Oak Ridge National Laboratory is conducting research and development on friction stir welding and processing. Some key areas of R&D include tool material development, process development for joining advanced materials, process modeling, and microstructure characterization. Friction stir welding has potential applications in energy, transportation, and shipbuilding industries.
Niels Bohr's quote highlights the inherent difficulty in making predictions about the future.
Overview of Friction Stir Welding (FSW) and its importance in advanced materials joining, presented by S. A David and Zhili Feng.
Significant advancements in welding processes, including laser applications, hybrid welding, and the extensive future use of FSW in energy and transportation.
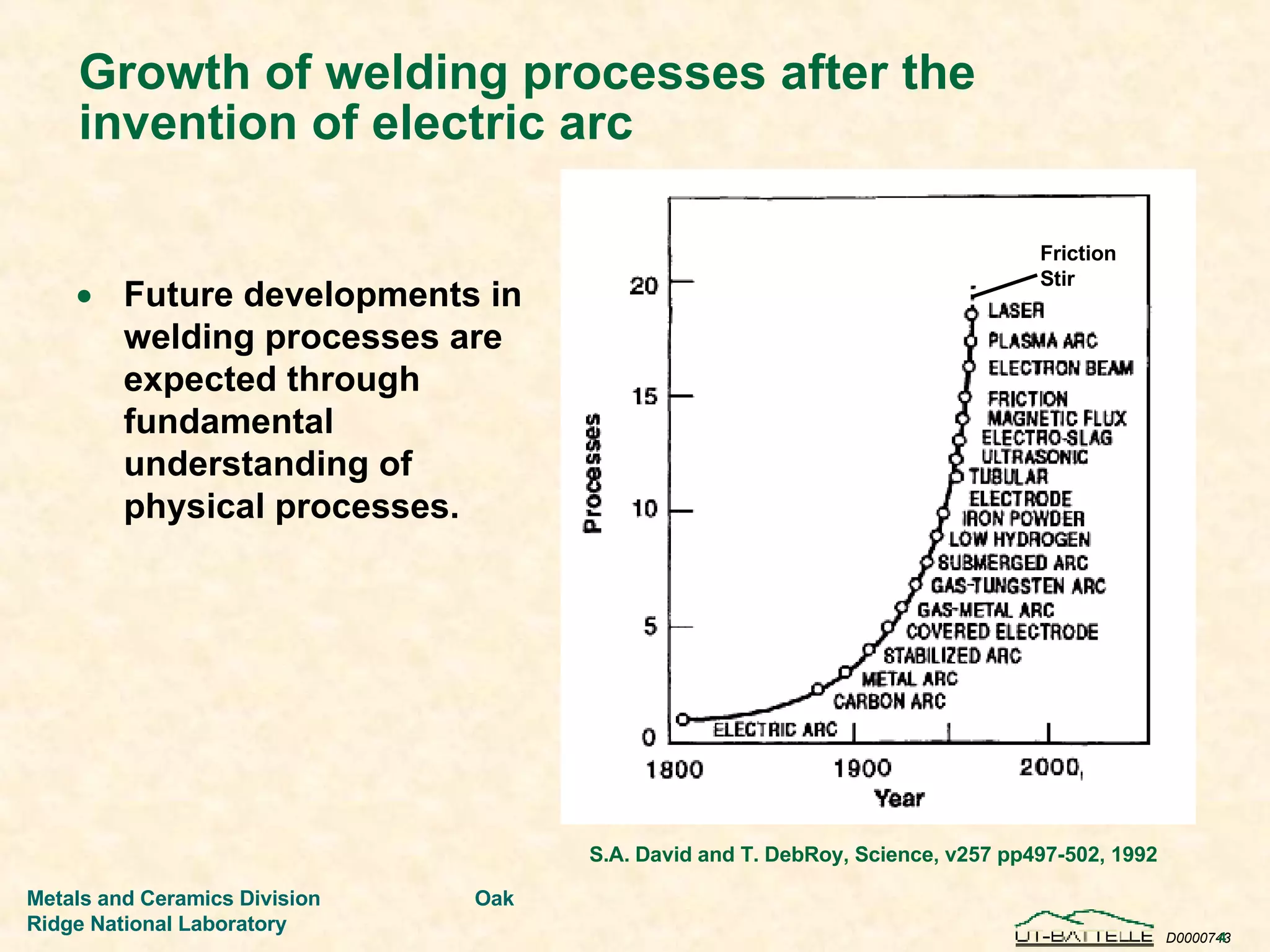
Growth of welding technologies since the electric arc’s invention and prospects for future developments based on understanding physical processes.
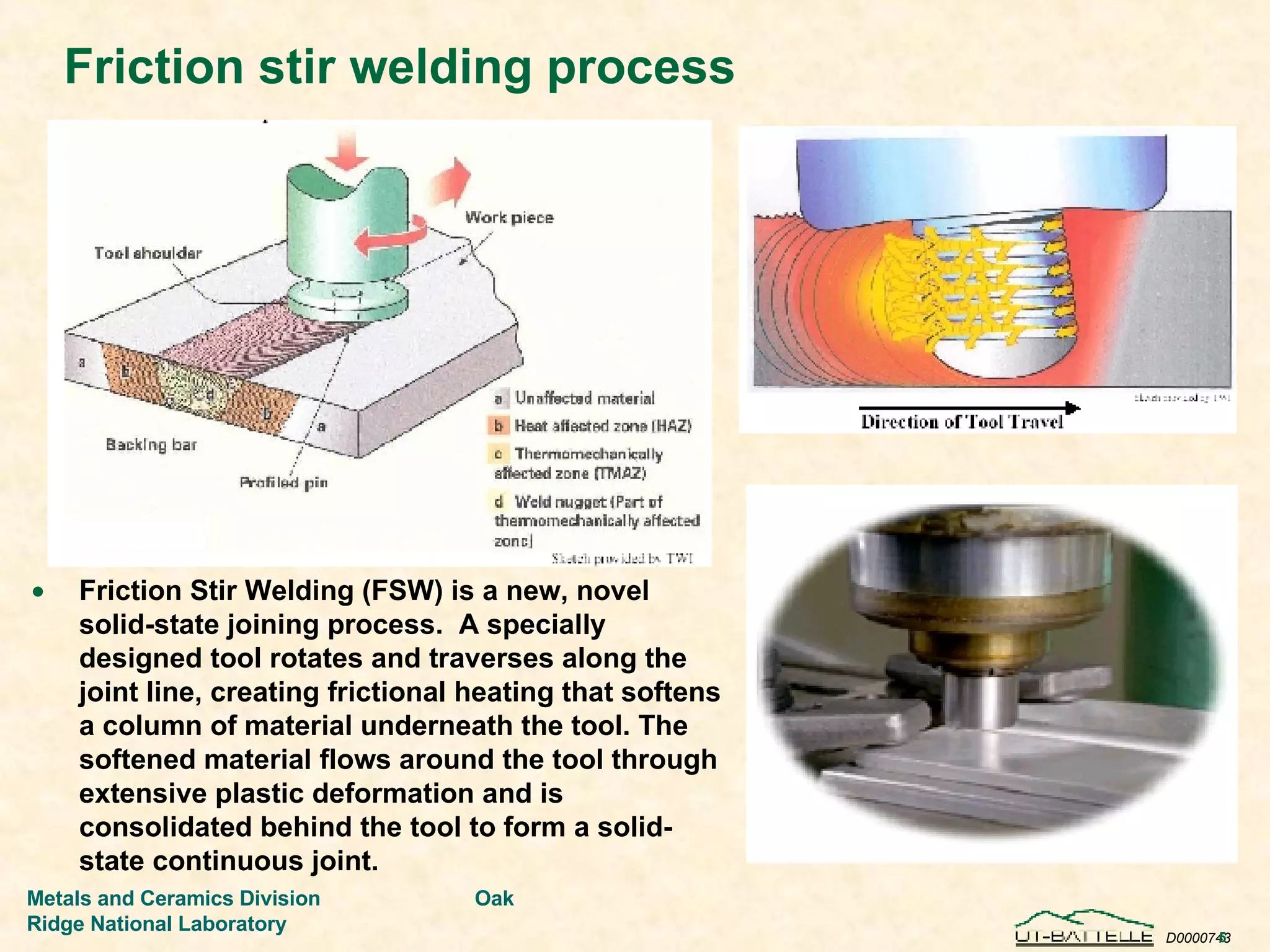
FSW is a solid-state joining process using a rotating tool to create frictional heat, leading to softened material consolidation.
FSW, developed in the 1990s, is highly effective for Al alloys and faces challenges in application to high-temperature materials.
Overview of FSW research and development at Oak Ridge National Laboratory, emphasizing new machines facilitating high-temperature material welding.
ORNL's partnerships for FSW research, focusing on various materials, weld performance, and process development.
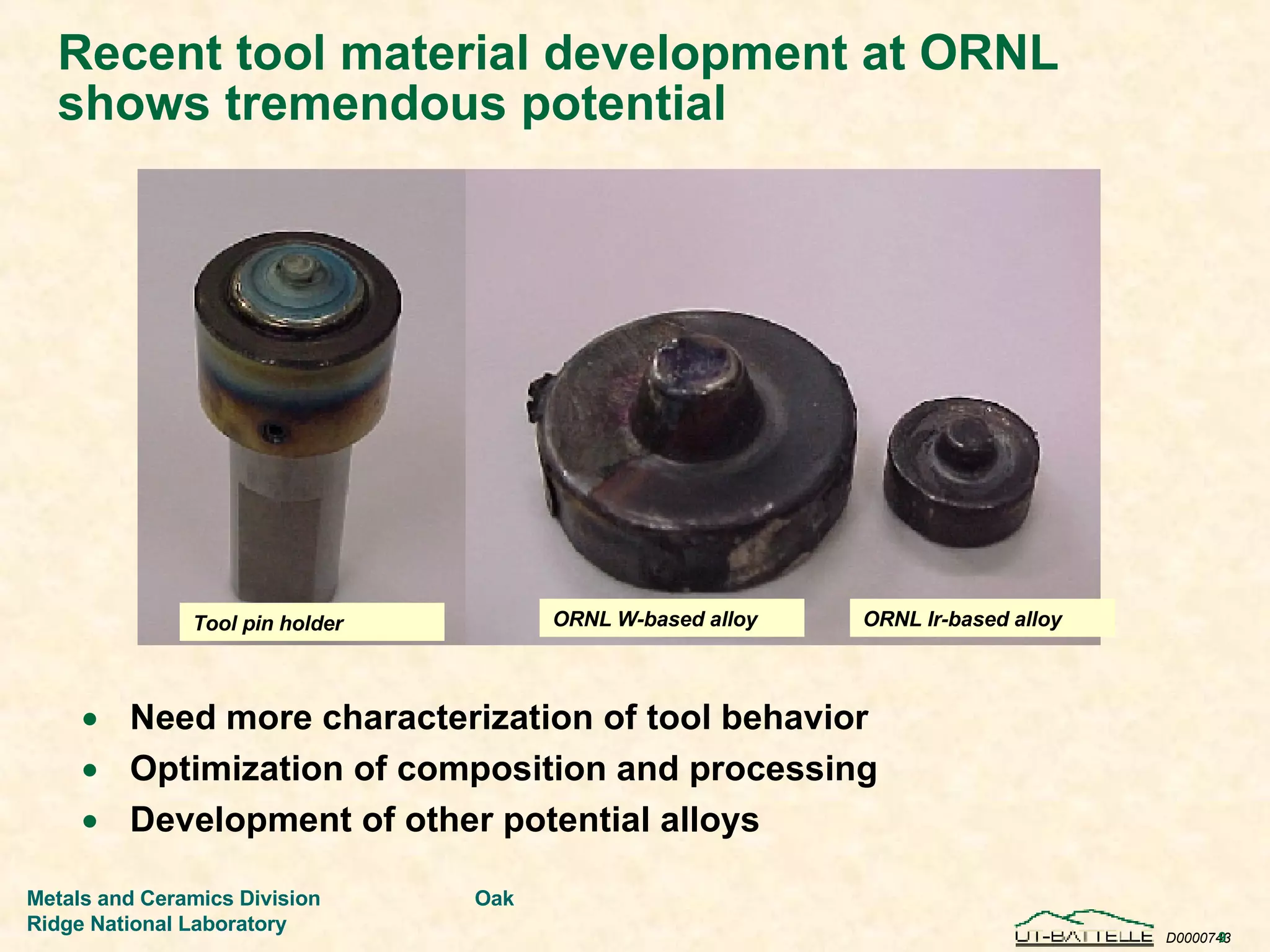
Recent developments in tool materials at ORNL showcasing characteristics and potential for enhanced welding capabilities.
