This document provides an overview of manufacturing processes from Wollo University. It defines manufacturing and discusses production versus manufacturing processes. The document categorizes manufacturing processes as processing or assembly operations. It then describes several common manufacturing processes like casting, forming, machining, joining, surface treatments, and heat treating. The document outlines factors to consider when selecting a manufacturing process, including charts to compare processes based on material, shape, size, tolerance, and more. It emphasizes selecting standardized, simple designs that are easy to assemble without unnecessary performance requirements.









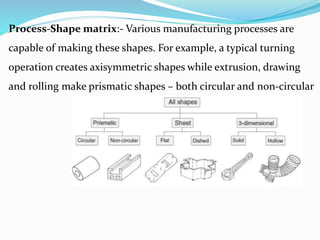
![Figure 1.6Process–Shape matrix with the dot indicating a compatibility
between the shape and the corresponding manufacturing process [2]](https://image.slidesharecdn.com/chapteronemfgprocess-230330212925-dee57135/85/chapter-one-mfg-process-pptx-22-320.jpg)
![Figure 1.7 Process–Mass bar chart indicating compatibility between t
requisite mass of a part and the corresponding manufacturing proces
[2]](https://image.slidesharecdn.com/chapteronemfgprocess-230330212925-dee57135/85/chapter-one-mfg-process-pptx-24-320.jpg)

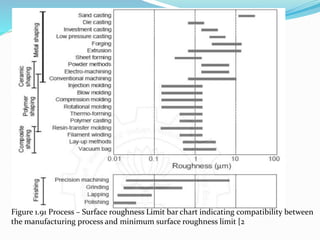
![Figure 1.8 Process–Section thickness bar chart indicating compatibility between
the manufacturing process and the range of section thickness that each process
can produce [2]](https://image.slidesharecdn.com/chapteronemfgprocess-230330212925-dee57135/85/chapter-one-mfg-process-pptx-26-320.jpg)
![Figure 1.9 Process – Tolerance Limit bar chart indicating compatibility between
the manufacturing process and tolerance limit [2]](https://image.slidesharecdn.com/chapteronemfgprocess-230330212925-dee57135/85/chapter-one-mfg-process-pptx-28-320.jpg)



![Figure 1.92 Schematic Process vis-à-vis Economic Batch Size (in units) of various
manufacturing processes [2]](https://image.slidesharecdn.com/chapteronemfgprocess-230330212925-dee57135/85/chapter-one-mfg-process-pptx-33-320.jpg)























![1加工学特論01[353]sfjlkdjjsflj.ja.engliseh.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/101353-250811023611-a845bb23-thumbnail.jpg?width=640&height=640&fit=bounds)

![Chaer_view[1].pptjfggggggggggggggggggkkkk](https://cdn.slidesharecdn.com/ss_thumbnails/chapteronemfgoverview1-231220141532-3da93097-thumbnail.jpg?width=640&height=640&fit=bounds)





















