MANUFACTURING PROCESSES
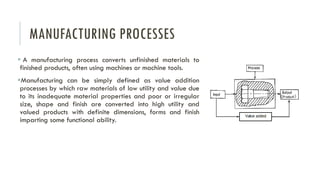
▪ Amanufacturing process converts unfinished materials to
finished products, often using machines or machine tools.
▪Manufacturing can be simply defined as value addition
processes by which raw materials of low utility and value due
to its inadequate material properties and poor or irregular
size, shape and finish are converted into high utility and
valued products with definite dimensions, forms and finish
imparting some functional ability.
3.
MANUFACTURING PROCESSES
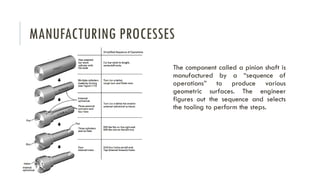
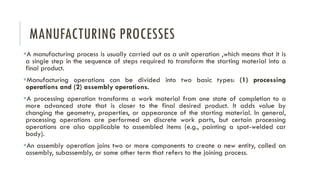
The componentcalled a pinion shaft is
manufactured by a “sequence of
operations” to produce various
geometric surfaces. The engineer
figures out the sequence and selects
the tooling to perform the steps.
4.
MANUFACTURING PROCESSES
▪A manufacturingprocess is usually carried out as a unit operation ,which means that it is
a single step in the sequence of steps required to transform the starting material into a
final product.
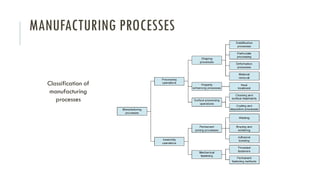
▪Manufacturing operations can be divided into two basic types: (1) processing
operations and (2) assembly operations.
▪A processing operation transforms a work material from one state of completion to a
more advanced state that is closer to the final desired product. It adds value by
changing the geometry, properties, or appearance of the starting material. In general,
processing operations are performed on discrete work parts, but certain processing
operations are also applicable to assembled items (e.g., painting a spot-welded car
body).
▪An assembly operation joins two or more components to create a new entity, called an
assembly, subassembly, or some other term that refers to the joining process.
MANUFACTURING PROCESSES CLASSIFICATION
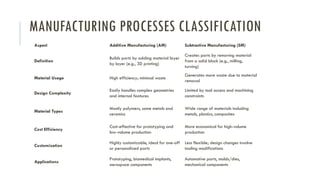
AspectAdditive Manufacturing (AM) Subtractive Manufacturing (SM)
Definition
Builds parts by adding material layer
by layer (e.g., 3D printing)
Creates parts by removing material
from a solid block (e.g., milling,
turning)
Material Usage High efficiency; minimal waste
Generates more waste due to material
removal
Design Complexity
Easily handles complex geometries
and internal features
Limited by tool access and machining
constraints
Material Types
Mostly polymers, some metals and
ceramics
Wide range of materials including
metals, plastics, composites
Cost Efficiency
Cost-effective for prototyping and
low-volume production
More economical for high-volume
production
Customization
Highly customizable, ideal for one-off
or personalized parts
Less flexible; design changes involve
tooling modifications
Applications
Prototyping, biomedical implants,
aerospace components
Automotive parts, molds/dies,
mechanical components
7.
MACHINING PROCESSES CLASSIFICATION
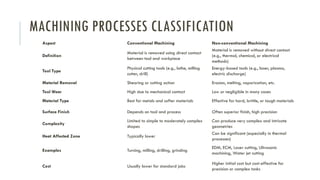
AspectConventional Machining Non-conventional Machining
Definition
Material is removed using direct contact
between tool and workpiece
Material is removed without direct contact
(e.g., thermal, chemical, or electrical
methods)
Tool Type
Physical cutting tools (e.g., lathe, milling
cutter, drill)
Energy-based tools (e.g., laser, plasma,
electric discharge)
Material Removal Shearing or cutting action Erosion, melting, vaporization, etc.
