread count, properties, stitch diagrams and typical applications.
Controlling points, Faults, Causes and Remedies Involved in Different Fi...Md. Mazadul Hasan Shishir
The document discusses finishing processes for knit fabrics and provides details about common faults, causes, and remedies. It covers processes like dewatering, slitting, drying, stentering, and compacting. For each process, controlling points are identified and typical faults like crease marks, softener spots, and GSM variations are summarized along with likely causes such as improper speed control or softener mixing. Remedies for the faults including proper ballooning, cleaning equipment, and maintaining consistent process parameters are also outlined. The document aims to improve understanding of finishing for knit fabrics.
Stretch fabric is a kind of elastic fabric, the main material is fiber and rubber. 4 way stretch fabric is a new synthetic fabric, it is created to meet the needs of higher elasticity.
Water repellency and flame retardancy are important textile properties. Water repellent fabrics resist water penetration and allow water to roll off, while waterproof fabrics have fewer pores and are less permeable. Several tests evaluate water repellency, including the spray test where water is sprayed on samples rated based on wetting. The Bundesmann test subjects samples to high-pressure water for 10 minutes to measure penetration and absorption. Flame retardant finishes can save fabrics from fire using compounds of phosphorus, antimony, and boron. The vertical flame test exposes samples to an open flame to evaluate flame retardancy based on after flame and char length. Proper testing ensures textiles have sufficient water repell
The document discusses different types of sewing machines and their components. It describes the major parts of lock stitch, overlock, flatlock, and feeding systems. The main components include the casting, lubrication system, stitch forming system. For lockstitch machines, it explains the stitch formation process using a needle, bobbin and hook. Overlock machines use multiple thread cones and loopers. Flatlock machines can have decorative threads and multiple needles. Feeding systems include drop feed, differential feed, and walking foot feed.
The document provides information about straight knife cutting machines. It discusses the parts, types of blades and abrasive belts, features, mechanisms, maintenance, models, advantages and disadvantages. Specifically, it summarizes 5 models of straight knife cutting machines - the Eastman 629X Blue Streak II, Eastman 627VS Brute Variable Speed, Eastman 629XPM/627XPM Plastic Master, Eastman 629XMF/627XMF Micro Fog, and Eastman 627X Brute. It provides the specifications and uses of each model.
The document discusses developments in fabric wet processing machinery. It describes how modern machines can perform batch, continuous, semi-continuous, and open-width processing more efficiently. Key developments include automation, online measurement and control of process parameters, and machines that reduce water, energy, and chemical usage. The document also provides examples of machinery for various wet processing stages like singeing, desizing, scouring, bleaching, and mercerizing.
Effect of machine parameters on knit fabric specificationstawfik_hussein
This document summarizes research on the effect of machine parameters on knit fabric specifications. The research investigated cotton knit fabrics produced with different yarn counts, machine gauges, and machine diameters. The following relationships were identified:
1) Yarn count typically increases with machine gauge. Higher gauges accommodate finer yarns.
2) The diameter of finished fabrics varies with machine diameter and fabric grammage. At different grammage ranges, the relationship between machine and fabric diameters differs.
3) A constant, Kv, relates the VDQ pulley number, stitch length, and needle number. Kv depends on machine type and diameter. It allows for better selection of VDQ number based on stitch
A basic introduction of Fabric manufacturing technology. Weaving is a very important manufacturing technology. Here is a basic knowledge of Weave fabric manufacturing.
This document provides an overview of waterproof breathable fabrics. It discusses three main types: densely woven fabrics, membranes, and coatings. Densely woven fabrics use tight weaves to minimize pores. Membranes are thin films, including microporous membranes with tiny holes and hydrophilic membranes that transport vapor molecules. Coatings are applied to fabrics, including microporous coatings with fine channels and hydrophilic coatings that transport vapor. The document provides details on constructing each type and commercial applications. It aims to determine the optimal combination of hydrophilic and hydrophobic components in coatings to achieve high breathability and waterproof performance.
The document discusses nonwoven fabrics. It defines nonwoven fabrics as textile structures produced by bonding or interlocking fibers using mechanical, chemical, thermal, or solvent bonding methods. It describes the two main stages of nonwoven fabric production as fiber preparation and web or batt formation, followed by the bonding process. The document also classifies nonwoven fabrics based on production methods such as wet bonding, dry bonding, spun bonding, and melt blowing. It provides examples of properties and applications of nonwoven fabrics.