Demonstrated successful friction stir welding of various alloys including titanium and stainless steel using ORNL's tool materials.
Thermomechanical processing influences phase stability in FSW, noting transformation phenomena in the weld zone.
FSW retains the base metal microstructure, unlike laser welding, making it ideal for aluminum composite materials.
Current industry projects integrating FSW for steel piping systems, including prototype development by MegaStir.
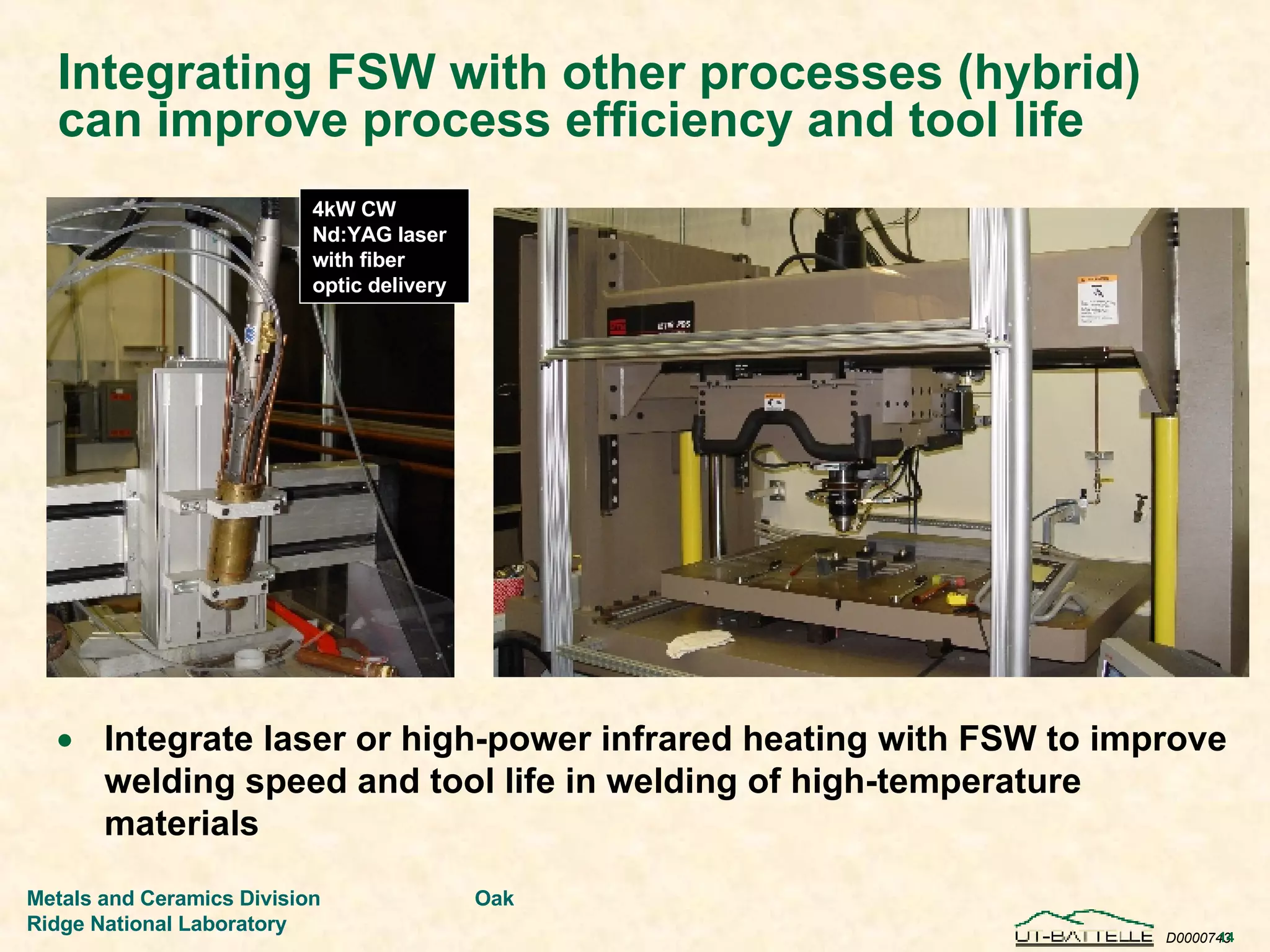
Integrating FSW with other processes like laser welding can enhance efficiency and tool longevity for high-temperature materials.
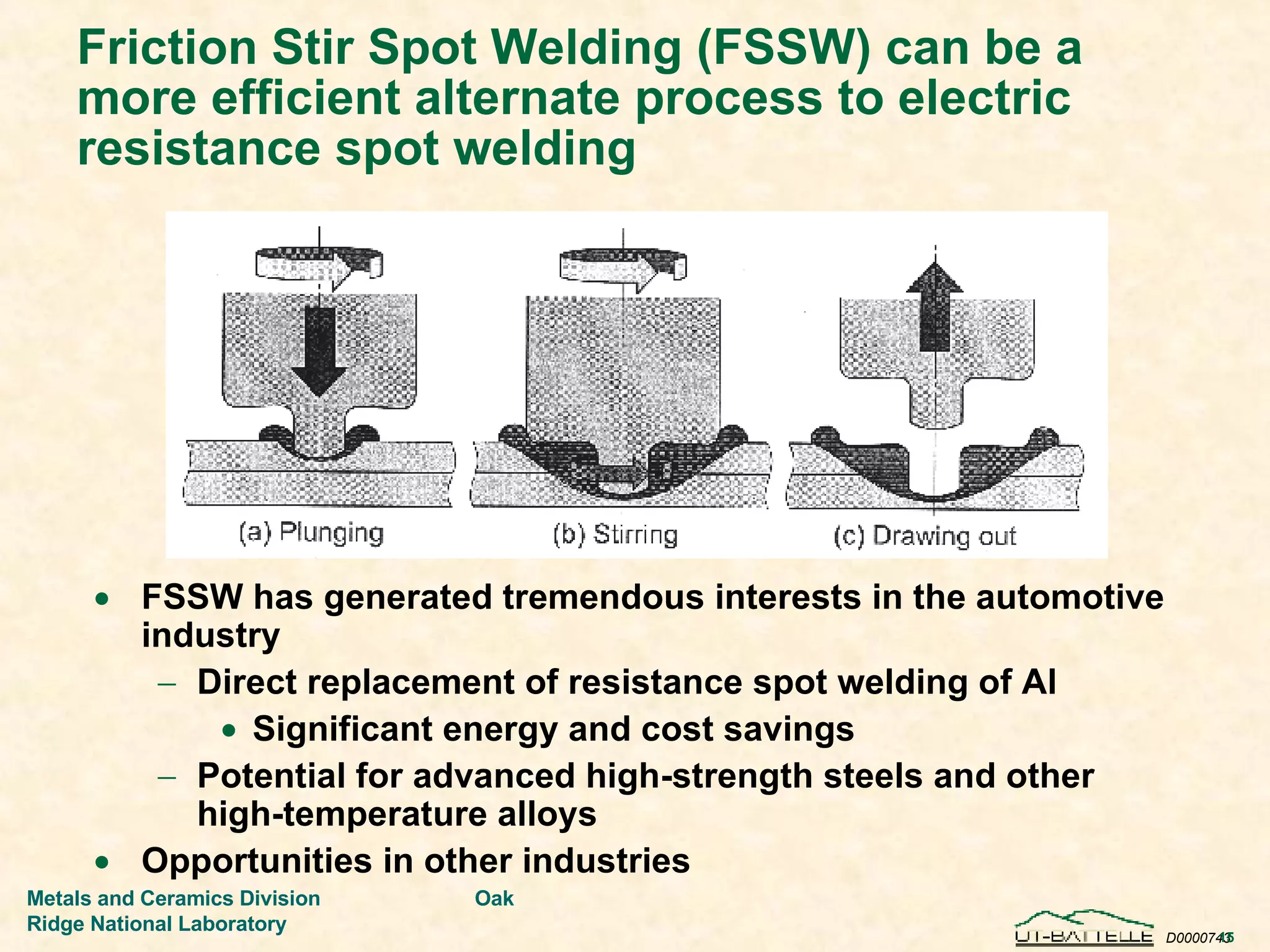
Friction Stir Spot Welding (FSSW) presents a more efficient alternative to resistance spot welding, with significant cost and energy savings.
Example of Mazda using FSSW technology for aluminum door panels, replacing traditional welding techniques.
