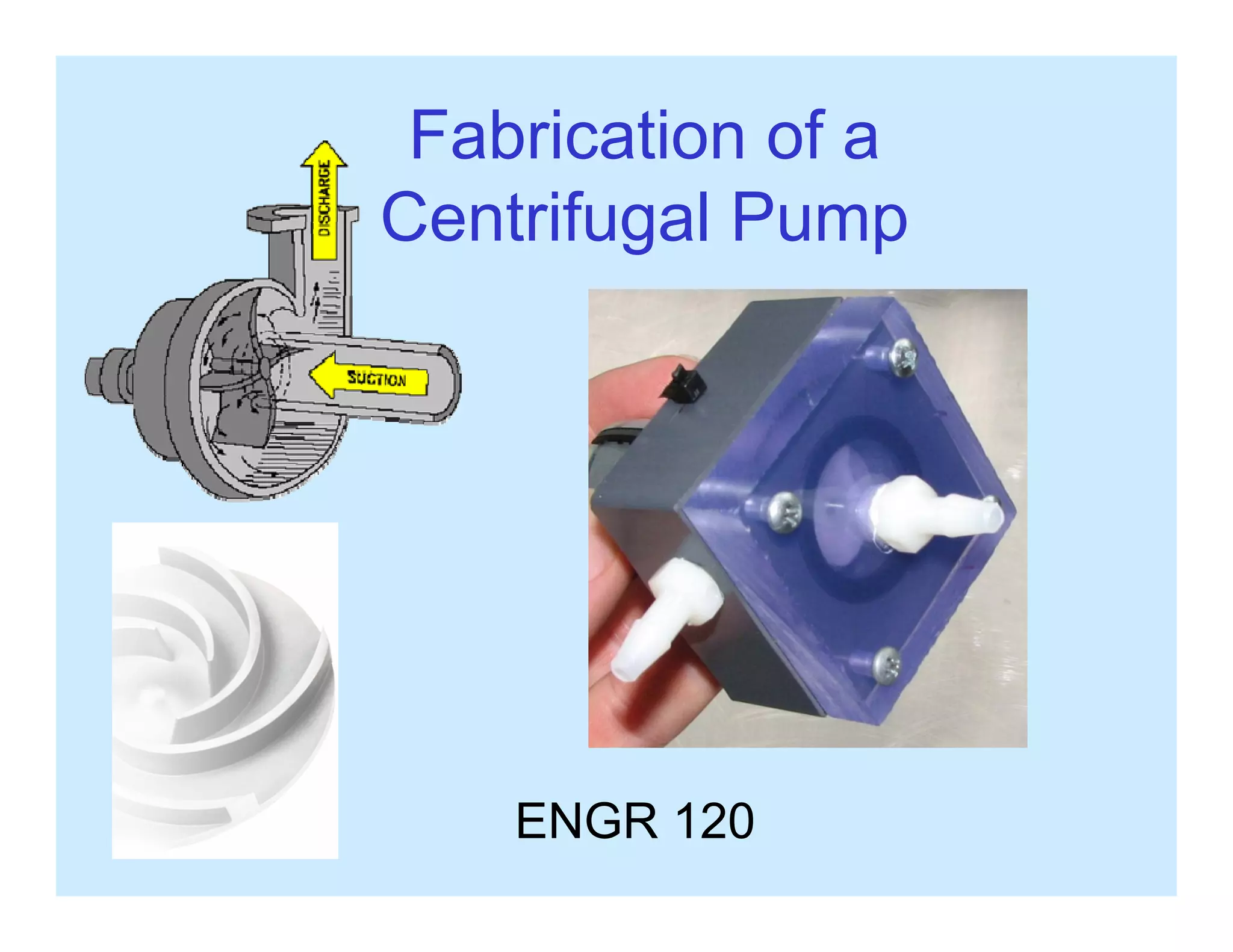
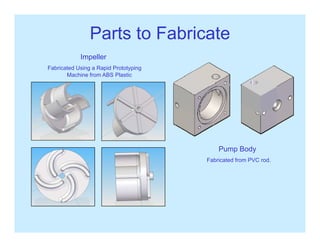
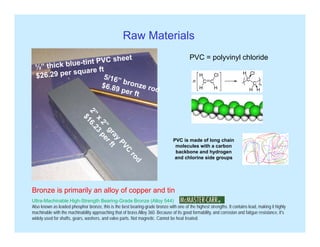
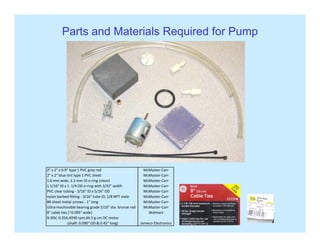
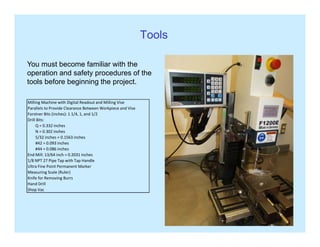
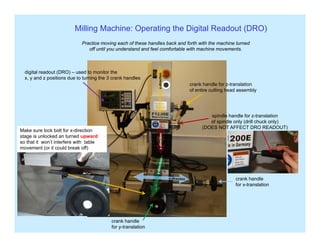
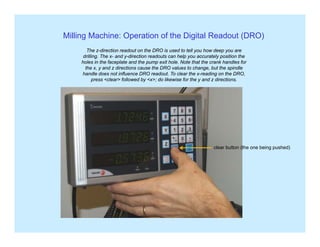
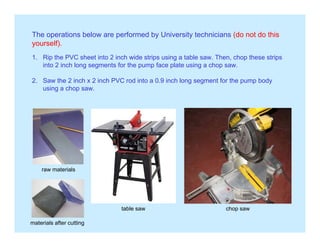
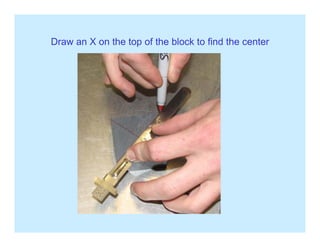
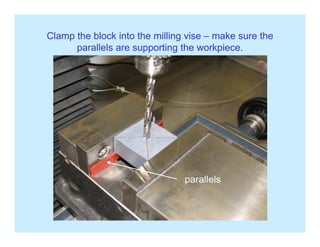
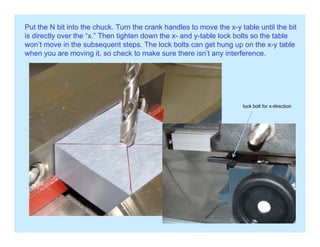
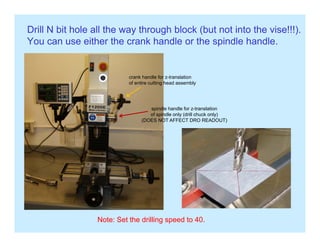
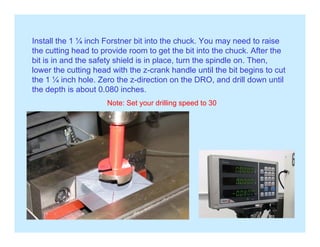
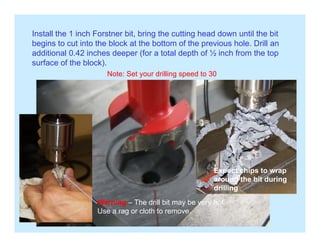
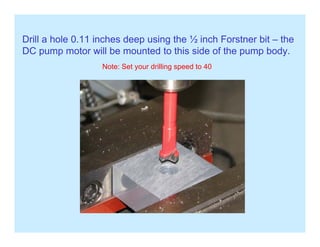
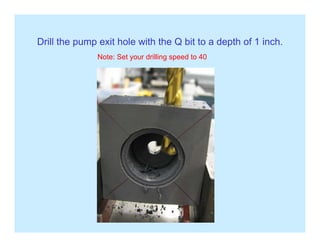
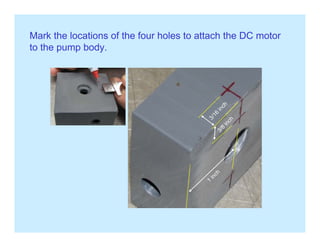
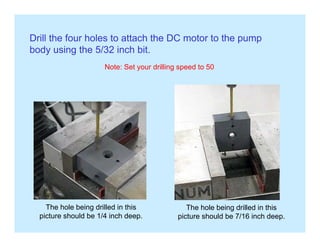
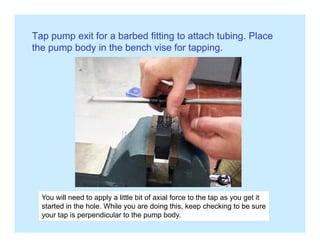
