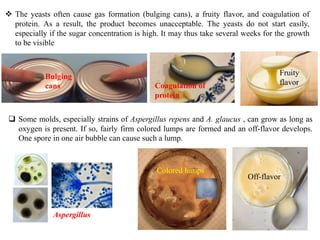
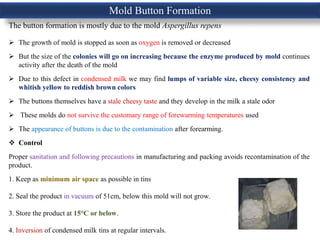
Sweetened condensed milk and evaporated milk are produced by partially removing water from milk through evaporation with or without added sugar. Microbial growth in these products is inhibited by their high sugar content, though some osmophilic yeasts, molds, and bacteria can still grow. The most common spoilage organisms are Torulopsis yeasts and Aspergillus molds, which can cause defects like gas formation, off-flavors, and colored lumps. Strict hygienic practices during processing and packaging are necessary to prevent post-processing contamination and spoilage.