Tool Wear High due to mechanical contact Low or negligible in many cases
Material Type Best for metals and softer materials Effective for hard, brittle, or tough materials
Surface Finish Depends on tool and process Often superior finish, high precision
Complexity
Limited to simple to moderately complex
shapes
Can produce very complex and intricate
geometries
Heat Affected Zone Typically lower
Can be significant (especially in thermal
processes)
Examples Turning, milling, drilling, grinding
EDM, ECM, Laser cutting, Ultrasonic
machining, Water jet cutting
Cost Usually lower for standard jobs
Higher initial cost but cost-effective for
precision or complex tasks
8.
SELECTION
▪The manufacturing processdirectly influences the cost, quality, and delivery of a product.
▪Selecting the right process ensures optimal performance while minimizing waste and resource
consumption.
▪Objective: Align product design with the most efficient and cost-effective manufacturing
technique.
9.
KEY FACTORS INPROCESS SELECTION
▪Product characteristics: Define what the product must be, including material, shape, and
functionality.
▪Manufacturing economy: Deals with cost-effectiveness, tooling investment, and production
scalability.
▪Striking the right balance helps meet quality demands without over exceeding budget
constraints.
10.
CASE STUDY: SELECTIONOF MANUFACTURING PROCESS
FOR A BICYCLE CRANK ARM
▪A company is planning to manufacture aluminum bicycle crank arms. The product needs to be
lightweight, durable, and aesthetically pleasing, with moderate production volume (around 10,000
units/year).
▪Product Requirements:
▪Material: Aluminum alloy (6061-T6)
▪Moderate strength and fatigue resistance
▪Smooth surface finish
▪Complex geometry (hollow cross-sections, curves)
▪Cost-effective for medium production
▪ Alternative Manufacturing Processes Considered:
• Machining from Solid Billet
• Sand Casting
• Die Casting
• Forging + CNC Machining
11.
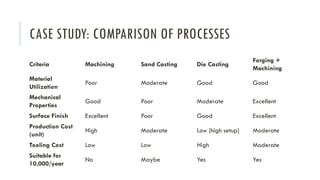
CASE STUDY: COMPARISONOF PROCESSES
Criteria Machining Sand Casting Die Casting
Forging +
Machining
Material
Utilization
Poor Moderate Good Good
Mechanical
Properties
Good Poor Moderate Excellent
Surface Finish Excellent Poor Good Excellent
Production Cost
(unit)
High Moderate Low (high setup) Moderate
Tooling Cost Low Low High Moderate
Suitable for
10,000/year
No Maybe Yes Yes
12.
CASE STUDY: DECISION
▪Decision:After evaluating all options using a weighted decision matrix (using multi-response
optimization), the company selected: Forging + CNC Machining
▪Justification:
▪Forging provides high strength and fatigue resistance, ideal for performance bikes.
▪CNC machining allows for precise final shape and a smooth surface finish.
▪Moderate cost and tool investment, suitable for medium-volume production.
▪Better balance of cost, quality, and performance than other options.
13.
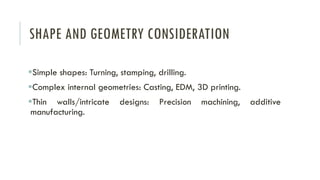
PRODUCT CHARACTERISTICS
▪Material type:Metals, plastics, ceramics, composites.
▪Shape and complexity: Simple vs. complex geometries.
▪Size and weight: Micro to large-scale parts.
▪Surface finish/tolerance: Influences machining and quality needs.
▪Functional requirements: Strength, thermal resistance, chemical stability.
14.
SELECTION OF MATERIALS
▪Ferrousmetals: Carbon, alloy, stainless, and tool and die steels.
▪Nonferrous metals: Aluminum, magnesium, copper, nickel, titanium, super
alloys, refractory metals, beryllium, zirconium, low-melting-point alloys.
▪Plastics (polymers): Thermoplastics, thermosets, and elastomers.
▪Ceramics, glasses, glass ceramics, graphite, diamond, and diamond like
materials.
▪Composite materials: Reinforced plastics and metal-matrix and ceramic-matrix
composites.
15.