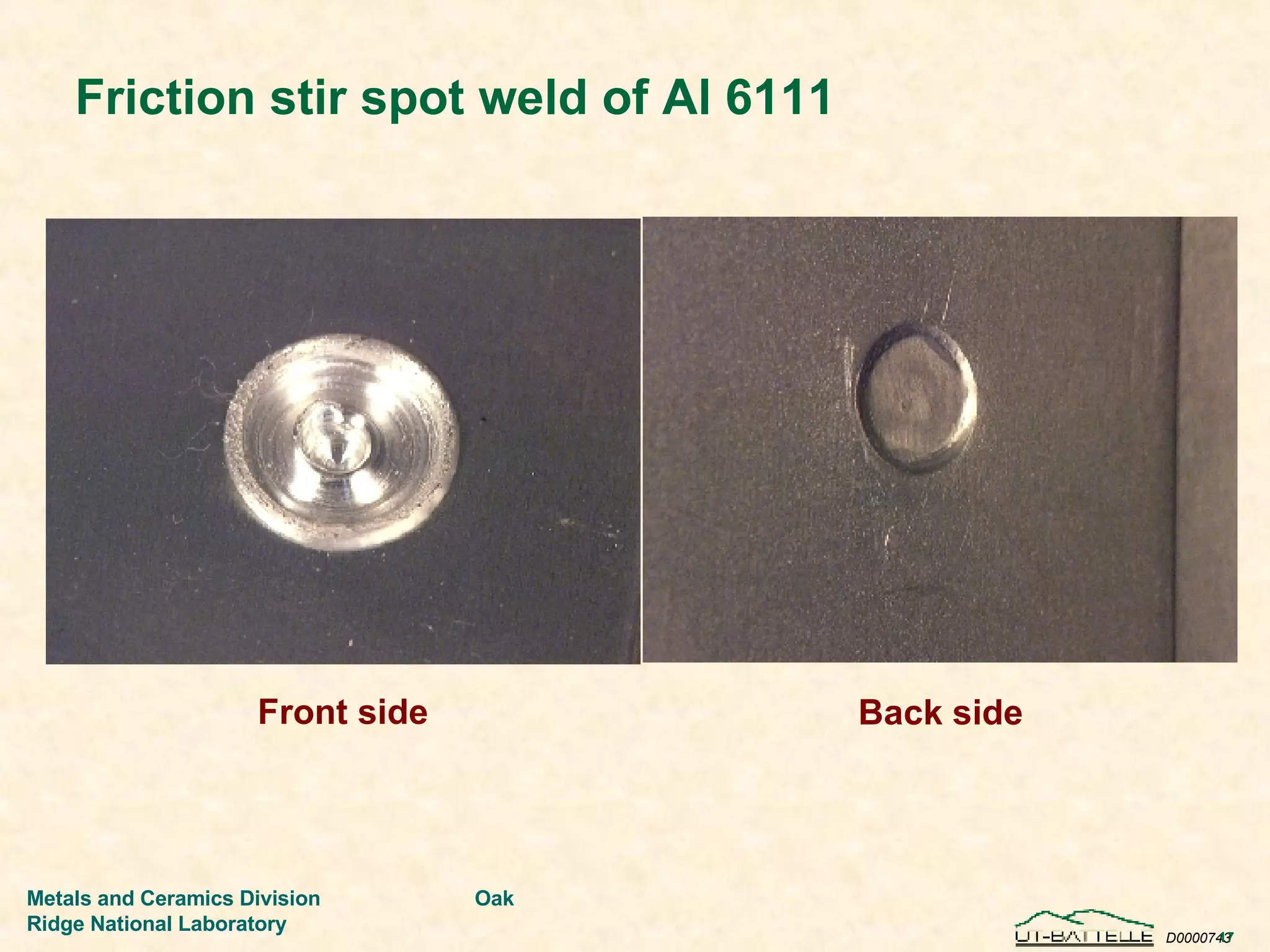
Visual documentation of friction stir spot welds showcasing strong joint formation in aluminum structures.
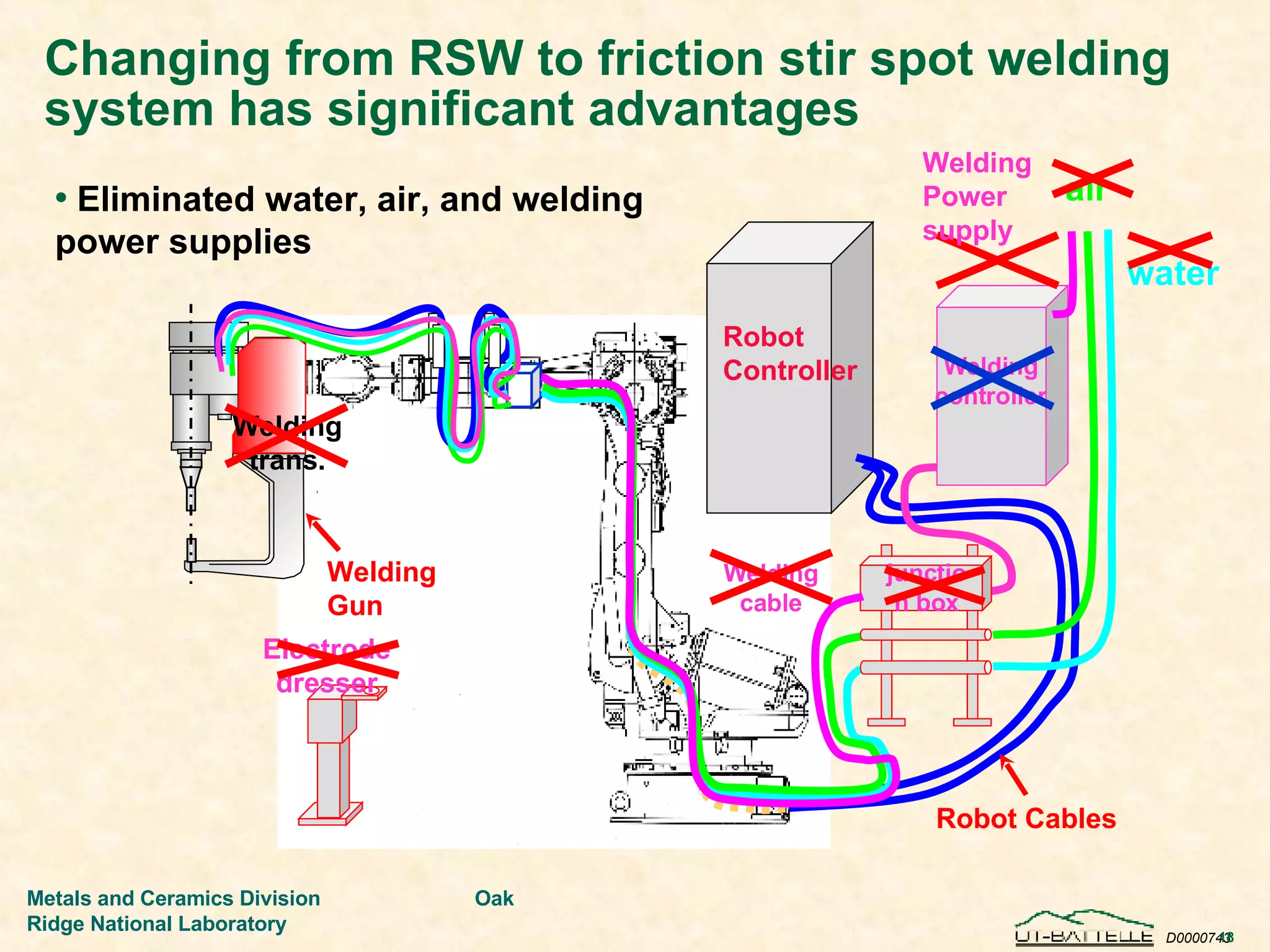
Switching to FSSW reduces reliance on air and water cooling, highlighting the efficiency of the system.
FSSW systems demonstrated a 99% energy saving compared to RSW and a 40% reduction in investment costs.
Friction Stir Processing (FSP) leads to improved microstructure and reliability of casting alloys used in automotive components.
FSP yields uniform distributions of fine particles, leading to reduced shrinkage porosity in cast materials.
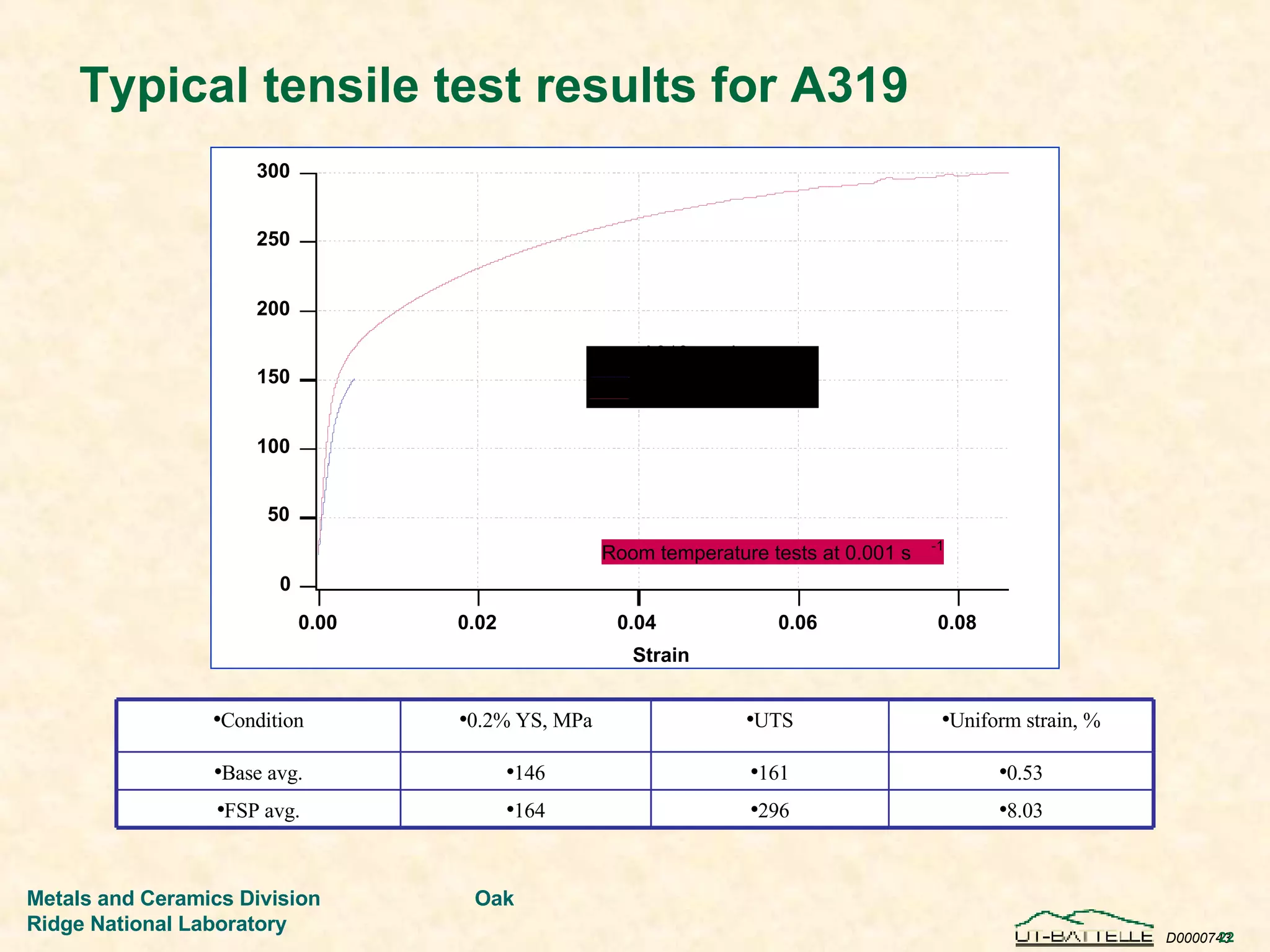
Tensile test results showcasing improved mechanical properties in A319 aluminum due to friction stir processing.