Knitting Technology | Study On Knitting Technology | Sweater/ V-bed Flat Knit...Md Rakibul Hassan
This document discusses knitting technology and the features of V-bed flat knitting machines. It describes two types of knitwear production: cut and sewing, and fully fashioned. Fully fashioned knitwear shapes portions of the garment during knitting by increasing or decreasing loops along the selvedges. A V-bed flat knitting machine has two stationary needle beds and uses latch needles. Different fabrics like single jersey, ribbing, and cardigan stitches can be produced by activating different needle bed cams. Shaping is done through widening by adding needles or narrowing by removing needles to transfer loops.
This document discusses different types of shedding mechanisms used in looms: crank, tappet, dobby, and jacquard. It explains how each works and their features. Crank is the simplest but can only produce plain weaves. Tappet controls 2-8 heald frames for simple weaves. Dobby controls more frames for medium complexity weaves. Jacquard is the most complex but can produce all fabric types by controlling thousands of heald frames individually. The timing of shed opening, early vs late, also affects weaving properties.
The document discusses techniques used in denim production, specifically long chain beamers and sizing. It describes the processes that ropes of dyed warp yarn undergo after dyeing, including being opened into sheets on a long chain beamer and wound onto beams. It provides details on components of long chain beamers like tension stands, accumulators, beaters, and combs that help separate and align the yarn. Automatic machines with features like stop motions and camera systems are highlighted. Sizing is briefly explained as increasing yarn strength and adding a protective coating for weaving.
Configuration of spreading systems used in apparel industry textile learnerifty111013003
This document discusses the configuration of spreading systems used in the apparel industry. It describes the different types of fabric spreading including flat and stepped spreads. It discusses factors that affect spreading quality like ply alignment, tension, and damage placement. The document outlines different spreading modes like face-to-face and face-one-way spreading depending on fabric characteristics. It also describes the objectives and general process of fabric spreading in apparel production.
I will introduce yours with a rare, critical and costly print. The name of this print is “Burnout print”. This is a rare quality print. Burnout print is also very expensive too. It's a very nice quality print.
The best technology for fleece fabrics – Jingmei circular knittingA.T.E. Private Limited
The Jingmei JXP-FC single jersey fleece machine is a unique, high performance machine for the production of three-thread fleece fabric with uniform loops. Click on the link to read more.
The document discusses different types of stitches and their classification. It describes six main stitch classes (100-600) based on the method of stitch formation and intended use. Class 100 includes chain stitches used for temporary basting. Class 200 comprises hand-formed stitches. Class 300 is the lock stitch formed using an upper and lower thread. Class 400 involves multi-thread chain stitches. Class 500 covers overedge and serging stitches. Class 600 is the cover stitch used primarily for knits. Each class is explained in terms of thread count, properties, stitch diagrams and typical applications.
Controlling points, Faults, Causes and Remedies Involved in Different Fi...Md. Mazadul Hasan Shishir
The document discusses finishing processes for knit fabrics and provides details about common faults, causes, and remedies. It covers processes like dewatering, slitting, drying, stentering, and compacting. For each process, controlling points are identified and typical faults like crease marks, softener spots, and GSM variations are summarized along with likely causes such as improper speed control or softener mixing. Remedies for the faults including proper ballooning, cleaning equipment, and maintaining consistent process parameters are also outlined. The document aims to improve understanding of finishing for knit fabrics.
Stretch fabric is a kind of elastic fabric, the main material is fiber and rubber. 4 way stretch fabric is a new synthetic fabric, it is created to meet the needs of higher elasticity.
Water repellency and flame retardancy are important textile properties. Water repellent fabrics resist water penetration and allow water to roll off, while waterproof fabrics have fewer pores and are less permeable. Several tests evaluate water repellency, including the spray test where water is sprayed on samples rated based on wetting. The Bundesmann test subjects samples to high-pressure water for 10 minutes to measure penetration and absorption. Flame retardant finishes can save fabrics from fire using compounds of phosphorus, antimony, and boron. The vertical flame test exposes samples to an open flame to evaluate flame retardancy based on after flame and char length. Proper testing ensures textiles have sufficient water repell
The document discusses different types of sewing machines and their components. It describes the major parts of lock stitch, overlock, flatlock, and feeding systems. The main components include the casting, lubrication system, stitch forming system. For lockstitch machines, it explains the stitch formation process using a needle, bobbin and hook. Overlock machines use multiple thread cones and loopers. Flatlock machines can have decorative threads and multiple needles. Feeding systems include drop feed, differential feed, and walking foot feed.
