1. ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(19) BY (11) 6651
(13) U
(46) 2010.10.30
(51) МПК (2009)
B 21D 41/00
(54) УСТРОЙСТВО ДЛЯ ГИДРОУДАРНОЙ РАЗДАЧИ
ПОЛОЙ ЗАГОТОВКИ
(21) Номер заявки: u 20100026
(22) 2010.01.13
(71) Заявитель: Государственное научное
учреждение "Физико-технический
институт Национальной академии
наук Беларуси" (BY)
(72) Авторы: Петраковский Владимир Сте-
панович; Журавский Александр
Юльянович (BY)
(73) Патентообладатель: Государственное
научное учреждение "Физико-техни-
ческий институт Национальной акаде-
мии наук Беларуси" (BY)
(57)
Устройство для гидроударной раздачи полой заготовки, содержащее источник им-
пульсной энергии и рабочую камеру, соединенную с обоймой, в которой зажимным
устройством закреплена разрезная матрица, состоящая из двух полуматриц, отличающее-
ся тем, что верхняя полуматрица снабжена фланцем, а обойма выполнена ступенчатой,
внутренний диаметр верхней ступени которой сопряжен с наружным диаметром фланца
верхней полуматрицы, а внутренний диаметр нижней ступени - с наружным диаметром
полуматриц, причем в теле фланца выполнен диаметральный ряд вертикальных каналов,
снабженных сменными жиклерами.
BY6651U2010.10.30
2. BY 6651 U 2010.10.30
2
(56)
1. Патент Японии 49-47352, НКИ 73B61, 1974.
2. Патент РБ 12402, МПК B21D 41/00, 2008 (прототип).
Заявляемая полезная модель относится к устройствам для обработки металлов давле-
нием и может найти применение в листоштамповочном производстве, например, при раз-
даче полых заготовок импульсными нагрузками.
Известно устройство для электрогидравлической раздачи полой заготовки, содержа-
щее рабочую камеру, в которой создается импульс давления жидкости, деформирующий
заготовку, матрицу, элементы, создающие осевое давление на полую заготовку [1].
Это устройство отличается сложностью конструкции, т.к. для создания сжимающих
усилий используется механизм с дополнительной разрядной камерой. Кроме того, это
устройство не позволяет увеличить степень раздачи заготовок более чем на 5-10 % ввиду
трудностей в синхронизации импульсов давления в рабочей камере и камере, приводящей
в действие элементы, создающие осевой подпор полой заготовки.
Наиболее близким к предлагаемому по технической сущности является устройство
для изготовления полой заготовки гидроударной раздачей, содержащее источник импуль-
сной энергии и рабочую камеру, соединенную с обоймой, в которой зажимным устрой-
ством закреплена разрезная матрица, состоящая из двух полуматриц [2].
В этом устройстве верхняя подвижная полуматрица выполнена только с одним высту-
пом (заплечики), воздействующим на торец заготовки, поэтому усилие осевого сжатия за-
готовки постоянно и определяется геометрическими размерами полуматрицы. Поэтому в
этом устройстве невозможно плавно регулировать усилие осевого сжатия заготовки,
вследствие чего нельзя добиться оптимального усилия, а значит, и предельных степеней
раздачи полой заготовки. Кроме того, данное устройство обладает узким диапазоном тех-
нологических возможностей, поскольку определенное устройство может быть использо-
вано для раздачи только заготовки из определенного материала и одной толщины, для
которой усилие осевого сжатия оптимально.
Задачей предлагаемой полезной модели является повышение степени раздачи заготов-
ки и расширение технологических возможностей устройства.
Поставленная задача решается за счет того, что в устройстве для гидроударной разда-
чи полой заготовки, содержащем источник импульсной энергии и рабочую камеру, соеди-
ненную с обоймой, в которой зажимным устройством закреплена разрезная матрица,
состоящая из двух полуматриц, верхняя полуматрица снабжена фланцем, а обойма вы-
полнена ступенчатой, внутренний диаметр верхней ступени которой сопряжен с наруж-
ным диаметром фланца верхней полуматрицы, а внутренний диаметр нижней ступени -
с наружным диаметром полуматриц, причем в теле фланца выполнен диаметральный ряд
вертикальных каналов, снабженных сменными жиклерами.