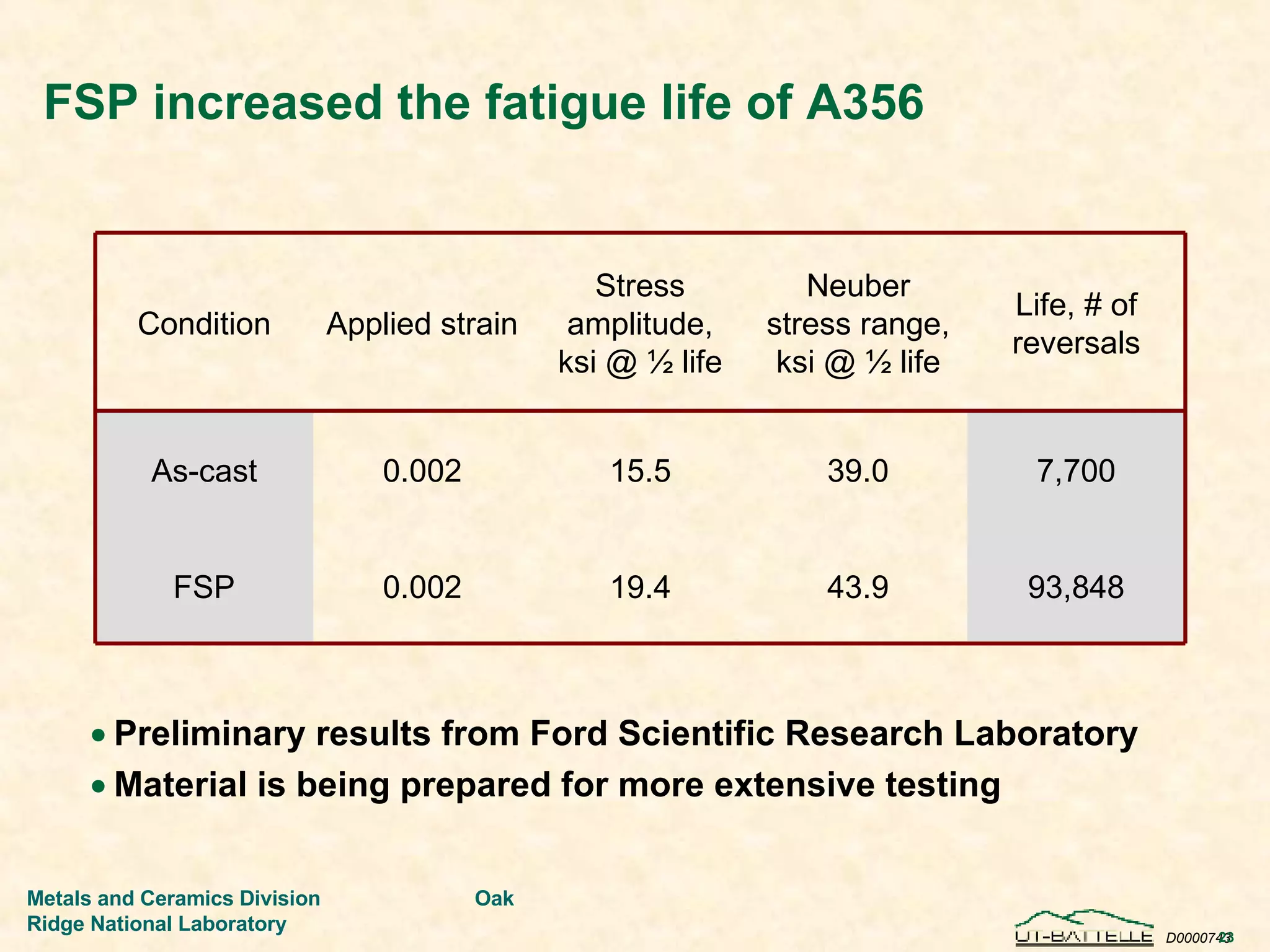
FSP enhances fatigue life of A356 aluminum, with significant preliminary test results reported by Ford.
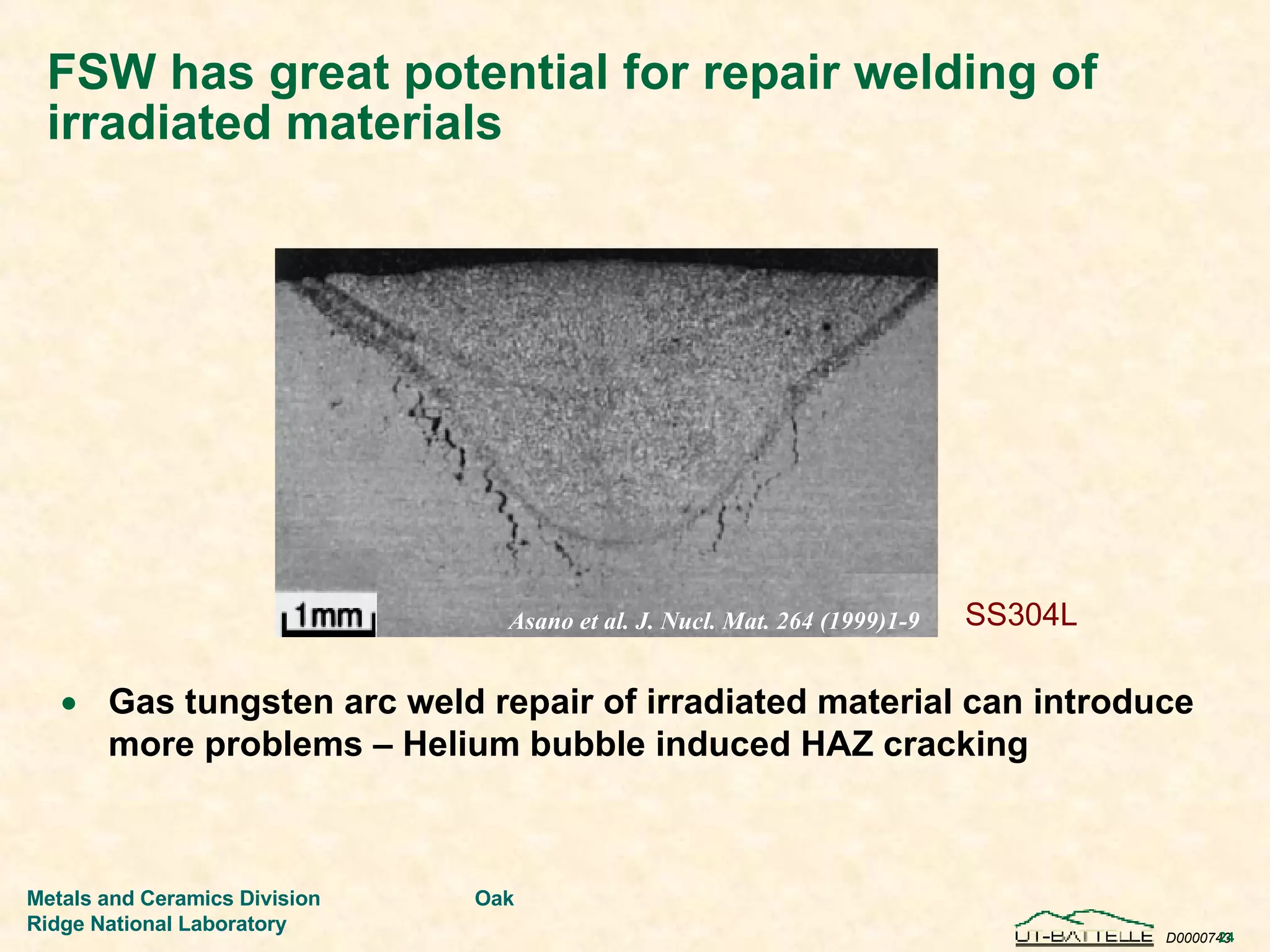
FSW holds potential for repairing irradiated materials, addressing challenges seen with traditional welding methods.
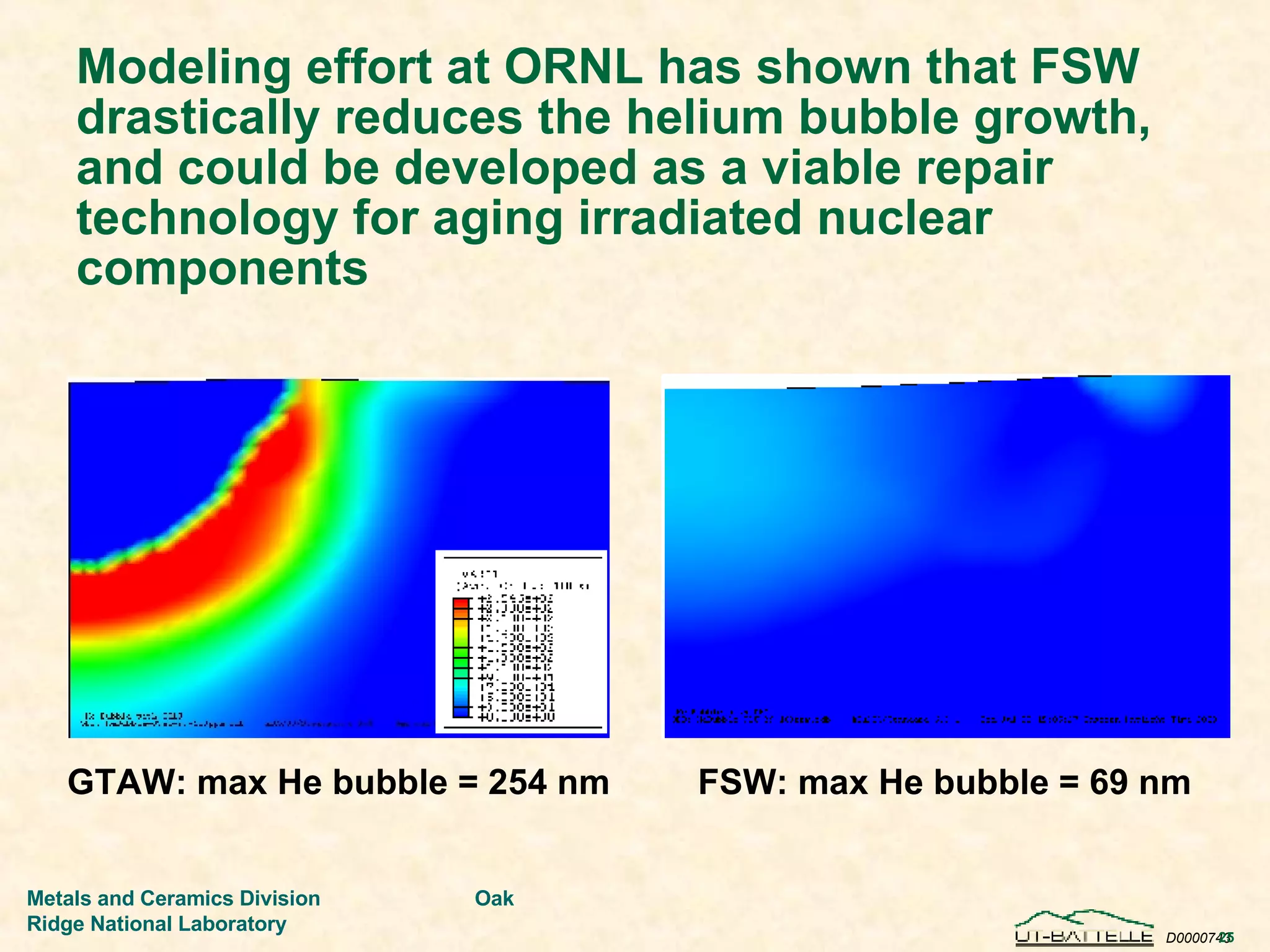
Modeling at ORNL indicates FSW reduces helium bubble growth in aged nuclear components, offering a viable repair method.
