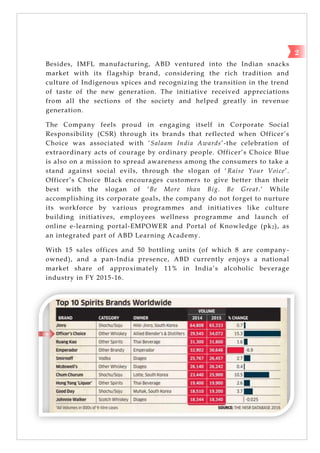
- Allied Blenders & Distillers (ABD) is one of India's leading liquor companies known for brands like Officer's Choice whiskey.
- ABD was founded in the 1990s and has grown to become a multi-brand company with a presence in 23 countries.
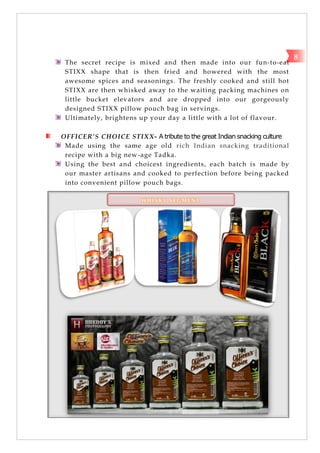
- In addition to liquor, ABD also produces snacks and engages in corporate social responsibility initiatives through its brands.