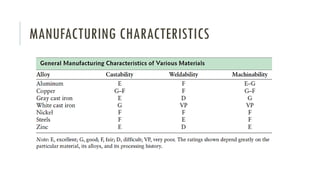
MANUFACTURING CHARACTERISTICS
Castability
▪Castability isthe ease with which a material can be melted, poured into a mold, and solidified into a
desired shape without defects.
▪Good castability means the material can fill the mold completely, solidify with minimal shrinkage or
defects (like porosity, hot tearing), and produce dimensionally accurate parts.
▪Key Factors Affecting Castability: Fluidity of the molten metal, Melting temperature, Shrinkage
behavior, Reaction with mold material.
▪Gray Cast Iron: Excellent castability due to high fluidity and low shrinkage. Common in engine blocks,
machine tool frames.
▪Aluminum Alloys: Good castability, used in automotive parts like cylinder heads and gearbox housings.
16.
MANUFACTURING CHARACTERISTICS
Weldability
▪Weldability isthe ability of a material to be welded under specific conditions to produce a sound,
defect-free joint.
▪ A material with good weldability can be joined easily without cracks, distortion, or metallurgical issues
like brittleness in the heat-affected zone (HAZ).
▪Key Factors Affecting Weldability: Thermal conductivity, Chemical composition (especially carbon
content), Microstructure, Coefficient of thermal expansion.
▪Low Carbon Steel: Excellent weldability. Widely used in construction and pipelines.
▪Aluminum: Can be welded, but prone to porosity and requires special techniques (e.g., TIG welding).
▪Stainless Steel: Generally weldable, but precautions are needed to prevent sensitization and distortion.
17.
MANUFACTURING CHARACTERISTICS
Machinability
▪Machinability refersto how easily a material can be cut or shaped using a machining process (like
turning, milling, or drilling) to produce a quality surface finish with minimal tool wear and effort.
▪ Good machinability means lower cutting forces, less tool wear, better surface finish, and higher
material removal rate.
▪Key Factors Affecting Machinability: Hardness and strength of material, Microstructure, Thermal
conductivity, Work hardening behavior.
▪Mild Steel (Low Carbon Steel): Good machinability, used in structural and automotive components.
▪Titanium Alloys: Poor machinability due to low thermal conductivity and high chemical reactivity with
tool material.
NET-SHAPE MANUFACTURING
▪A processwhere the part is manufactured to its final dimensions and
tolerances—no or minimal post-processing (like machining, grinding) is
needed.
▪Eliminate or drastically reduce secondary operations.
▪Complex parts with fine details and tight tolerances.
▪Advantages:
▪Little to no material waste
▪Reduced production time and cost
▪High dimensional accuracy
▪Examples: Precision casting (like investment casting), Injection molding,
Additive manufacturing.
21.
NEAR-NET-SHAPE MANUFACTURING
▪Produces acomponent very close to its final shape, but still requires minor
finishing operations to meet exact specifications.
▪Reduce—but not eliminate—post-processing.
▪Medium to high-volume production where some machining is acceptable or
needed.
▪Advantages:
▪Better material utilization than traditional subtractive methods
▪Examples: Forging, Sand casting, Powder metallurgy.
22.
MANUFACTURING ECONOMY FACTORS
▪Productionvolume: High-volume justifies expensive tooling.
▪Tooling and equipment cost: Needs to be spread across units.
▪Labor vs. automation: Automation lowers long-term cost.
▪Material utilization: Affects waste and efficiency.
▪Cycle time: Impacts throughput and energy use.
23.
TYPES OF PRODUCTION
▪Thenumber of parts to be produced (e.g., the annual quantity) and the rate (number
of pieces made per unit time) are important economic considerations in determining
the appropriate processes and the types of machinery required.
1. Job shops: Small lot sizes, typically less than 100, using general-purpose
machines such as lathes, milling machines, drill presses, and grinders, many now
equipped with computer controls.
2. Small-batch production: Quantities from about 10 to 100, using machines similar
to those in job shops.
3. Batch production: Lot sizes typically between 100 and 5000, using more
advanced machinery with computer control.
4. Mass production: Lot sizes generally over 100,000, using special-purpose
machinery, known as dedicated machines, and various automated equipment for
transferring materials and parts in progress.
24.