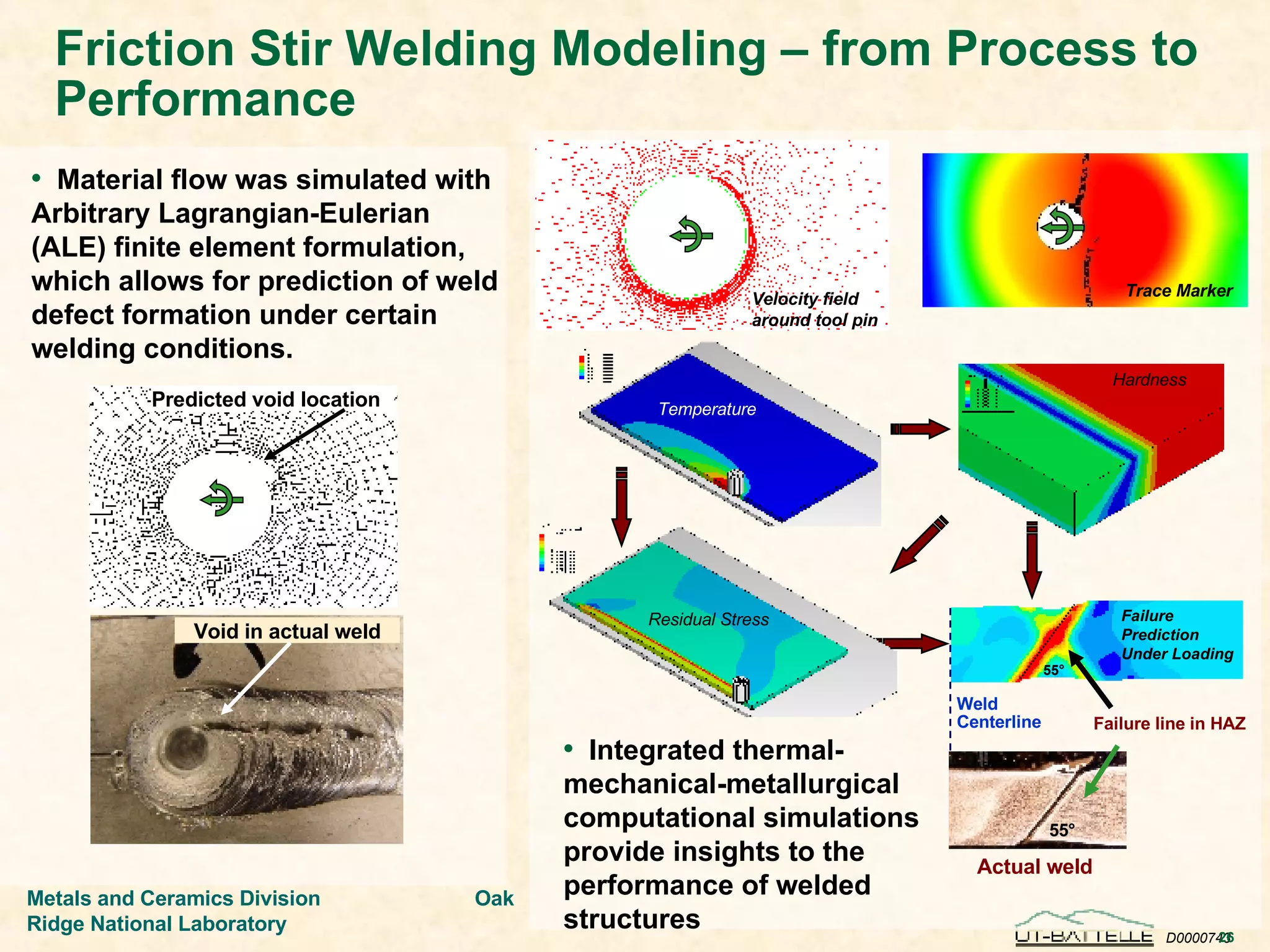
Advanced simulations provide insights into the welding process, helping predict defects and performance issues.
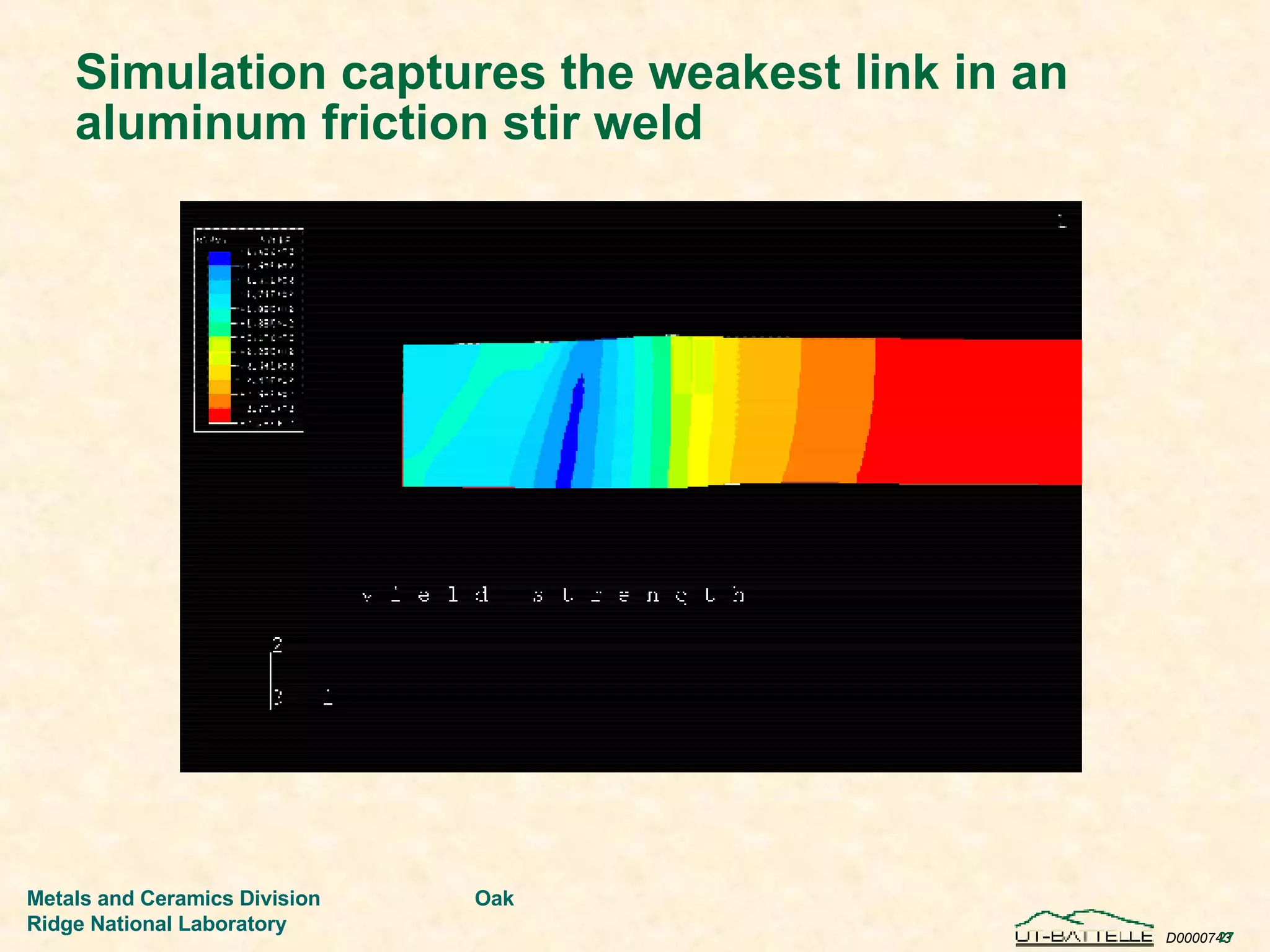
Simulation highlights weaknesses in aluminum friction stir welds, aiding in the predictive analysis of weld quality.
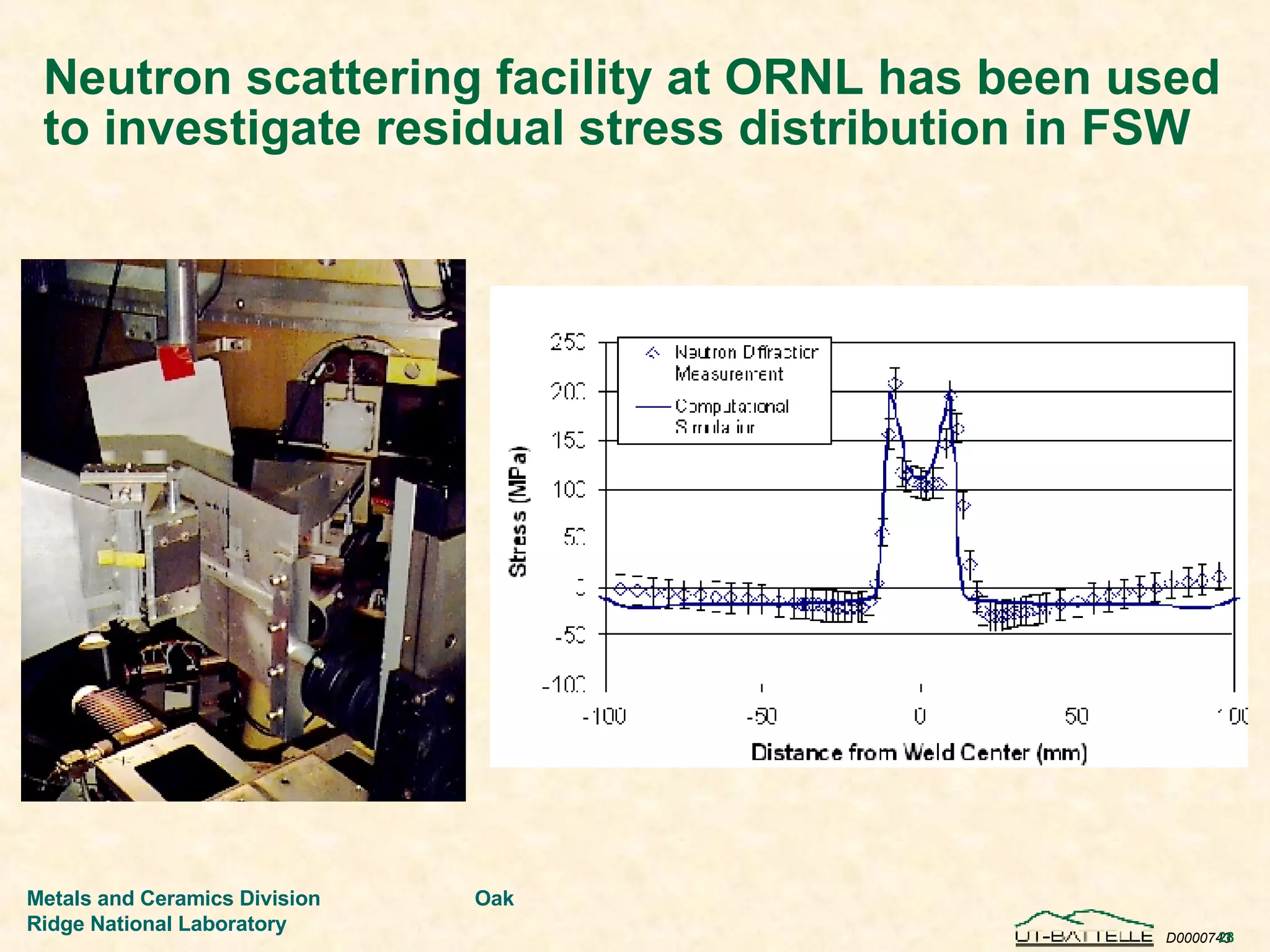
Neutron scattering studies at ORNL investigate the distribution of residual stress in FSW components.
Summary of ongoing research at ORNL in FSW, focusing on tool material, processes, and collaborative efforts.
Enrico Fermi's humorous reflection on the complexities of understanding friction stir welding and its nuances.