The document provides information about straight knife cutting machines. It discusses the parts, types of blades and abrasive belts, features, mechanisms, maintenance, models, advantages and disadvantages. Specifically, it summarizes 5 models of straight knife cutting machines - the Eastman 629X Blue Streak II, Eastman 627VS Brute Variable Speed, Eastman 629XPM/627XPM Plastic Master, Eastman 629XMF/627XMF Micro Fog, and Eastman 627X Brute. It provides the specifications and uses of each model.
The document discusses developments in fabric wet processing machinery. It describes how modern machines can perform batch, continuous, semi-continuous, and open-width processing more efficiently. Key developments include automation, online measurement and control of process parameters, and machines that reduce water, energy, and chemical usage. The document also provides examples of machinery for various wet processing stages like singeing, desizing, scouring, bleaching, and mercerizing.
Effect of machine parameters on knit fabric specificationstawfik_hussein
This document summarizes research on the effect of machine parameters on knit fabric specifications. The research investigated cotton knit fabrics produced with different yarn counts, machine gauges, and machine diameters. The following relationships were identified:
1) Yarn count typically increases with machine gauge. Higher gauges accommodate finer yarns.
2) The diameter of finished fabrics varies with machine diameter and fabric grammage. At different grammage ranges, the relationship between machine and fabric diameters differs.
3) A constant, Kv, relates the VDQ pulley number, stitch length, and needle number. Kv depends on machine type and diameter. It allows for better selection of VDQ number based on stitch
A basic introduction of Fabric manufacturing technology. Weaving is a very important manufacturing technology. Here is a basic knowledge of Weave fabric manufacturing.
This document provides an overview of waterproof breathable fabrics. It discusses three main types: densely woven fabrics, membranes, and coatings. Densely woven fabrics use tight weaves to minimize pores. Membranes are thin films, including microporous membranes with tiny holes and hydrophilic membranes that transport vapor molecules. Coatings are applied to fabrics, including microporous coatings with fine channels and hydrophilic coatings that transport vapor. The document provides details on constructing each type and commercial applications. It aims to determine the optimal combination of hydrophilic and hydrophobic components in coatings to achieve high breathability and waterproof performance.
The document discusses nonwoven fabrics. It defines nonwoven fabrics as textile structures produced by bonding or interlocking fibers using mechanical, chemical, thermal, or solvent bonding methods. It describes the two main stages of nonwoven fabric production as fiber preparation and web or batt formation, followed by the bonding process. The document also classifies nonwoven fabrics based on production methods such as wet bonding, dry bonding, spun bonding, and melt blowing. It provides examples of properties and applications of nonwoven fabrics.
Knitting Technology | Study On Knitting Technology | Sweater/ V-bed Flat Knit...Md Rakibul Hassan
This document discusses knitting technology and the features of V-bed flat knitting machines. It describes two types of knitwear production: cut and sewing, and fully fashioned. Fully fashioned knitwear shapes portions of the garment during knitting by increasing or decreasing loops along the selvedges. A V-bed flat knitting machine has two stationary needle beds and uses latch needles. Different fabrics like single jersey, ribbing, and cardigan stitches can be produced by activating different needle bed cams. Shaping is done through widening by adding needles or narrowing by removing needles to transfer loops.
This document discusses different types of shedding mechanisms used in looms: crank, tappet, dobby, and jacquard. It explains how each works and their features. Crank is the simplest but can only produce plain weaves. Tappet controls 2-8 heald frames for simple weaves. Dobby controls more frames for medium complexity weaves. Jacquard is the most complex but can produce all fabric types by controlling thousands of heald frames individually. The timing of shed opening, early vs late, also affects weaving properties.
The document discusses techniques used in denim production, specifically long chain beamers and sizing. It describes the processes that ropes of dyed warp yarn undergo after dyeing, including being opened into sheets on a long chain beamer and wound onto beams. It provides details on components of long chain beamers like tension stands, accumulators, beaters, and combs that help separate and align the yarn. Automatic machines with features like stop motions and camera systems are highlighted. Sizing is briefly explained as increasing yarn strength and adding a protective coating for weaving.
Configuration of spreading systems used in apparel industry textile learnerifty111013003
This document discusses the configuration of spreading systems used in the apparel industry. It describes the different types of fabric spreading including flat and stepped spreads. It discusses factors that affect spreading quality like ply alignment, tension, and damage placement. The document outlines different spreading modes like face-to-face and face-one-way spreading depending on fabric characteristics. It also describes the objectives and general process of fabric spreading in apparel production.