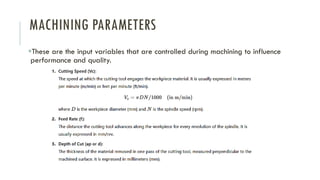
MACHINING PARAMETERS
▪These arethe input variables that are controlled during machining to influence
performance and quality.
25.
MACHINING RESPONSES
▪These arethe results or outputs of the machining process that determine
efficiency, tool performance, and product quality.
1. Tool Life: The total time a cutting tool can be used effectively before it
needs to be replaced or re-sharpened due to wear. Usually measured in
minutes or in terms of the volume of material removed.
2. Tool Wear: The gradual loss of tool material due to mechanical, thermal, or
chemical interactions during cutting. Common types include flank wear,
crater wear, and notch wear.
3. Surface Roughness (Ra): A measure of the texture of the machined
surface, typically expressed in micrometers (µm). Lower values indicate
smoother surfaces.
26.
MACHINING RESPONSES
4. MaterialRemoval Rate (MRR):The volume of material removed per unit
time during machining. It is an indicator of productivity.
5. Cutting Temperature: The temperature generated at the cutting zone due to
friction and deformation. High temperatures can affect tool life, surface finish,
and dimensional accuracy.
6. Cutting Forces: The forces acting on the tool during cutting, typically broken
down into: Tangential force (Fc) – major cutting force, Radial force (Fr), Axial
force (Fa).
These are measured using a dynamometer and are critical for understanding
tool stress and vibration.
27.
MACHINING RESPONSES
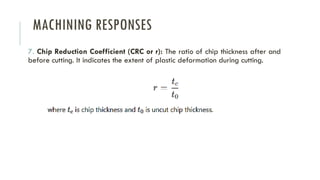
7. ChipReduction Coefficient (CRC or r): The ratio of chip thickness after and
before cutting. It indicates the extent of plastic deformation during cutting.
28.
MACHINING RESPONSES
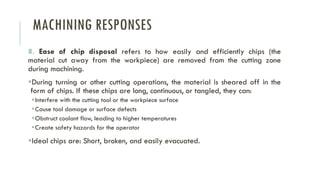
8. Easeof chip disposal refers to how easily and efficiently chips (the
material cut away from the workpiece) are removed from the cutting zone
during machining.
▪During turning or other cutting operations, the material is sheared off in the
form of chips. If these chips are long, continuous, or tangled, they can:
▪Interfere with the cutting tool or the workpiece surface
▪Cause tool damage or surface defects
▪Obstruct coolant flow, leading to higher temperatures
▪Create safety hazards for the operator
▪Ideal chips are: Short, broken, and easily evacuated.
29.
MACHINING RESPONSES
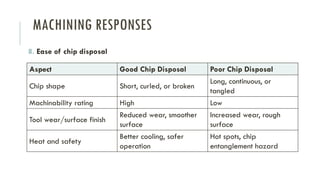
8. Easeof chip disposal
Aspect Good Chip Disposal Poor Chip Disposal
Chip shape Short, curled, or broken
Long, continuous, or
tangled
Machinability rating High Low
Tool wear/surface finish
Reduced wear, smoother
surface
Increased wear, rough
surface
Heat and safety
Better cooling, safer
operation
Hot spots, chip
entanglement hazard
30.
MACHINABILITY RATING
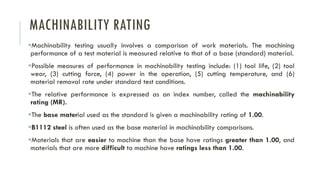
▪Machinability testingusually involves a comparison of work materials. The machining
performance of a test material is measured relative to that of a base (standard) material.
▪Possible measures of performance in machinability testing include: (1) tool life, (2) tool
wear, (3) cutting force, (4) power in the operation, (5) cutting temperature, and (6)
material removal rate under standard test conditions.
▪The relative performance is expressed as an index number, called the machinability
rating (MR).
▪The base material used as the standard is given a machinability rating of 1.00.
▪B1112 steel is often used as the base material in machinability comparisons.
▪Materials that are easier to machine than the base have ratings greater than 1.00, and
materials that are more difficult to machine have ratings less than 1.00.
