
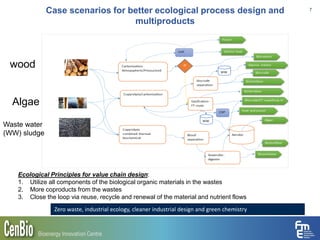
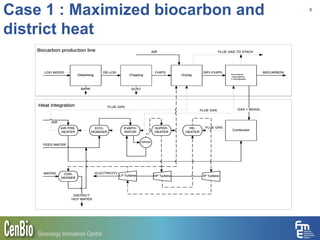
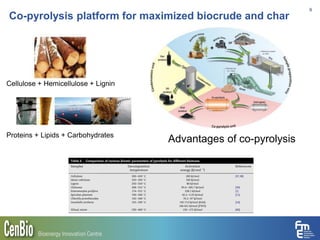
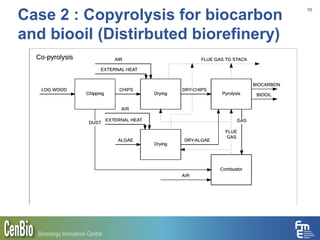
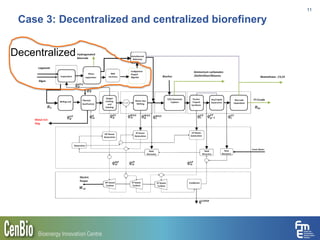
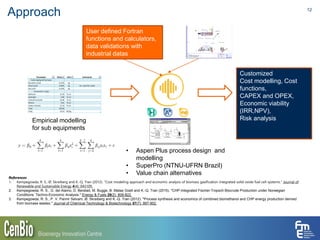

This document discusses several case scenarios for integrating biocarbon production processes to maximize outputs and energy efficiency. Case 1 examines maximizing biocarbon production for use in the metal industry along with district heat production. Case 2 explores using co-pyrolysis to produce biocarbon and biooil in a distributed biorefinery setting. Case 3 evaluates a decentralized versus centralized biorefinery approach. Process modeling and techno-economic analysis are used to assess energy efficiencies, costs and economic viability of the different approaches. The goal is to develop sustainable and ecologically sound biocarbon value chains.





















































































