This document summarizes several processes at a sensor production facility and efforts to improve them. It describes 3 main production stages: material preparation, assembly and testing, and inspection/packaging. It then details improvements in specific areas, including: switching from linear to rotary testing to increase machine performance; reducing operators and increasing output in tampon printing; adding auto marking after testing; extending the potlife of coatings from 6 to 8 hours; and studying reworking rejected finished goods in the solgel coating line. The overall aim is improving quality, output, efficiency and yield across various production lines through analyzing issues and testing potential solutions.
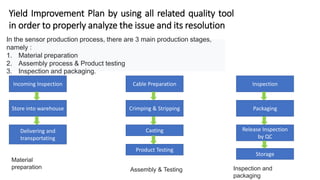
1. In the sensor production process, there are 3 main production stages,
namely :
1. Material preparation
2. Assembly process & Product testing
3. Inspection and packaging.
Incoming Inspection
Store into warehouse
Delivering and
transportating
Material
preparation
Cable Preparation
Crimping & Stripping
Casting
Product Testing
Assembly & Testing
Inspection
Packaging
Release Inspection
by QC
Storage
Inspection and
packaging
Yield Improvement Plan by using all related quality tool
in order to properly analyze the issue and its resolution
2. How do engineers see the process as having problems and need improvement ?
Availability 90%
OEE
85 %
Performance 95%
Quality 99%
Cable Preparation
Crimping & Stripping
Casting
Product Testing
OEE
Achieved
85 %
OEE Low
77 %
Availability 92%
Performance 84%
Quality 99%
What needs to be measured in
testing?
1. Resistance (Ohm)
2. Voltage ( Volt )
3. Temperature ( C )
3. Quality Tool - Fishbone Diagram & Pareto Chart for analysis performance machine
Mechanical Maintenance Methode
Operator Printing Machine Stop
Every 6
month
Routinely replace
critical tools
Linear
testing
Only 1 jig
Cylinder
broken
Tools
loose
Printing blur / not
full
Not
printing
Software
eror
Matrial stuck in
jig
Work Instruction
update
Training
operator
Performance
low
Base on both diagram, we need to analyze the correct method for testing, use 5 why :
1. Why methode problem ?
- Because use linear testing
2. Why linear testing can not use in machine?
- Because only use 1 jig for testing
3. Why 1 jig can not support for testing?
- Cycle time for testing too long, and need more jig.
4. Why need more jig for testing?
- To balance cycle time testing with output.
5. Why need to balance cycle time and ouptput?
- To increase performance machine, and achieve target OEE.
4. Change linear testing to rotaty testing to improve performance machine
Linear testing
Rotary testing
6. Reduced operator from 6 to 4 & increase output in
process tampon printing, without additional tooling and
budget.
In the tampon printing line – Housing Product, 6 operators are needed for each
station,
and there are 4 printing machines with 1 operator for each machine.
Flame
konveyor Printing 1 Printing 4
Printing 3
Printing 2 IR Drying Inspection
& packing
Opt
1
Opt
2
Opt
3
Opt
4
Opt
5
Opt
6
Cycle time of each machine 6sec /
pcs
By shifting the machine, combining 2 machines into 1 operator and increasing the cycle time to 8sec /
2 pcs.
Flame
konveyor Printing 1 Printing 4
Printing 3
Printing 2 IR Drying
Inspection
& packing
Opt
1
Opt
2
Opt
3
Opt
4
Before improvement :
1. 6 operator
2. Cycle time printing 6sec / pcs
3. Output per hour = 600 pcs
After improvement :
1. 4 operator
2. Cycle time printing 8sec / 2
pcs
3. Output per hour = 900 pcs
7. Auto marking after testing – in tampon printing line
Flame
konveyor Printing 1 IR Drying
Inspection
& packing
Opt
1
Opt
2
Opt
3
Opt
5
Before Improvement :
1. Bottleneck process
2. Manual marker
3. Cycle time 12sec / pcs
Apart from housing products, tampon printing also
produces water tanks. with almost the same process.
Testing and
marking
Left side
After Improvement :
1. Auto marker
2. Cycle time 10sec / pcs
3. Add rotary table before testing, to easier
loading.
8. Study potlife coating spray from 6hr to 8hr – Solgel
line
In addition to tampon printing, there is a chemical line called Solgel, this process is a coating with several layers
with a hot surface, where the material being coated is metal (aluminum, stainless steel, etc.)
Preheat basecoat
Basecoat
Flash off basecoat
Cooling & deco print
Preheat topcoat
Topcaot
Flash off topcoat
Nano Pray
Preheat nano
Oven curing
Inspection & Packing
Mixing basecoat
Mixing topcoat
Mixing nano TI
Process flow
In first release,pot life coating 6hr after
mixing and coating quality requirements :
1. pH
2. Viscosity
Quality requirements after coating :
1. Thickness
2. Roughness
3. Gloss
4. Surface appearance
9. Purpose of this study:
1. Downtime line
2. Waiting material
Plan trial :
1. Prepare sample coating 30pcs
2. Spray in 8hr potlife
3. Measure sample
4. Repeat trial 3 times, difference
batch
5. Analyze result and compare with
quality, production check
Result study
10. Study rework and re-coating FG
Solgel
Issues that are often encountered in coatings
are
reject surface appearances, such as:
1. Hairy
2. Deco reject
3. Surface rough
4. Dented
5. Glossy
6. Miss coating
7. Etc.
Target yield solgel : 99,5 %, and reject 0,5%. And some conditions,
production can not achieved target yield, that why need study for re
used reject FG.
Process rework same with fresh part : material preparation before
coating need to do process sand blast & wheel blast.