“ Prediction isvery difficult – especially if it is about the future.” – Niels Bohr
2.
Friction Stir Weldingof Advanced Materials: Challenges D0000710 S. A David and Zhili Feng Materials Joining Group Metals and Ceramics Division Oak Ridge, TN 9th Materials Day in Graz In Honor of Professor H. Cerjak November 19, 2004 Graz, Austria
3.
Significant advances havebeen made in the last two decades related to welding processes Enhanced application of laser for manufacturing Friction Stir Welding Hybrid Welding Keyhole Plasma Welding Magnetic Pulse Welding Ultrasonic Welding Transient Liquid Phase Joining Future Directions Processes such as FSW, Hybrid and others will be used extensively in energy, transportation and ship building etc.. Application of nanoscience and technology for materials joining.
4.
Growth of weldingprocesses after the invention of electric arc Future developments in welding processes are expected through fundamental understanding of physical processes. Friction Stir S.A. David and T. DebRoy, Science, v257 pp497-502, 1992
5.
Friction stir weldingprocess Friction Stir Welding (FSW) is a new, novel solid-state joining process. A specially designed tool rotates and traverses along the joint line, creating frictional heating that softens a column of material underneath the tool. The softened material flows around the tool through extensive plastic deformation and is consolidated behind the tool to form a solid-state continuous joint.
6.
Friction stir weldingand processing is a rapidly evolving technology Invented by TWI in early 1990s A huge success for joining Al alloys and other low-melting temperature materials that are difficult to fusion-weld Solid state joining process, no filler metal, joint strengths are better, low distortion and residual stresses. Challenges: Understanding the fundamentals of the process Application to high temperature materials, tool material and design, complex geometries and dissimilar materials. New technology frontiers High temperature and high-performance materials joining Friction stir processing Friction stir spot welding
7.
Oak Ridge NationalLaboratory’s FSW/P machine is an enabler for concerted R&D MTS Intelligent Stir Machine Special tool holder with internal cooling from MegaStir for FSW of high-melting materials and tool alloy development
8.
FSW R&D atORNL Tool Materials Development Process development Welding of Al, Mg, composite, and high-melting materials Friction stir processing Friction stir spot welding Modeling Residual stress Materials flow Microstructure Weld performance Microstructure characterization Collaborations External Partnership (TWI, MegaStir, BYU, Ford, GM, CSIRO)
9.
Recent tool materialdevelopment at ORNL shows tremendous potential Need more characterization of tool behavior Optimization of composition and processing Development of other potential alloys ORNL W-based alloy ORNL Ir-based alloy Tool pin holder
10.
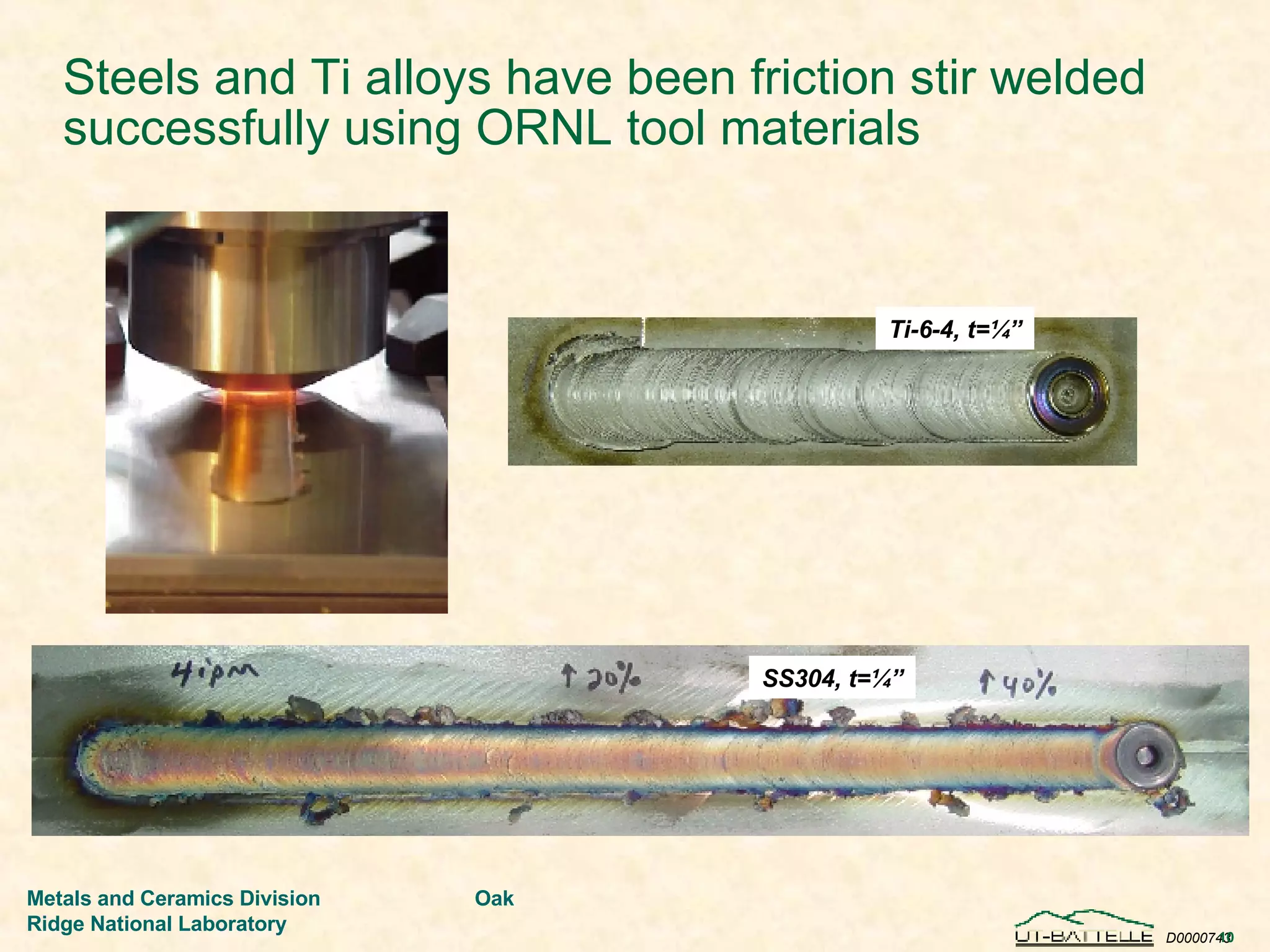
Steels and Tialloys have been friction stir welded successfully using ORNL tool materials Ti-6-4, t=¼” SS304, t=¼”
11.
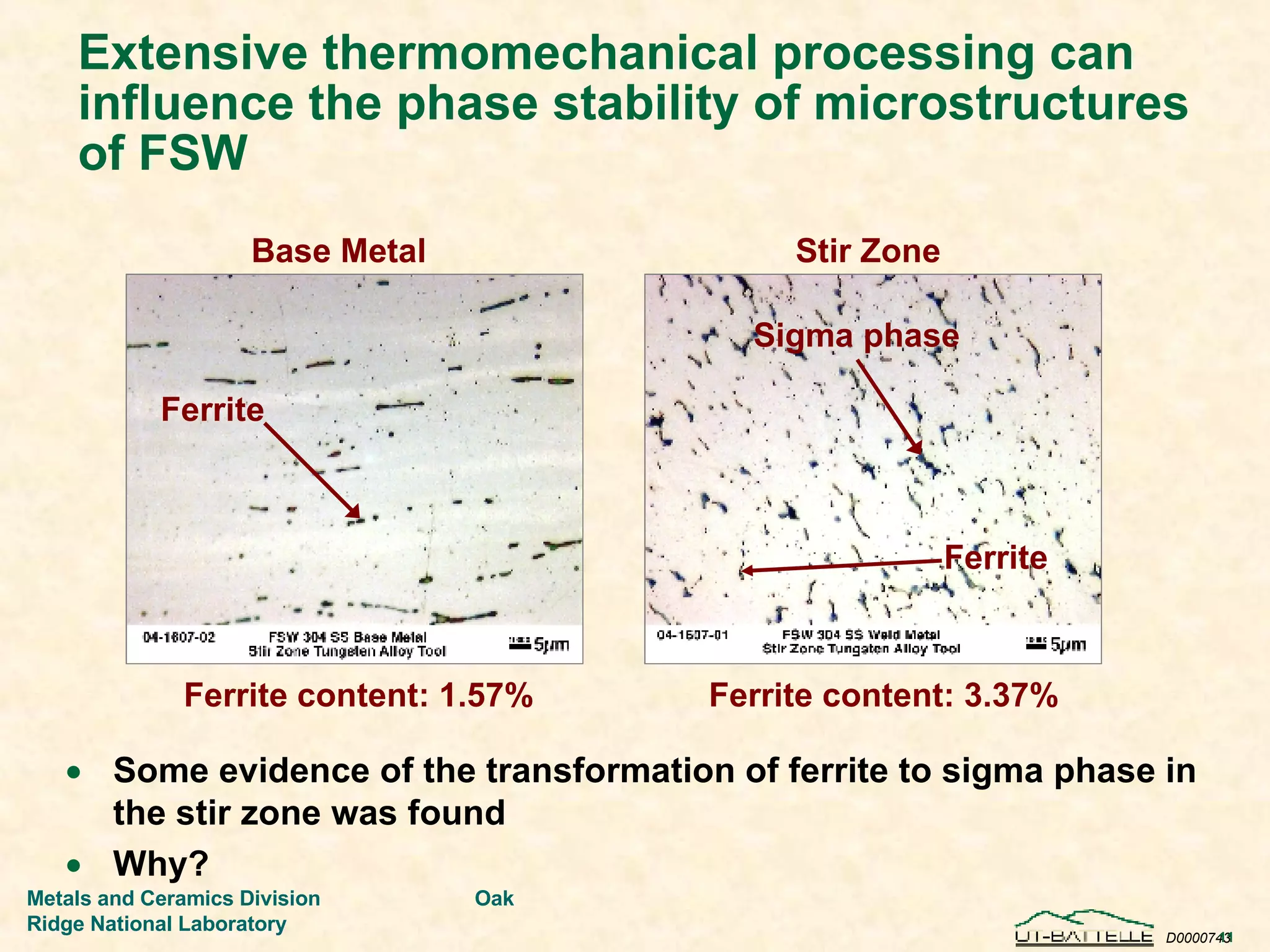
Extensive thermomechanical processingcan influence the phase stability of microstructures of FSW Some evidence of the transformation of ferrite to sigma phase in the stir zone was found Why? Ferrite content: 1.57% Base Metal Ferrite Stir Zone Ferrite content: 3.37% Sigma phase Ferrite
12.