I will introduce yours with a rare, critical and costly print. The name of this print is “Burnout print”. This is a rare quality print. Burnout print is also very expensive too. It's a very nice quality print.
The best technology for fleece fabrics – Jingmei circular knittingA.T.E. Private Limited
The Jingmei JXP-FC single jersey fleece machine is a unique, high performance machine for the production of three-thread fleece fabric with uniform loops. Click on the link to read more.
The document discusses sources of finance for businesses categorized by time period (short, medium, long term) and source (internal, external). Internal sources include retained profits, personal savings, reducing current assets, factoring, selling fixed assets, sale and leaseback, and divestment. External sources include trade credit, overdrafts, loans, leasing, hire purchase, share capital, mortgages, venture capital, and EU financing.
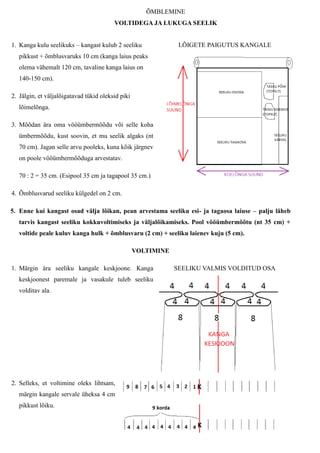
1. ÕMBLEMINE
VOLTIDEGA JA LUKUGA SEELIK
1. Kanga kulu seelikuks – kangast kulub 2 seeliku
LÕIGETE PAIGUTUS KANGALE
pikkust + õmblusvaruks 10 cm (kanga laius peaks
olema vähemalt 120 cm, tavaline kanga laius on
140-150 cm).
2. Jälgin, et väljalõigatavad tükid oleksid piki
lõimelõnga.
3. Mõõdan ära oma vööümbermõõdu või selle koha
ümbermõõdu, kust soovin, et mu seelik algaks (nt
70 cm). Jagan selle arvu pooleks, kuna kõik järgnev
on poole vööümbermõõduga arvestatav.
70 : 2 = 35 cm. (Esipool 35 cm ja tagapool 35 cm.)
4. Õmblusvarud seeliku külgedel on 2 cm.
5. Enne kui kangast osad välja lõikan, pean arvestama seeliku esi- ja tagaosa laiuse – palju läheb
tarvis kangast seeliku kokkuvoltimiseks ja väljalõikamiseks. Pool vööümbermõõtu (nt 35 cm) +
voltide peale kuluv kanga hulk + õmblusvaru (2 cm) + seeliku laienev kuju (5 cm).
VOLTIMINE
1. Märgin ära seeliku kangale keskjoone. Kanga
keskjoonest paremale ja vasakule tuleb seeliku
volditav ala.
2. Selleks, et voltimine oleks lihtsam,
märgin kangale servale üheksa 4 cm
pikkust lõiku.
SEELIKU VALMIS VOLDITUD OSA
2. 3. Voltimisel kinnitan kõik voldid nööpnõeltega, selleks et voldid lahti ei vajuks.
4. Traageldan voldid kinni, et mul oleks järgnevaid etappe lihtsam läbi
ÜHE VOLDI TÖÖJOONIS
viia. Jälgin, et traagelpiste pikkus väike (0,5 cm), kuna vastasel juhul
laguneb volditud ala lahti.
5. Kui ühe voldi laius on 8 cm ning kui teha seeliku esiosale kolm volti, siis on volditud ala laius:
8 + 8 + 8 = 24 cm
Volditud ala laius = 8 + 8 + 8 = 24 cm
Pool vööümbermõõtu = 70 : 2 = 35 cm
35 – 24 = 11 cm (pikkus, mis tuleb
jagada võrdselt mõlemale seeliku
küljele).
11 : 2 = 5,5 cm
6. Et
anda
laienevat
seelikule
kuju,
alt
tuleb
tõmmata küljejoon seelikule
nii, et seeliku alumine serv
on ülemisest 4-5 cm võrra
pikem.
Jätan meelde, et lõikan
kanga
välja
ALATI
õmblusvaruga,
küljeõmbluste puhul 2 cm
õmblusvaruga.
3. TASKU
1. Asetan tasku sisemuse (Ts) lõike seeliku esiosa peale, nii
et küljeõmblused oleks kohakuti ning märgin ära nurga,
mille pean õmblusvaru (1 cm) arvestades ära lõikama.
