Downloaded 36 times

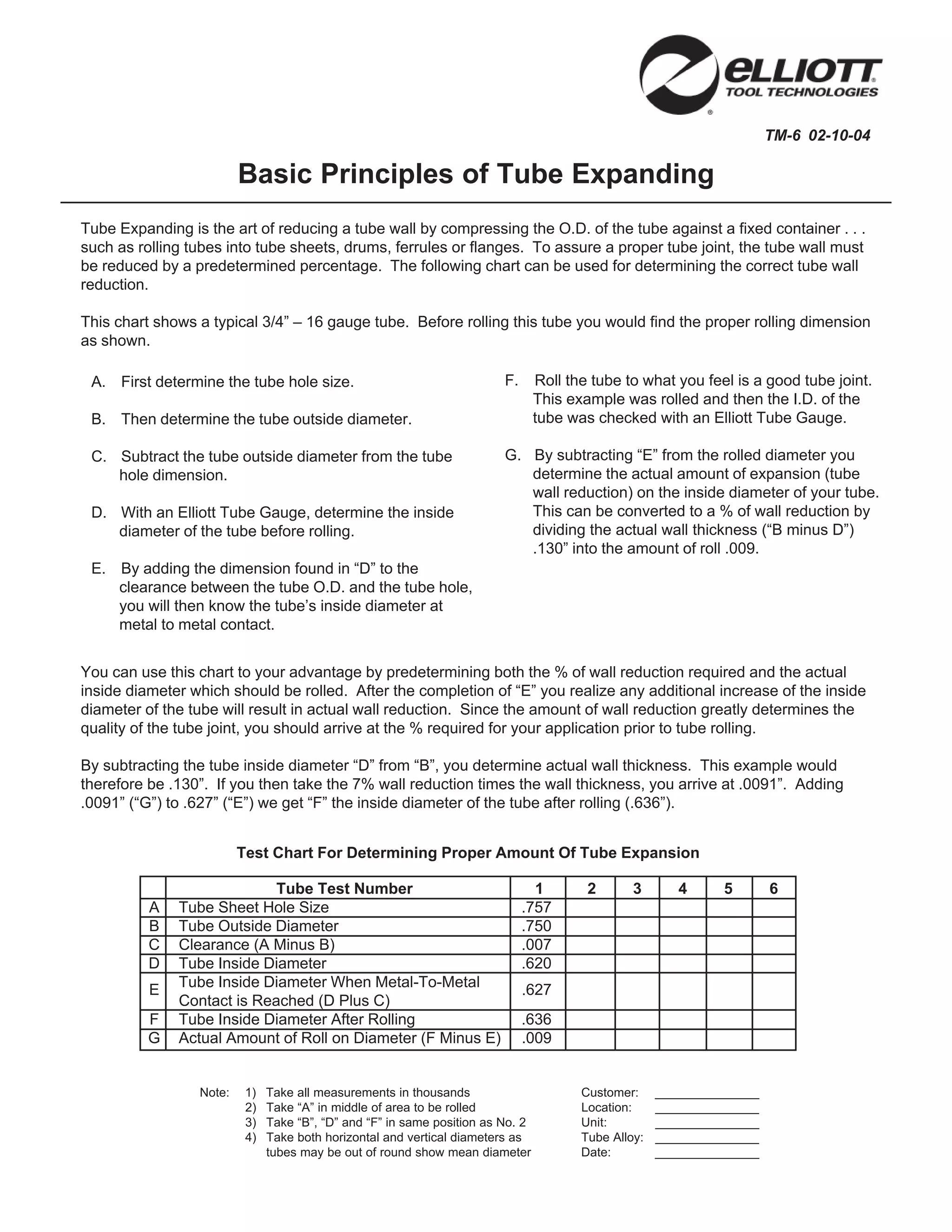



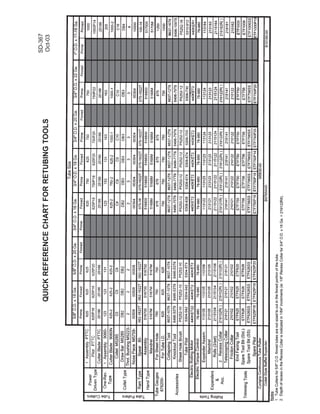
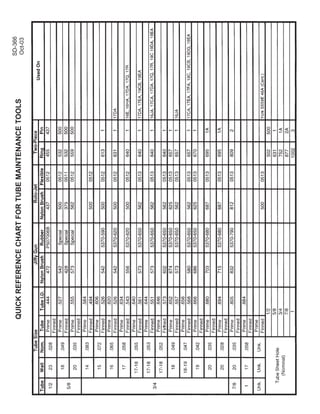
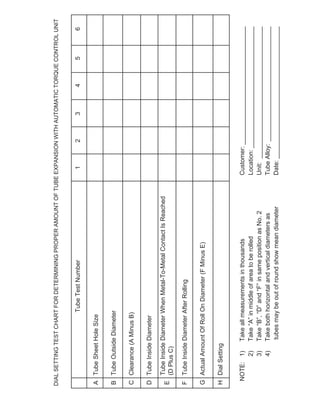


This document provides guidelines for properly expanding tubes when installing or repairing heat exchangers, condensers, and other pressure vessels. It discusses determining the correct percentage of tube wall reduction for different materials, how to measure dimensions to calculate wall reduction, and factors that cause tube leaks if not done properly, such as under-rolling or over-rolling tubes. The key recommendations are to roll tubes just enough for the required wall reduction percentage and to ensure clean, lubricated surfaces for a tight seal.














