В предлагаемой конструкции при создании импульса давления в рабочей камере дав-
ление жидкости передается как на заготовку, так и на верхнюю полуматрицу с фланцем,
заставляя ее двигаться вниз. Кроме того, давление жидкости через вертикальные каналы
со сменными жиклерами передается жидкости, находящейся в кольцеобразном пазу, обра-
зованном стенками верхней ступени обоймы и верхней полуматрицы с фланцем. Но так
как площадь верхней полуматрицы, на которую воздействует давление жидкости, разви-
ваемое в камере, превосходит площадь паза, то в жидкости паза возникает давление, пре-
восходящее давление жидкости в камере, и под действием этого давления жидкость через
вертикальные каналы (симметрично расположенные по периметру фланца) начинает пе-
ретекать в рабочую камеру, а верхняя полуматрица перемещается вниз, создавая своими
заплечиками осевой подпор полой заготовки. Изменяя диаметр проходного сечения жи-
клеров, можно изменять величину осевого подпора полой заготовки, что является весьма
3. BY 6651 U 2010.10.30
3
важным условием для осуществления процесса раздачи (недостаточный подпор приводит
к уменьшению степени раздачи заготовки, а чрезмерное усилие подпора приводит к смя-
тию торца заготовки и в конечном итоге к браку). Таким образом, правильно подобранное
усилие осевого подпора полой заготовки позволяет получать изделия с более высокими
предельными степенями раздачи. Кроме того, конструкция предлагаемого устройства поз-
воляет применять его для раздачи полых заготовок с различной толщиной стенки и из
различных материалов, в то время как конструкция известного устройства позволяет про-
изводить раздачу лишь одной конкретной заготовки (переход на новый материал или даже
лишь на другую толщину стенки полой заготовки требует изменения размеров верхней
полуматрицы, а значит, и размеров сопрягаемых элементов штампа).
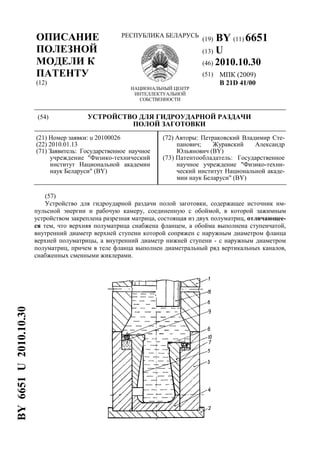
Сущность технического решения поясняется чертежом, где на фигуре приведен общий
вид предлагаемого устройства слева: до начала деформации заготовки, справа - по окон-
чании процесса деформации.
Устройство для гидроударной раздачи полой заготовки содержит рабочую камеру 1, к
нижнему торцу которой посредством плиты зажимного устройства 2 прижата ступенчатая
обойма 3, внутри которой расположена нижняя полуматрица 4 с установленной на ней и
заполненной жидкостью заготовкой 5, на торце которой заплечиками 6 удерживается
верхняя полуматрица 7 с фланцем 8, в вертикальных каналах 9 которого установлены
сменные жиклеры 10. Для создания импульса давления в жидкости используется быстро-
летящий боек 11.
Устройство работает следующим образом: на подвижной плите зажимного устройства 2
устанавливают нижнюю полуматрицу 4 и ступенчатую обойму 3, внутрь которой опуска-
ют полую заготовку 5, а затем верхнюю полуматрицу 7 до упора торца полой заготовки в
заплечики 6. После этого, посредством плиты зажимного устройства 2, обойму с установ-
ленными в ней полуматрицами и заготовкой прижимают к торцу рабочей камеры 1 и за-
полняют рабочую камеру жидкостью (например, водой), которая через вертикальные
каналы 9 во фланце 8 и сменные жиклеры 10 заполняет также кольцеобразный паз, обра-
зованный стенками верхней ступени обоймы и верхней полуматрицы с фланцем. Затем с
помощью быстролетящего бойка 11 создают импульс давления в жидкости, который, воз-
действуя на верхнюю полуматрицу 7, заставляет ее перемещаться вниз, при этом ее фла-
нец 8 перемещается вглубь кольцеобразного паза, что приводит к превышению давления
жидкости в полости паза над давлением жидкости в рабочей камере. Вследствие этого
жидкость из полости паза по вертикальным каналам 9 и жиклерам 10 начинает перетекать
в рабочую камеру 1, освобождая таким образом путь для дальнейшего перемещения
фланца верхней полуматрицы вниз. Одновременно с этим верхняя полуматрица 7, пере-
мещаясь вниз, посредством заплечиков 6 создает осевое сжатие полой заготовки. В это же
время импульс давления, созданный в жидкости, воздействует на стенки полой заготовки,
деформируя их по матрице. Процесс деформации заготовки заканчивается при достиже-
нии верхней полуматрицей 7 верхнего торца нижней полуматрицы 4. По окончании про-
цесса деформации отводят подвижную плиту зажимного устройства 2 и извлекают из
ступенчатой обоймы 3 верхнюю полуматрицу 7 и продеформированную заготовку 5. По-
сле этого устройство готово к новому циклу.
Использование предлагаемой конструкции устройства позволяет раздавать заготовки с
максимальной степенью раздачи, т.к. устройство позволяет легко достичь оптимального
усилия осевого сжатия полой заготовки, изменяя всего лишь диаметр проходного сечения
сменных жиклеров, трудоемкость изготовления и материалоемкость которых ничтожна по
сравнению с трудоемкостью изготовления всего штампа, что требуется при подборе оп-
тимального усилия сжатия полой заготовки при использовании известного устройства.
