Downloaded 17 times


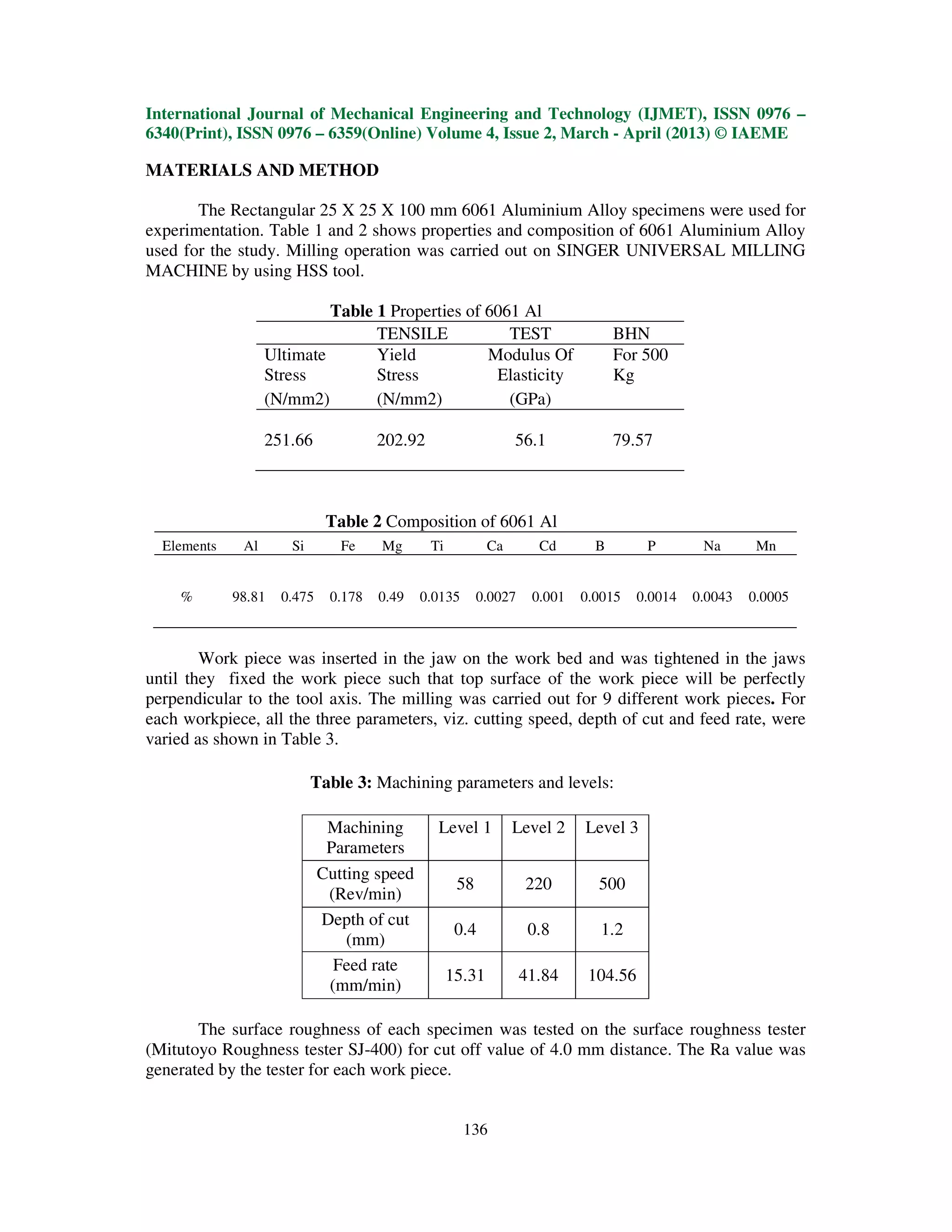
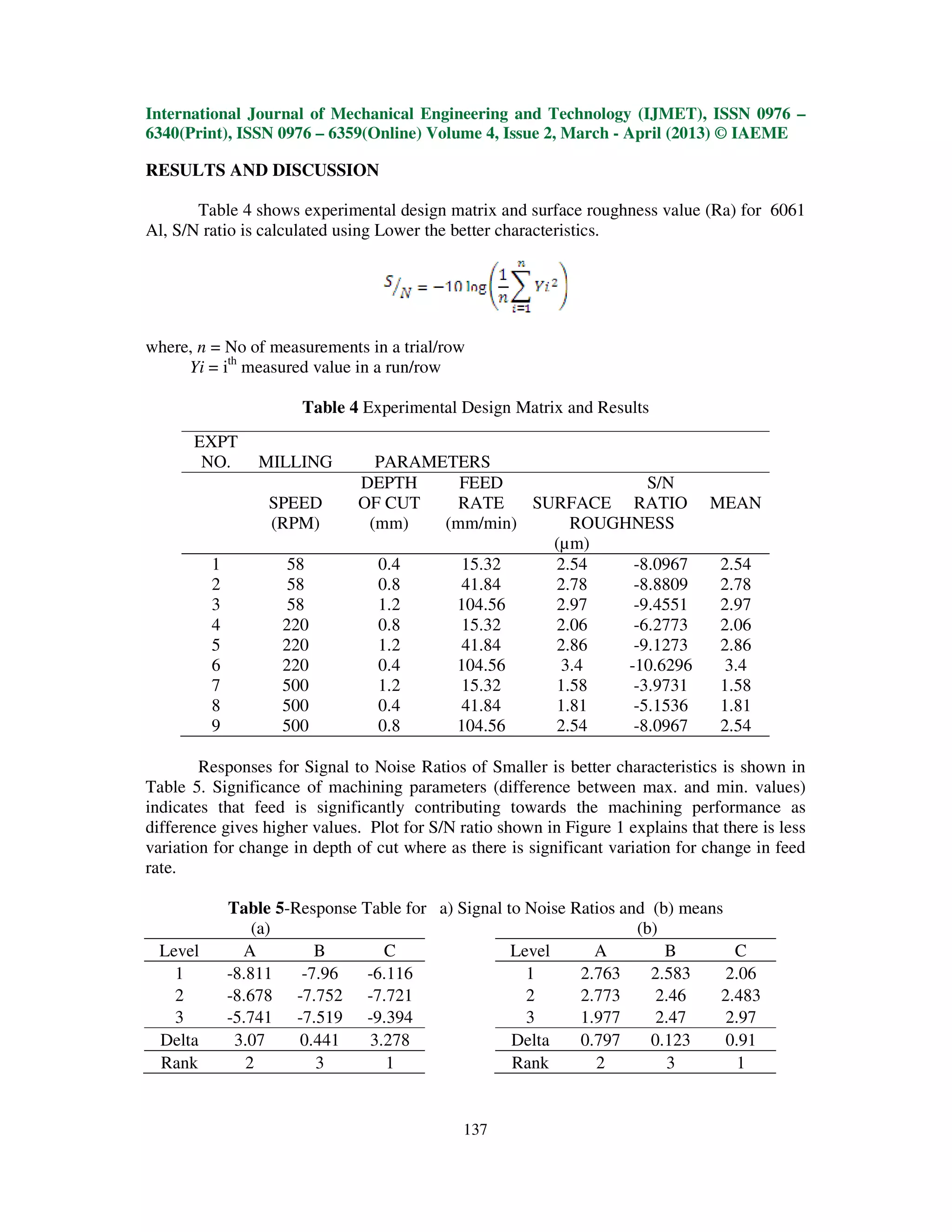
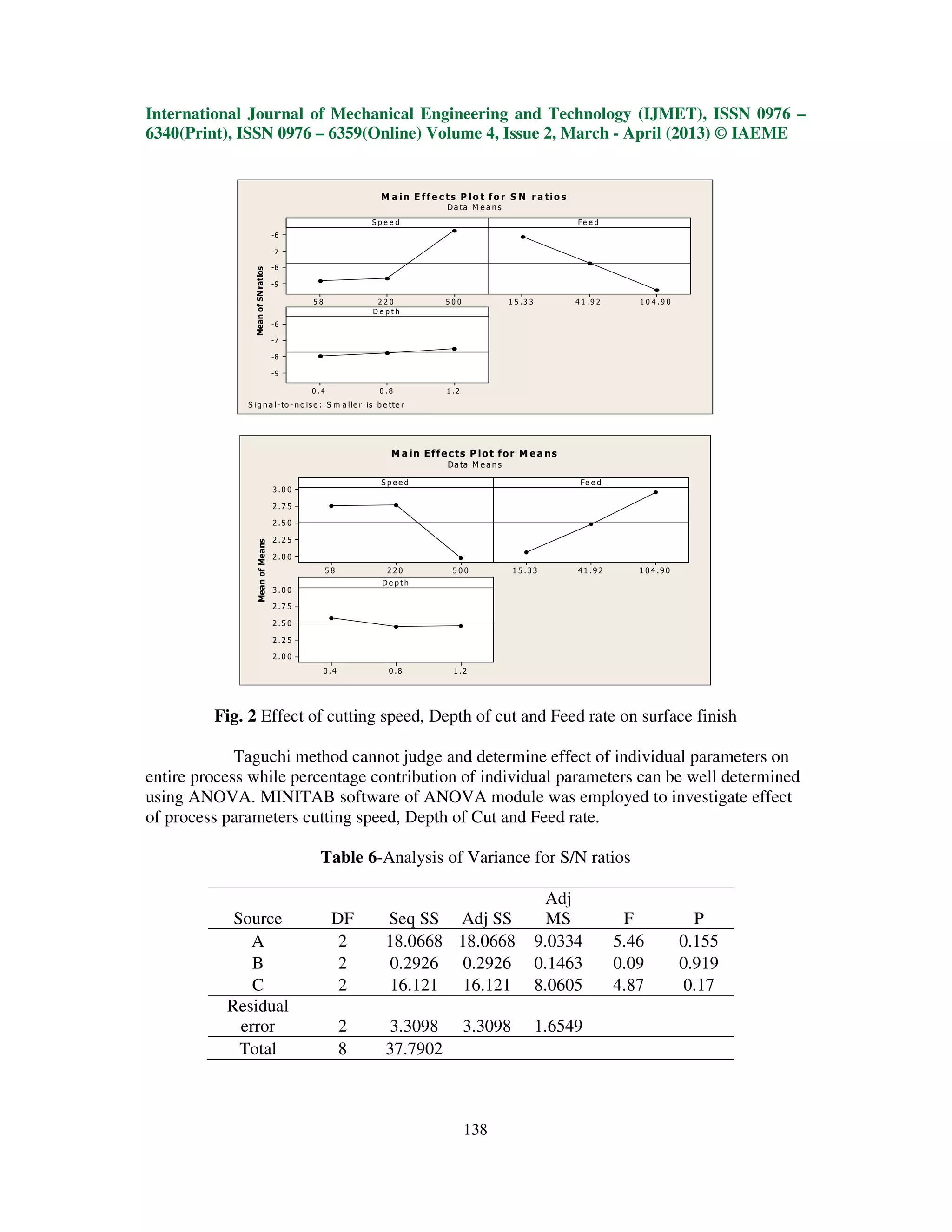
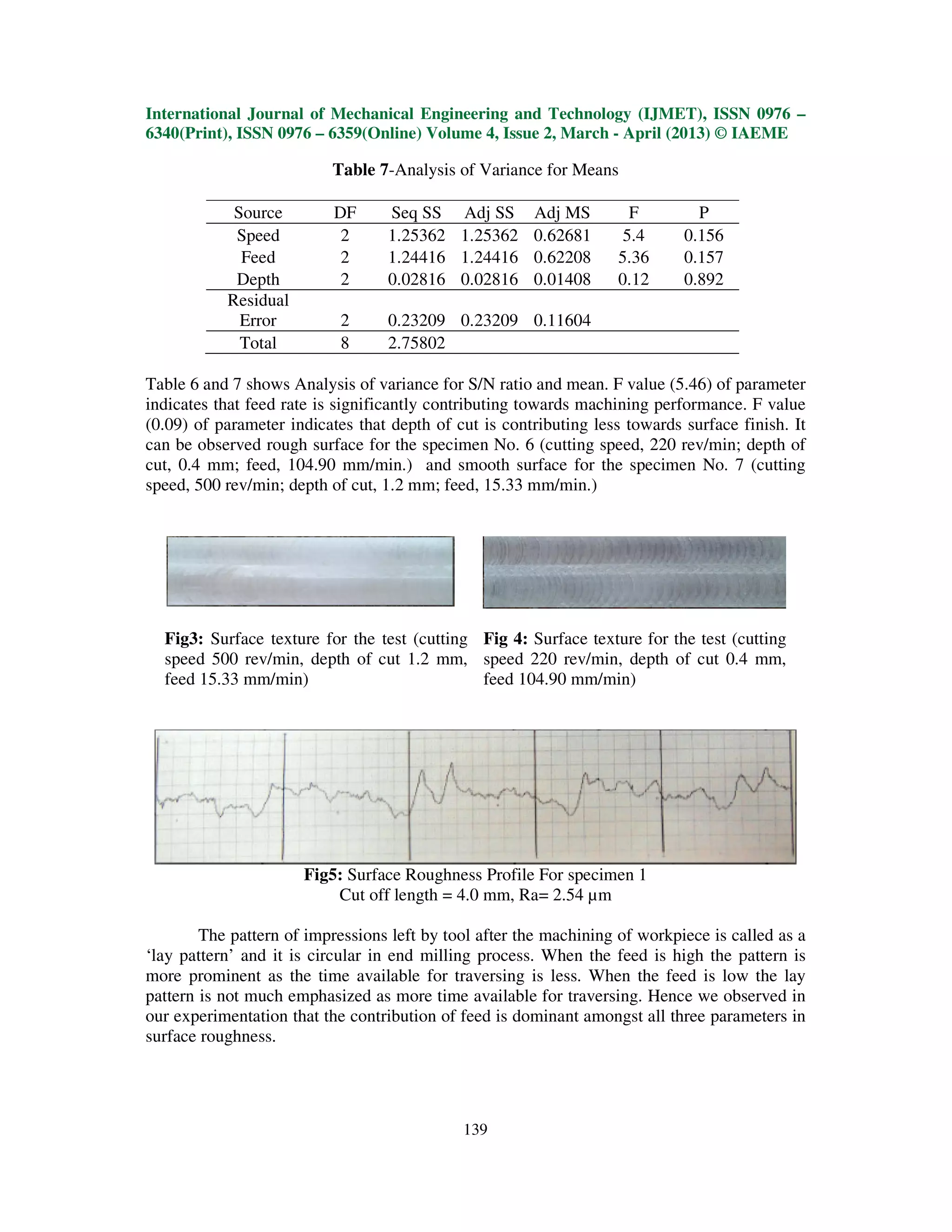

This document summarizes a study that used Design of Experiments (DOE) and Analysis of Variance (ANOVA) to investigate the effects of machining parameters on the surface roughness of 6061 aluminum alloy during end milling. The parameters examined were cutting speed, depth of cut, and feed rate. The study found that feed rate had the most significant impact on surface roughness based on ANOVA results. The optimal parameters for a smooth surface were a cutting speed of 500 rpm, depth of cut of 1.2 mm, and feed rate of 15.33 mm/min.