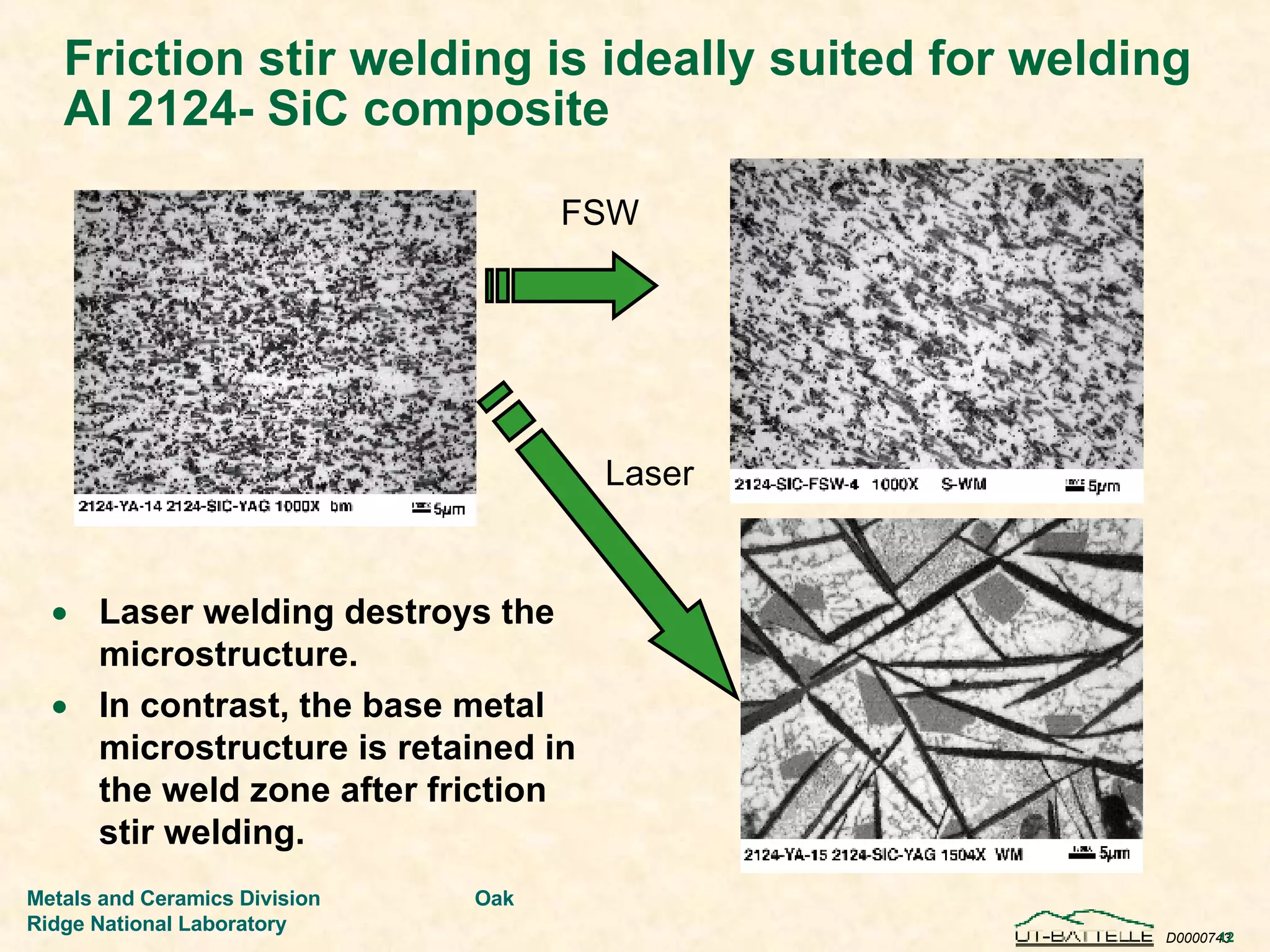
Friction stir weldingis ideally suited for welding Al 2124- SiC composite Laser welding destroys the microstructure. In contrast, the base metal microstructure is retained in the weld zone after friction stir welding. FSW Laser
13.
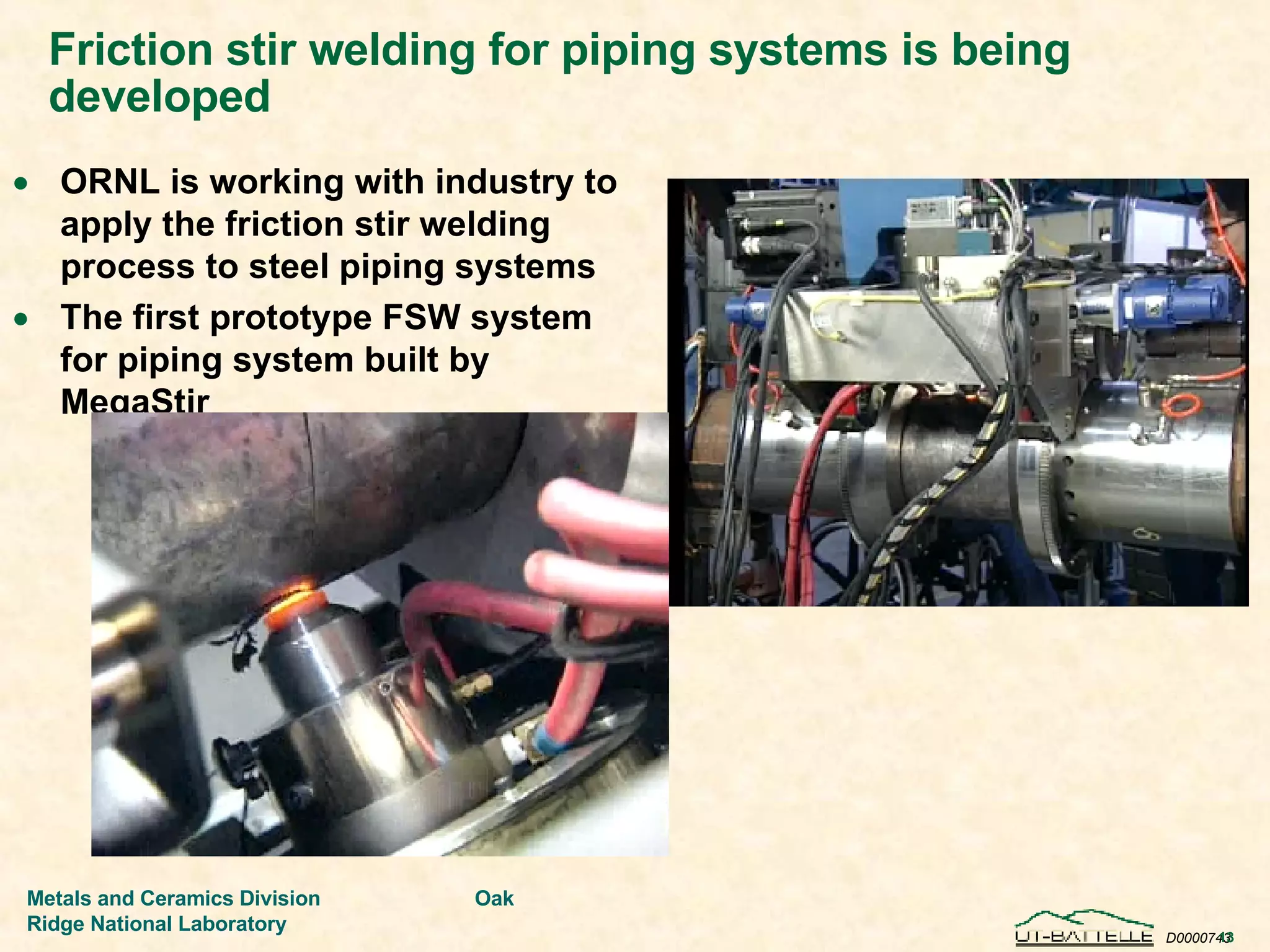
Friction stir weldingfor piping systems is being developed ORNL is working with industry to apply the friction stir welding process to steel piping systems The first prototype FSW system for piping system built by MegaStir
14.
Integrating FSW withother processes (hybrid) can improve process efficiency and tool life Integrate laser or high-power infrared heating with FSW to improve welding speed and tool life in welding of high-temperature materials 4kW CW Nd:YAG laser with fiber optic delivery
15.
Friction Stir SpotWelding (FSSW) can be a more efficient alternate process to electric resistance spot welding FSSW has generated tremendous interests in the automotive industry Direct replacement of resistance spot welding of Al Significant energy and cost savings Potential for advanced high-strength steels and other high-temperature alloys Opportunities in other industries
16.
Mazda RX-8 RearDoor (Aluminum Panel) is Made by FSSW Robotic FSSW system replaces resistance spot welding system (Courtesy of Ford)
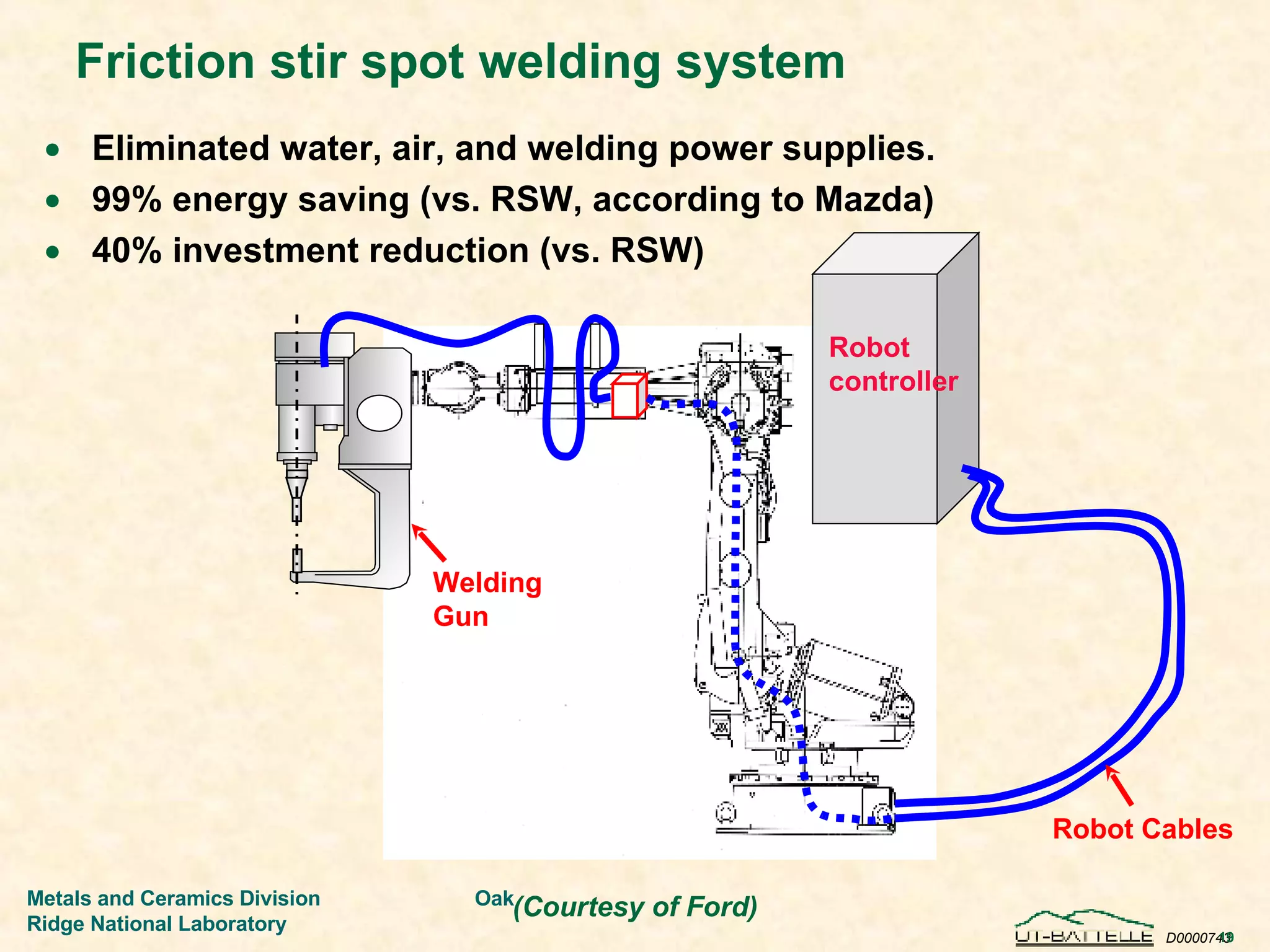
Changing from RSWto friction stir spot welding system has significant advantages water air Robot Cables Welding Gun Robot Controller Welding cable Welding trans. Electrode dresser junction box Welding controller Welding Power supply Eliminated water, air, and welding power supplies
19.