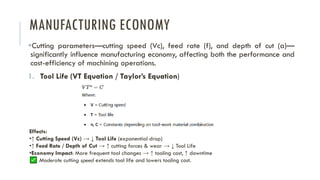
MANUFACTURING ECONOMY
▪Cutting parameters—cuttingspeed (Vc), feed rate (f), and depth of cut (a)—
significantly influence manufacturing economy, affecting both the performance and
cost-efficiency of machining operations.
1. Tool Life (VT Equation / Taylor’s Equation)
Effects:
•↑ Cutting Speed (Vc) → ↓ Tool Life (exponential drop)
•↑ Feed Rate / Depth of Cut → ↑ cutting forces & wear → ↓ Tool Life
•Economy Impact: More frequent tool changes → ↑ tooling cost, ↑ downtime
Moderate cutting speed extends tool life and lowers tooling cost.
33.
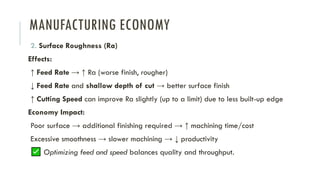
MANUFACTURING ECONOMY
2. SurfaceRoughness (Ra)
Effects:
↑ Feed Rate → ↑ Ra (worse finish, rougher)
↓ Feed Rate and shallow depth of cut → better surface finish
↑ Cutting Speed can improve Ra slightly (up to a limit) due to less built-up edge
Economy Impact:
Poor surface → additional finishing required → ↑ machining time/cost
Excessive smoothness → slower machining → ↓ productivity
Optimizing feed and speed balances quality and throughput.
34.
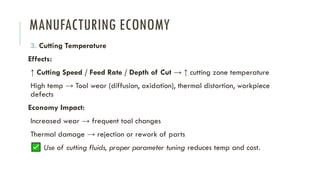
MANUFACTURING ECONOMY
3. CuttingTemperature
Effects:
↑ Cutting Speed / Feed Rate / Depth of Cut → ↑ cutting zone temperature
High temp → Tool wear (diffusion, oxidation), thermal distortion, workpiece
defects
Economy Impact:
Increased wear → frequent tool changes
Thermal damage → rejection or rework of parts
Use of cutting fluids, proper parameter tuning reduces temp and cost.
35.
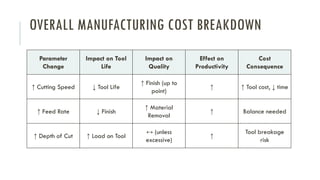
OVERALL MANUFACTURING COSTBREAKDOWN
Parameter
Change
Impact on Tool
Life
Impact on
Quality
Effect on
Productivity
Cost
Consequence
↑ Cutting Speed ↓ Tool Life
↑ Finish (up to
point)
↑ ↑ Tool cost, ↓ time
↑ Feed Rate ↓ Finish
↑ Material
Removal
↑ Balance needed
↑ Depth of Cut ↑ Load on Tool
(unless
excessive)
↑
Tool breakage
risk
36.
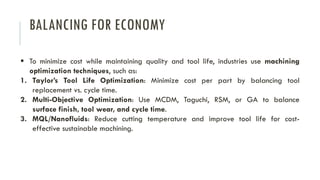
BALANCING FOR ECONOMY
▪To minimize cost while maintaining quality and tool life, industries use machining
optimization techniques, such as:
1. Taylor’s Tool Life Optimization: Minimize cost per part by balancing tool
replacement vs. cycle time.
2. Multi-Objective Optimization: Use MCDM, Taguchi, RSM, or GA to balance
surface finish, tool wear, and cycle time.
3. MQL/Nanofluids: Reduce cutting temperature and improve tool life for cost-
effective sustainable machining.
37.