Поэтому при использовании известных устройств принимают преднамеренно заниженные
на 3-5 % степени раздачи заготовки, чтобы исключить огромные затраты на подбор опти-
мального усилия осевого сжатия полой заготовки. Поэтому предлагаемое устройство поз-
4. BY 6651 U 2010.10.30
4
воляет раздавать заготовки со степенью раздачи на 3-5 % выше, чем при гидроударной
раздаче с использованием известных устройств, значительно расширить технологические
возможности известного устройства. Так, при проведении лабораторных испытаний пред-
лагаемого устройства из стального стакана ∅ 102 мм и толщиной стенки 1 мм было полу-
чено изделие типа "кофейник", максимальный диаметр которого был равен 153 мм, что
соответствует степени раздачи К = 1,50. В то же время на известном устройстве анало-
гичного типа из этого же стакана был получен "кофейник" с максимальным диаметром,
равным 148 мм, что соответствует степени раздачи К = 148/102 = 1,45. Кроме того, пред-
лагаемое устройство позволило произвести раздачу стальных, медных, латунных, алюми-
ниевых заготовок с толщинами стенки 0,5, 0,8, 1,0, 2,0 с предельными степенями раздачи,
причем для перехода к раздаче другого материала или другой толщины необходимо было
лишь изменить диаметр проходного сечения сменных жиклеров. Таким образом, предла-
гаемое устройство позволило увеличить степень раздачи стальной заготовки на 3,5 % и
значительно расширить технологические возможности устройства.
Национальный центр интеллектуальной собственности.
220034, г. Минск, ул. Козлова, 20.
![BY 6651 U 2010.10.30
2
(56)
1. Патент Японии 49-47352, НКИ 73B61, 1974.
2. Патент РБ 12402, МПК B21D 41/00, 2008 (прототип).
Заявляемая полезная модель относится к устройствам для обработки металлов давле-
нием и может найти применение в листоштамповочном производстве, например, при раз-
даче полых заготовок импульсными нагрузками.
Известно устройство для электрогидравлической раздачи полой заготовки, содержа-
щее рабочую камеру, в которой создается импульс давления жидкости, деформирующий
заготовку, матрицу, элементы, создающие осевое давление на полую заготовку [1].
Это устройство отличается сложностью конструкции, т.к. для создания сжимающих
усилий используется механизм с дополнительной разрядной камерой. Кроме того, это
устройство не позволяет увеличить степень раздачи заготовок более чем на 5-10 % ввиду
трудностей в синхронизации импульсов давления в рабочей камере и камере, приводящей
в действие элементы, создающие осевой подпор полой заготовки.
Наиболее близким к предлагаемому по технической сущности является устройство
для изготовления полой заготовки гидроударной раздачей, содержащее источник импуль-
сной энергии и рабочую камеру, соединенную с обоймой, в которой зажимным устрой-
ством закреплена разрезная матрица, состоящая из двух полуматриц [2].
В этом устройстве верхняя подвижная полуматрица выполнена только с одним высту-
пом (заплечики), воздействующим на торец заготовки, поэтому усилие осевого сжатия за-
готовки постоянно и определяется геометрическими размерами полуматрицы. Поэтому в
этом устройстве невозможно плавно регулировать усилие осевого сжатия заготовки,
вследствие чего нельзя добиться оптимального усилия, а значит, и предельных степеней
раздачи полой заготовки. Кроме того, данное устройство обладает узким диапазоном тех-
нологических возможностей, поскольку определенное устройство может быть использо-
вано для раздачи только заготовки из определенного материала и одной толщины, для
которой усилие осевого сжатия оптимально.
Задачей предлагаемой полезной модели является повышение степени раздачи заготов-
ки и расширение технологических возможностей устройства.
Поставленная задача решается за счет того, что в устройстве для гидроударной разда-
чи полой заготовки, содержащем источник импульсной энергии и рабочую камеру, соеди-
ненную с обоймой, в которой зажимным устройством закреплена разрезная матрица,
состоящая из двух полуматриц, верхняя полуматрица снабжена фланцем, а обойма вы-
полнена ступенчатой, внутренний диаметр верхней ступени которой сопряжен с наруж-
ным диаметром фланца верхней полуматрицы, а внутренний диаметр нижней ступени -
с наружным диаметром полуматриц, причем в теле фланца выполнен диаметральный ряд
вертикальных каналов, снабженных сменными жиклерами.
В предлагаемой конструкции при создании импульса давления в рабочей камере дав-
ление жидкости передается как на заготовку, так и на верхнюю полуматрицу с фланцем,
заставляя ее двигаться вниз. Кроме того, давление жидкости через вертикальные каналы
со сменными жиклерами передается жидкости, находящейся в кольцеобразном пазу, обра-
зованном стенками верхней ступени обоймы и верхней полуматрицы с фланцем. Но так
как площадь верхней полуматрицы, на которую воздействует давление жидкости, разви-
ваемое в камере, превосходит площадь паза, то в жидкости паза возникает давление, пре-
восходящее давление жидкости в камере, и под действием этого давления жидкость через
вертикальные каналы (симметрично расположенные по периметру фланца) начинает пе-
ретекать в рабочую камеру, а верхняя полуматрица перемещается вниз, создавая своими
заплечиками осевой подпор полой заготовки. Изменяя диаметр проходного сечения жи-
клеров, можно изменять величину осевого подпора полой заготовки, что является весьма](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)