Friction stir spotwelding system Eliminated water, air, and welding power supplies. 99% energy saving (vs. RSW, according to Mazda) 40% investment reduction (vs. RSW) (Courtesy of Ford) Robot Cables Welding Gun Robot controller
20.
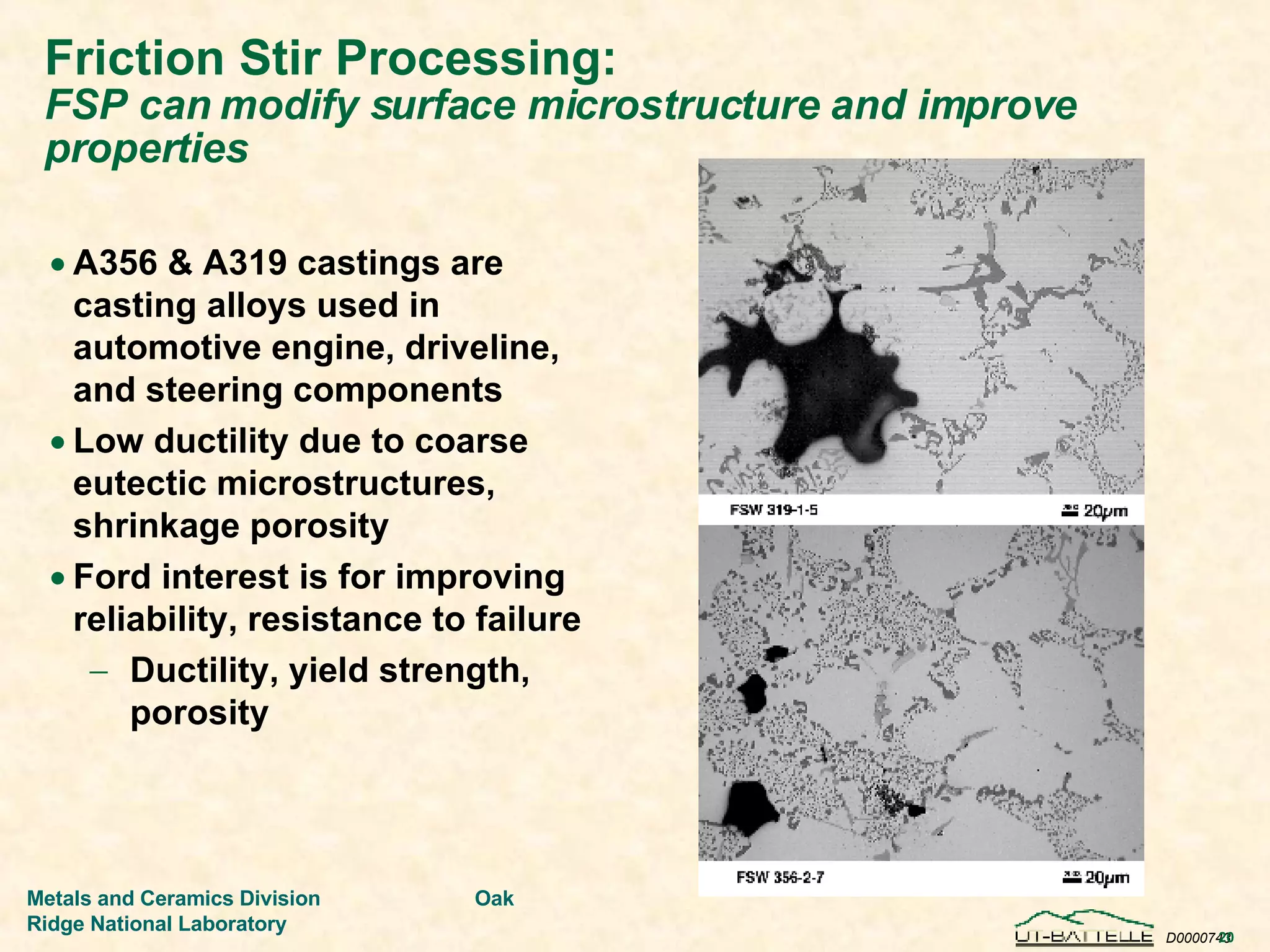
Friction Stir Processing: FSP can modify surface microstructure and improve properties A356 & A319 castings are casting alloys used in automotive engine, driveline, and steering components Low ductility due to coarse eutectic microstructures, shrinkage porosity Ford interest is for improving reliability, resistance to failure Ductility, yield strength, porosity
21.
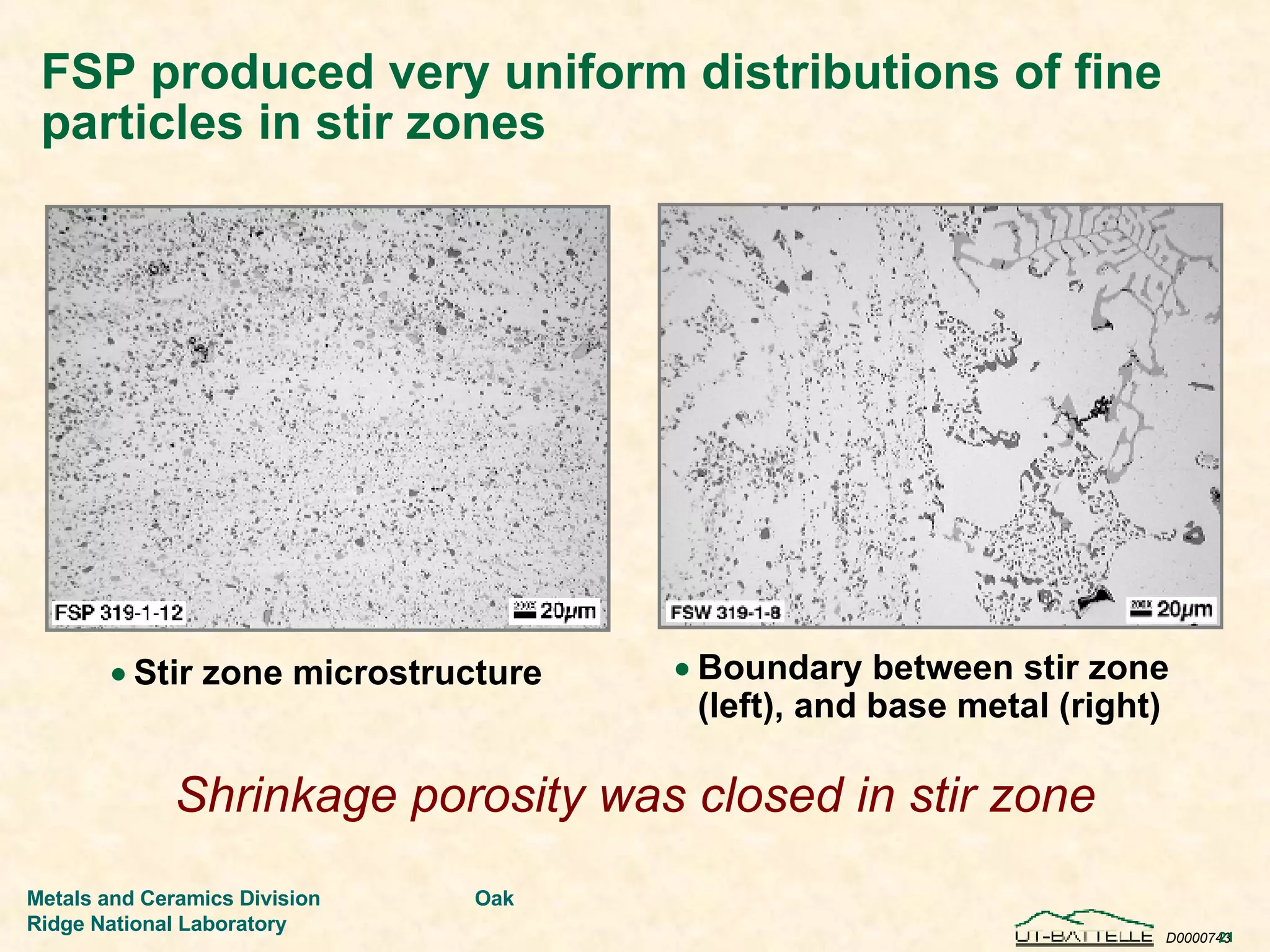
FSP produced veryuniform distributions of fine particles in stir zones Stir zone microstructure Boundary between stir zone (left), and base metal (right) Shrinkage porosity was closed in stir zone
FSP increased thefatigue life of A356 Preliminary results from Ford Scientific Research Laboratory Material is being prepared for more extensive testing 93,848 43.9 19.4 0.002 FSP 7,700 39.0 15.5 0.002 As-cast Life, # of reversals Neuber stress range, ksi @ ½ life Stress amplitude, ksi @ ½ life Applied strain Condition
24.
FSW has greatpotential for repair welding of irradiated materials Gas tungsten arc weld repair of irradiated material can introduce more problems – Helium bubble induced HAZ cracking Asano et al. J. Nucl. Mat. 264 (1999)1-9 SS304L
25.
Modeling effort atORNL has shown that FSW drastically reduces the helium bubble growth, and could be developed as a viable repair technology for aging irradiated nuclear components FSW: max He bubble = 69 nm GTAW: max He bubble = 254 nm
26.
Friction Stir WeldingModeling – from Process to Performance Integrated thermal-mechanical-metallurgical computational simulations provide insights to the performance of welded structures Material flow was simulated with Arbitrary Lagrangian-Eulerian (ALE) finite element formulation, which allows for prediction of weld defect formation under certain welding conditions. Hardness Velocity field around tool pin Trace Marker Predicted void location Void in actual weld Temperature Residual Stress Failure line in HAZ 55° Failure Prediction Under Loading Weld Centerline 55° Actual weld
Summary ORNL isactively conducting both fundamental and applied R&D in friction stir welding and processing ORNL has some unique facility and capabilities for FSW R&D Tool material development Process development Process modeling Advanced microstructure investigations ORNL is working closely with our partners to advance the FSW/P technology Academia Industries International collaborations (TWI and CSIRO)
30.
“ Before Icame here I was confused about this subject. Having listened to your lecture I am still confused, but on a higher level.” – Enrico Fermi









































































![Where to Buy LinkedIn Accounts_ [12 Best Sites] (2).pdf](https://cdn.slidesharecdn.com/ss_thumbnails/wheretobuylinkedinaccounts12bestsites2-251124191348-c246988b-thumbnail.jpg?width=640&height=640&fit=bounds)