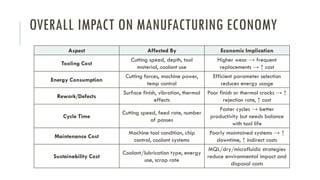
OVERALL IMPACT ONMANUFACTURING ECONOMY
Aspect Affected By Economic Implication
Tooling Cost
Cutting speed, depth, tool
material, coolant use
Higher wear → frequent
replacements → ↑ cost
Energy Consumption
Cutting forces, machine power,
temp control
Efficient parameter selection
reduces energy usage
Rework/Defects
Surface finish, vibration, thermal
effects
Poor finish or thermal cracks → ↑
rejection rate, ↑ cost
Cycle Time
Cutting speed, feed rate, number
of passes
Faster cycles → better
productivity but needs balance
with tool life
Maintenance Cost
Machine tool condition, chip
control, coolant systems
Poorly maintained systems → ↑
downtime, ↑ indirect costs
Sustainability Cost
Coolant/lubrication type, energy
use, scrap rate
MQL/dry/microfluidic strategies
reduce environmental impact and
disposal costs
38.
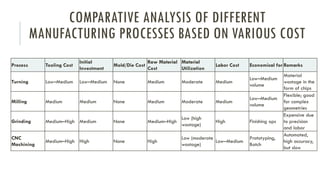
COMPARATIVE ANALYSIS OFDIFFERENT
MANUFACTURING PROCESSES BASED ON VARIOUS COST
Process Tooling Cost
Initial
Investment
Mold/Die Cost
Raw Material
Cost
Material
Utilization
Labor Cost Economical for Remarks
Turning Low–Medium Low–Medium None Medium Moderate Medium
Low–Medium
volume
Material
wastage in the
form of chips
Milling Medium Medium None Medium Moderate Medium
Low–Medium
volume
Flexible; good
for complex
geometries
Grinding Medium–High Medium None Medium–High
Low (high
wastage)
High Finishing ops
Expensive due
to precision
and labor
CNC
Machining
Medium–High High None High
Low (moderate
wastage)
Low–Medium
Prototyping,
Batch
Automated,
high accuracy,
but slow
39.
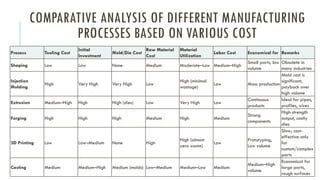
COMPARATIVE ANALYSIS OFDIFFERENT MANUFACTURING
PROCESSES BASED ON VARIOUS COST
Process Tooling Cost
Initial
Investment
Mold/Die Cost
Raw Material
Cost
Material
Utilization
Labor Cost Economical for Remarks
Shaping Low Low None Medium Moderate–Low Medium–High
Small parts, low
volume
Obsolete in
many industries
Injection
Molding
High Very High Very High Low
High (minimal
wastage)
Low Mass production
Mold cost is
significant,
payback over
high volume
Extrusion Medium–High High High (dies) Low Very High Low
Continuous
products
Ideal for pipes,
profiles, wires
Forging High High High Medium High Medium
Strong
components
High strength
output, costly
dies
3D Printing Low Low–Medium None High
High (almost
zero waste)
Low
Prototyping,
Low volume
Slow; cost-
effective only
for
custom/complex
parts
Casting Medium Medium–High Medium (molds) Low–Medium Medium–Low Medium
Medium–High
volume
Economical for
large parts,
rough surfaces
40.
SUSTAINABLE MANUFACTURING
▪Sustainable manufacturingis the creation of manufactured products through economically-
sound processes that minimize negative environmental impacts, conserve energy and natural
resources, and enhance the safety and well-being of employees, communities, and consumers.
Key Goals of Sustainable Manufacturing:
1. Environmental Protection:
Reduce emissions, waste, pollution, and resource consumption
2. Economic Viability:
Improve efficiency and reduce production costs
3. Social Responsibility:
Ensure worker safety, health, and community well-being
41.
REFERENCE BOOKS
1. Kalpakjian& Schmid, 'Manufacturing Engineering and Technology'
2. Mikell P. Groover, 'Fundamentals of Modern Manufacturing'






















![Chaer_view[1].pptjfggggggggggggggggggkkkk](https://cdn.slidesharecdn.com/ss_thumbnails/chapteronemfgoverview1-231220141532-3da93097-thumbnail.jpg?width=640&height=640&fit=bounds)
























