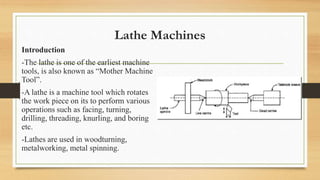
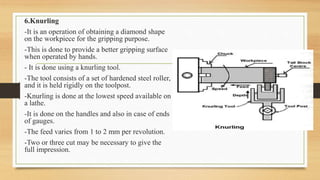
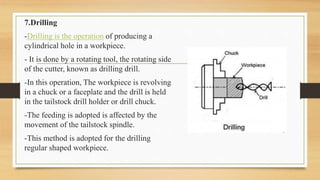
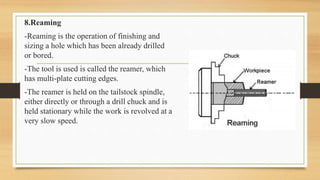
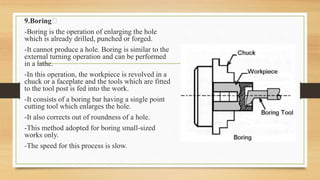
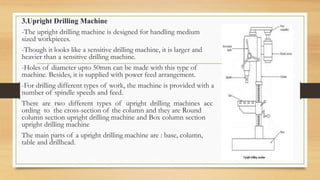
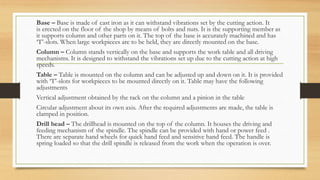
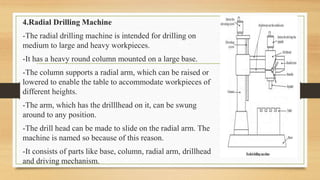
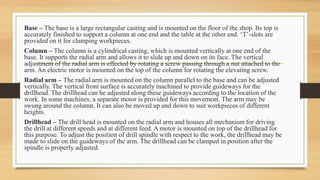
The document discusses different types of machine tools and lathe machines. It provides classifications of machine tools based on production capability, and describes the main parts and operations of lathe machines. It also covers different types of drilling machines such as portable, sensitive, upright, radial, gang and multiple spindle drilling machines.