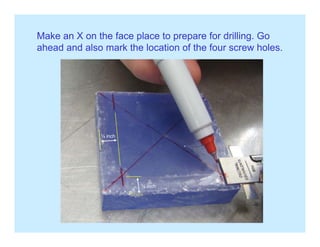
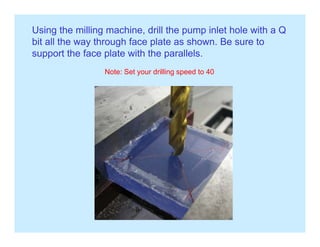
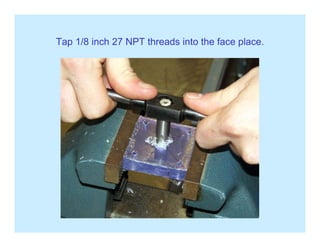
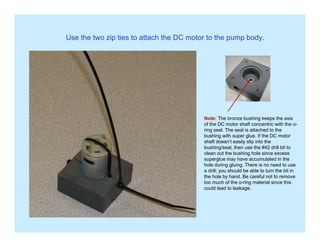
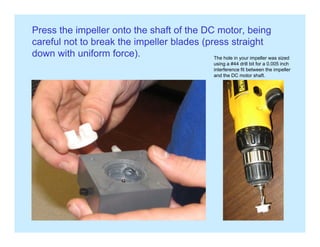
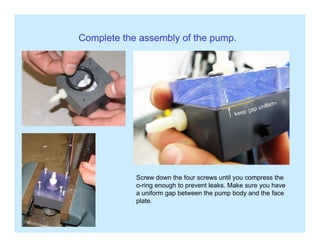
The document provides instructions for fabricating parts of a centrifugal pump using a milling machine. It describes drilling multiple holes of different sizes in a polyvinyl chloride (PVC) pump body to create the impeller and housing. Safety procedures for operating the milling machine are outlined, including loading the workpiece, selecting drill bits and speeds, and operating the digital readout. The instructions also cover a bushing and seal fabricated by a university technician to prevent leaking around the pump's DC motor shaft.