NB!
KÕIK
olemasolevad
tasku
lõiked
on
ILMA
õmblusvaruta – sinna tuleb õmblusvaru ise juurde
arvestada (katkendlik joon - tasku kaare peal 1 cm, küljel
2 cm).
2. Lõikan kangast lõike järgi välja kaks taskupõhja (Tp) ja
kaks tasku sisemust (Ts).
3. Tasku õmblemiseks asetan seeliku kanga (äralõigatud
tasku nurga koha) ja tasku sisemuse tüki paremad pooled
vastamisi ning õmblen kokku (1 cm õv).
4. Keeran tasku sisemuse seeliku sissepoole nii, et kokku
saavad seeliku kanga ja tasku sisemuse kanga pahemad
pooled. Traageldan pööratud õmbluse kinni nii, et sisse
keeratud kangast ei jää töö paremalt poolt näha. Õmbluse
teen 1-2 mm kauguselt õmbluse servast.
5. Kinnitan nööpnõeltega ja traageldan tasku sisemuse
külge tasku põhja ning õmblen need kokku. Alustan ja
lõpetan edasi-tagasi õmblusega, et tasku ei veniks välja ja
jääks tugevam.
Jälgin õmblusvarusid!
4. LUKK
Triibutatud pind – kanga pahem pool
1. Asetan kangatükid, millele soovin lukku õmmelda,
paremad pooled vastamisi ning märgin ära luku pikkuse.
2. Traageldan ja õmblen märgitud jooneni kangatükid
2cm laiust õmblusvaru arvestades kokku. Õmbluse algusesse ja lõppu teen edasi-tagasi õmbluse.
3. Triigin õmblusvarud lahku ning traageldan õmblusvarud kanga külge.
4.
Asetan
luku parema
poolega vastu
õmblusvarusid.
Kinnitan nööpnõeltega ning
traageldan luku
kanga külge,
jälgides et luku
hammastik
oleks täpselt
õmblusjoonel.
Töö parem pool
Töö pahem pool
5. 5. Traageldan õmblusjoone pikkade pistetega kokku,
et nad õmmeldes koos püsiks.
Töö parem pool
6. Õmblen luku paremalt poolt kinni nii, et masina
presstalla äär jookseks terve õmbluse vältel piki luku hammastiku serva. Horisontaalselt üle luku
hammastiku õmblen ettevaatlikult käsitsi hooratast
enda poole pöörates. Loen ära pistete arvu luku
hammastiku keskele ning sealt edasi õmblen sama
arvu pisteid, et õmblus jääks ühtlane ning võrdse
laiusega.
Töö parem pool
7. Eemaldan kõik traagelniidid. Kontrollin, kas lukk liiguks hästi.
6. VÄRVEL
1. Värvel võiks olla max 5 cm lai, ehk kuna tarvis
on võtta topelt värvli laiuse jagu kangast + õv,
siis oleks väljalõigatava värvli laiuseks 5 + 5 +
1 + 1 = 12 cm. Värvel tuleks asetada
väljalõigatavale kangale nii, et ta ei veniks ehk
risti kanga laiusega = piki lõimelõnga. Värvli
pikkuseks on kogu vööümbermõõt + 4 cm õv.
2. Asetan värvli parema poole vastu seeliku
paremat poolt. Varud jäävad luku juurde.
3. Traageldan 1 cm kauguselt värvli seeliku
külge. Õmblen.
4. Ääristan sik-sak õmblusega selle värvli osa,
mille keeran hiljem seeliku sisse.
5. Keeran ja traageldan värvli laiupidi pooleks.
Samuti traageldan ära äsja tagasi keeratud
õmbluse, selleks et värvel jääks korrektne.
6. Traageldan värvli pahema poole seeliku külge.
Õmblen värvli seeliku külge töö paremalt
poolt, hästi värvli äärest.
7. Värvli otsad õmblen käsitsi kokku ning
kinnitan haakidega üksteise peale.
8. Eemaldan kõik traagelniidid.
SEELIKU VIIMISTLEMINE
1. Tasandada tuleb seeliku alläär.
2. Kõik lõngaotsad tuleb eemaldada.
3. Õmblusvarud tuleb lahku triikida.
4. Kõik traagelniidid välja võtta – ALATI pärast igat õmblust, muidu võib hilisem traagelniitide
eemaldamine olla raskendatud.